Известна установка для формования криволинейных полотнищ из стеклопластика, выполненная в виде иередвижного портала, несущего подвесную телел ку, на которой смонтированы бобины со стеклотканью, роликовый механизм подачи стеклоткани, ванна со связующим, эластичный шпатель и подвижные в вертикальной плоскости уплотняющие щетки. Для формования криволинейных полотнищ уплотпяющие щетки с цилиндрической рабочей поверхностью шарнирно укреплены на штоках пневмопилиндров, оснащенных общим золотниковым нневмораспределителем. А для синхронизации скорости подачи стеклоткани со скоростью иередвижения тележки привод .механизма иодачи известной установки включает пневмодвигатель, оснащенный регулировочным краном, управляемым поворотным рычагом, на котором укреплен контактирующий с лентой стеклоткани скользящий валик.
Известно, что прочностные характеристики полотпищ из стеклопластика в значительной степени определяются нанравлением укладки нитей стеклоармирующих материалов, в частности стеклотканей, в разных слоях.
Для изготовления неответственных конструкций полотнищ из стеклопластика применяются простые (продольно-параллельные) структуры армирования, т. е. такие, при которых армирующие нити в соседних слоях имеют одно и то же направление. А
для изготовления весьма ответственных тяжелонагрул енных и равнопрочных во всех направлениях полотнищ из стеклопластика, применяемых в обшивках корпусов судов - палубах, поперечных и продольных переборках, выгородках, надстройках, рубках и т. д. используют сложные структуры армирования, т. е. такие, при которых армирующие нити в соседних слоях направлены иод углами 45, 90 и 135° и т. д. к нитям
предыдущего слоя.
При параллельно-диагональной структуре армирования полотнищ полотна стеклоткани располагаются следующим образом - часть слоев стеклоткани (1/3 или
1/2 от общего количества по толщине) укладываются нитями основы вдоль конструкции (вдоль борта, палубы, переборки) под углом 0° к главному направлению армирования, а остальные слои (2/3 или 1/2
от общего количества) укладываются нитями основы под углами 45 и 135° к главному направлению армирования конструкций. При продольно-поперечных структурах армирования слои стеклотканей попеременно
О и 90° к главному направлению армирования.
Однако известная установка имеет весьма ограниченную область применения, так как она не обеспечивает механизированное формование полотнищ со сложными (параллельно-диагональными и продольно-поперечными) структурами армирования. Кроме того, на известной установке выполняется вручную ряд операций формирования полотнищ, а именно: нанесение жидких разделительных материалов (восковой эмульсии и раствора поливинилового спирта) на форму-пастель; заливка в ванны связующих и опорожнение ванн от остатков связующего; установка и снятие рулонов со стеклоармирующими материалами (стеклотканями); промывка пропиточных ванн с большим количеством отклоняющих, направляющих и др. роликов от остатков связующего; подъем и опускание формующих органов (эластичного шпателя) отрезка от рулонов стеклоармирующих материалов.
Предлагаемая установка отличается от известной тем, что передвижной мост и тележка имеет один общий привод, содержащий реверсивный электродвигатель и распределительную коробку с электромагнитными муфтами, связывающими в любой желаемой комбинации электродвигатель, ходовую часть моста и тросовой механизм перемещения тележки. Кроме того, для обеспечения возможности формирования криволинейных полотнищ двоякой кривизны предусмотрено автоматическое регулирование высоты укладочно-уплотняющего и поливочного устройств В зависимости от конфигурации формы. Это регулирование осуществляется с помощью механизма слежения, состоящего из передвижной в вертикальном направлении рамки, привод которой содержит реверсивный электродвигатель, управляемый микропереключателями, взаимодействующими с лрикаточным валиком.
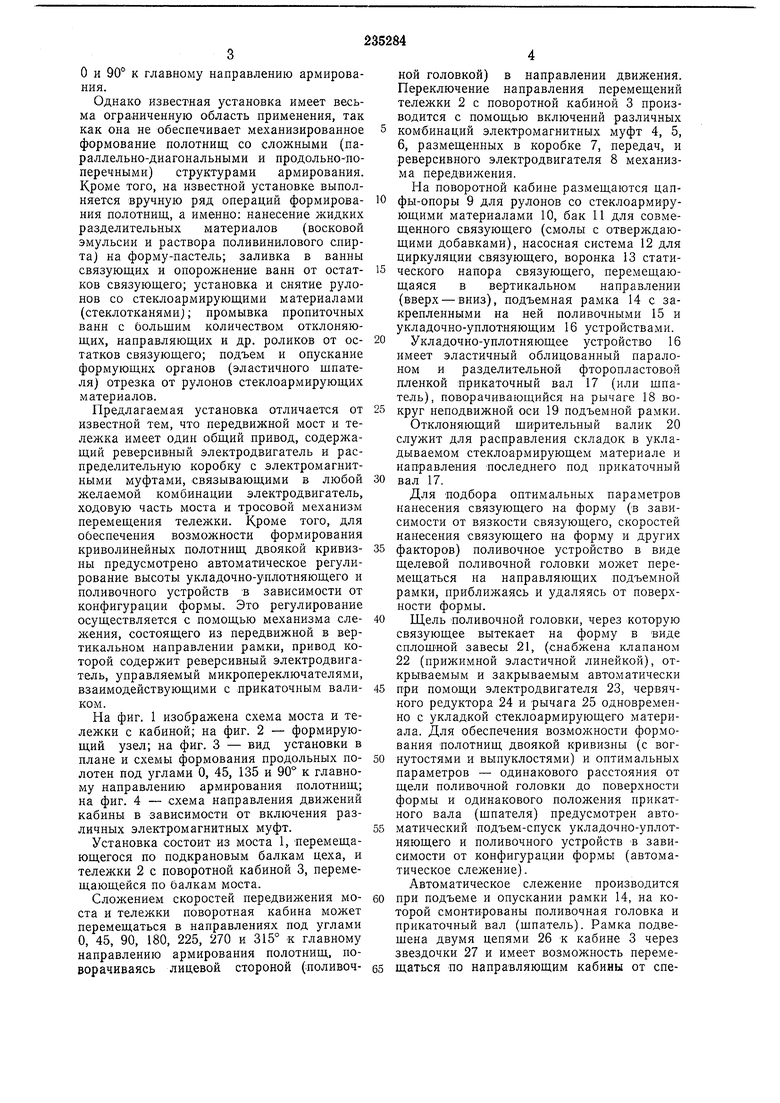
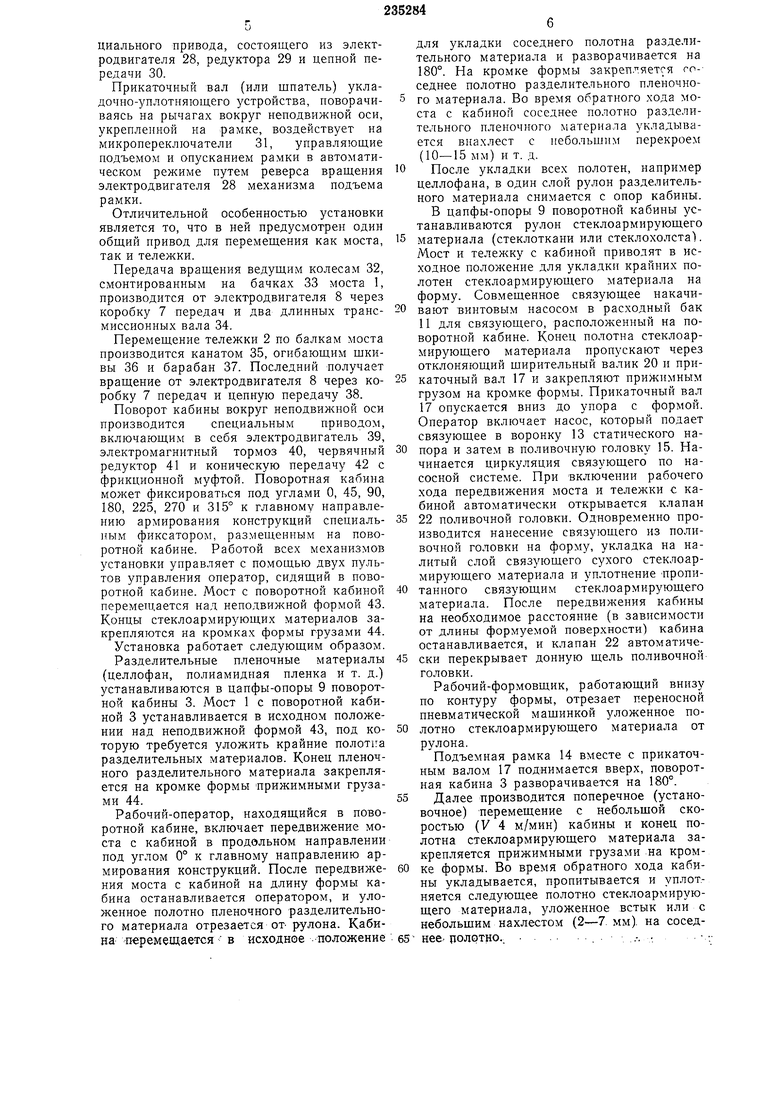
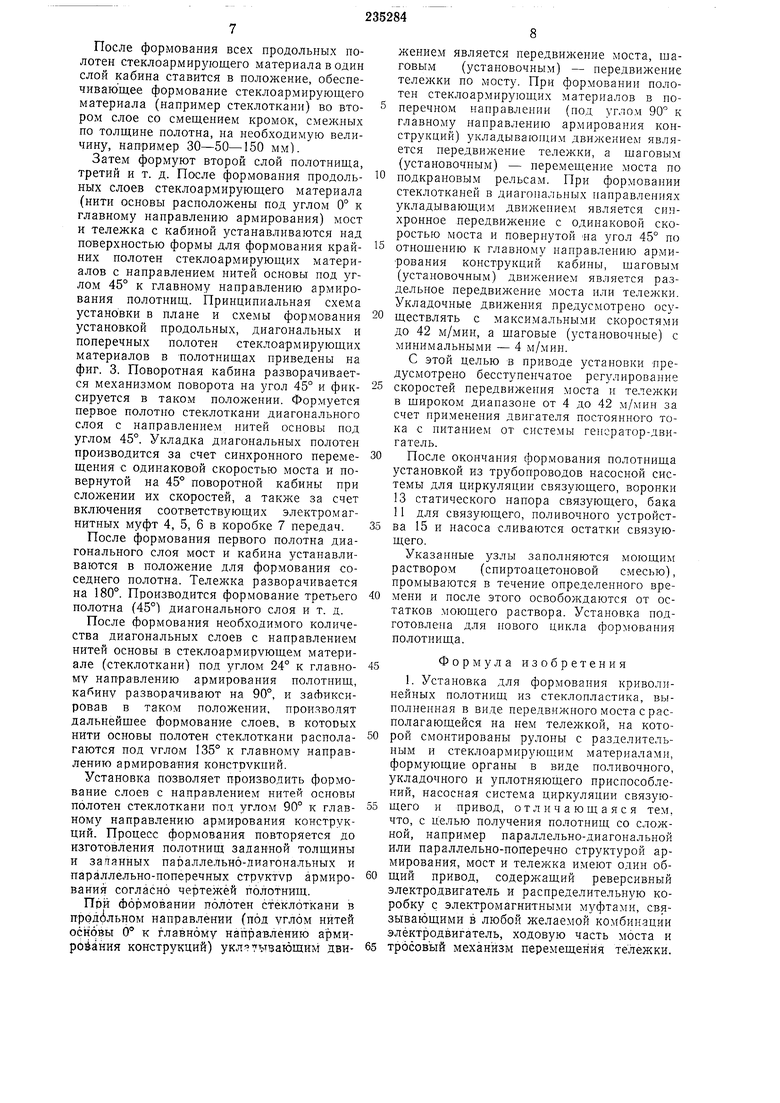
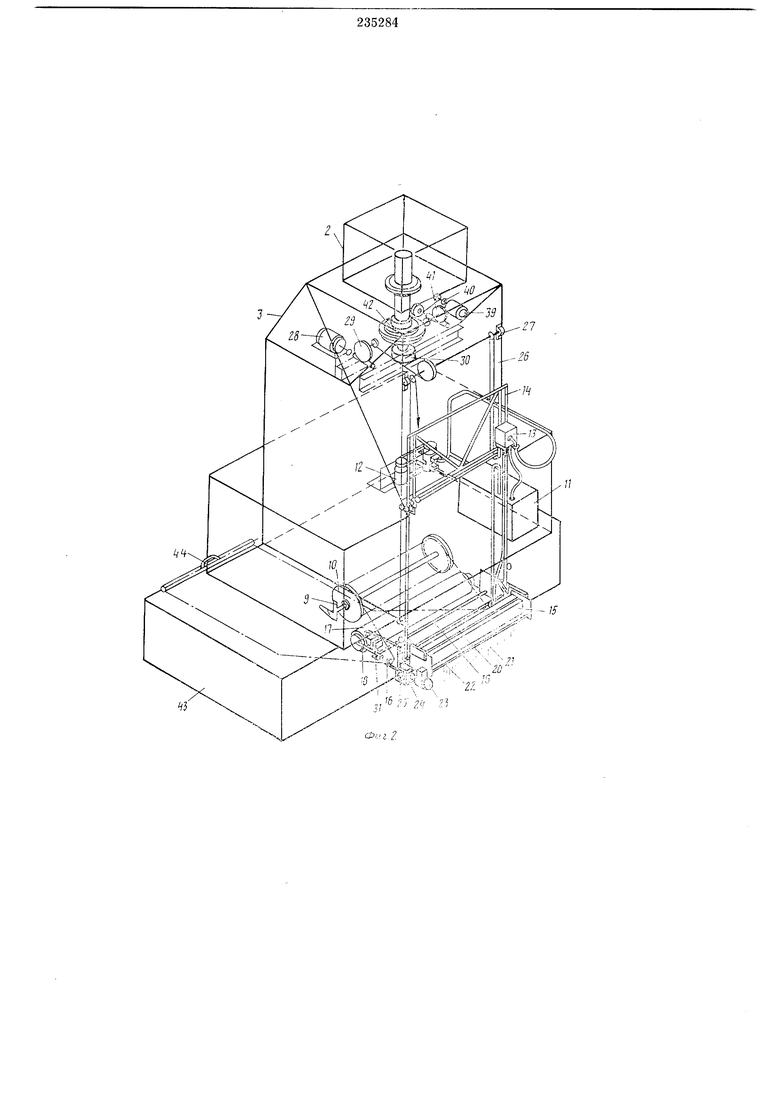
На фиг. 1 изображена схема моста и тележки с кабиной; на фиг. 2 - формирующий узел; на фиг. 3 - вид установки в плане и схемы формования продольных полотен под углами О, 45, 135 и 90° к главному направлению армирования полотнищ; на фиг. 4 - схема направления движений кабины в зависимости от включения различных электромагнитных муфт.
Установка состоит из моста 1, перемещающегося по подкрановым балкам цеха, и тележки 2 с поворотной кабиной 3, перемещающейся по балкам моста.
Сложением скоростей передвижения моста и тележки поворотная кабина может перемещаться в направлениях под углами О, 45, 90, 180, 225, 270 и 315° к главному направлению армирования полотнищ, поворачиваясь лицевой стороной (поливочной головкой) в направлении движения. Переключение направления перемещений тележки 2 с поворотной кабиной 3 производится с помощью включений различных комбинаций электромагнитных муфт 4, 5, 6, размещенных в коробке 7, передач, и реверсивного электродвигателя 8 механизма передвижения. На поворотной кабине размещаются цапфы-опоры 9 для рулонов со стеклоармирующими материалами 10, бак 11 для совмещенного связующего (смолы с отверждающими добавками), насосная система 12 для циркуляции связующего, воронка 13 статического напора связующего, перемещающаяся в вертикальном направлении (вверх - вниз), подъемная рамка 14 с закрепленными на ней поливочными 15 и укладочно-уплотняющим 16 устройствами.
Укладочио-уплотняющее устройство 16 имеет эластичный облицованный паралоном и разделительной фторопластовой пленкой прикаточный вал 17 (или шпатель), поворачивающийся на рычаге 18 вокруг неподвижной оси 19 подъемной рамки. Отклоняющий ширительный валик 20 служит для расправления складок в укладываемом стеклоармирующем материале и направления последнего под прикаточный
вал 17.
Для подбора оптимальных параметров нанесения связующего на форму (в зависимости от вязкости связующего, скоростей нанесения связующего на форму и других
факторов) поливочное устройство в виде щелевой поливочной головки может перемещаться на направляющих подъемной рамки, приближаясь и удаляясь от поверхности формы.
Щель поливочной головки, через которую связующее вытекает на форму в виде сплошной завесы 21, (снабжена клапаном 22 (прижимной эластичной линейкой), открываемым и закрываемым автоматически
при помощи электродвигателя 23, червячного редуктора 24 и рычага 25 одновременно с укладкой стеклоармирующего материала. Для обеспечения возможности формования полотнищ двоякой кривизны (с вогнутостями и выпуклостями) и оптимальных параметров - одинакового расстояния от щели поливочной головки до поверхности формы и одинакового положения прикатного вала (шпателя) предусмотрен автоматический подъем-спуск укладочно-уплотняющего и поливочного устройств В зависимости от конфигурации формы (автоматическое слежение). Автоматическое слежение производится
при подъеме и опускании рамки 14, на которой смонтированы поливочная головка и прикаточный вал (шпатель). Рамка подвешена двумя цепями 26 к кабине 3 через звездочки 27 и имеет возможность перемециального привода, состоящего из электродвигателя 28, редуктора 29 и цепной передачи 30.
Прикаточный вал (или шпатель) укладочно-уплотняющего устройства, поворачиваясь на рычагах вокруг неподвижной оси, укрепленной на рамке, воздействует на микропереключатели 31, управляющие подъемом и опусканием рамки в автоматическом режиме путем реверса вращения электродвигателя 28 механизма подъема рамки.
Отличительной особенностью установки является то, что в ней предусмотрен один общий привод для перемещения как моста, так и тележки.
Передача вращения ведущим колесам 32, смонтированным на бачках 33 моста 1, производится от электродвигателя 8 через коробку 7 передач и два длинных трансмиссионных вала 34.
Перемещение тележки 2 по балкам моста производится канатом 35, огибающим щкивы 36 и барабан 37. Последний получает вращение от электродвигателя 8 через коробку 7 передач и цепную передачу 38.
Поворот кабины вокруг неподвил пой оси производится специальным приводом, включающим в себя электродвигатель 39, электромагнитный тормоз 40, червячный редуктор 41 и коническую передачу 42 с фрикционной муфтой. Поворотная кабина может фиксироваться под углами О, 45, 90, 180, 225, 270 и 315° к главному направлению армирования конструкций спепиальиым фиксатором, размещенным на поворотной кабине. Работой всех механизмов установки управляет с помощью двух пультов управления оператор, сидящий в поворотной кабине. Мост с поворотной кабиной перемещается над неподвижной формой 43. Концы стеклоармирующих материалов закрепляются на кромках формы грузами 44.
Установка работает следующим образом.
Разделительные пленочные материалы (целлофан, полиамидная пленка и т. д.) устанавливаются в цапфы-опоры 9 поворотной кабины 3. Мост 1 с поворотной кабиной 3 устанавливается в исходном положении над неподвижной формой 43, под которую требуется уложить крайние полотна разделительных материалов. Конец пленочного разделительного материала закрепляется на кромке формы прижимными грузами 44.
Рабочий-оператор, находящийся в поворотной кабине, включает передвижение моста с кабиной в продольном направлении под углом 0° к главному направлению армирования конструкций. После передвижения моста с кабиной на длину формы кабина останавливается оператором, и уложенное полотно пленочного разделительного материала отрезается от- рулона. Кабина п€ремещается в исходное положение для укладки соседнего полотна разделительного материала и разворачивается на 180°. На кромке формы закрепляется госеднее полотно разделительного пленочного материала. Во время обратного хода моста с кабиной соседнее полотно разделительного пленочного материала укладывается внахлест с небольщим перекроем (10-15 мм) и т. д.
После укладки всех полотен, например целлофана, в один слой рулон разделительного материала снимается с опор кабины.
В цапфы-опоры 9 поворотной кабины устанавливаются стеклоармирующего материала (стеклоткани или стеклохолста). Мост и тележку с кабиной приводят в исходное положение для укладки крайних полотен стеклоармирующего материала на форму. Совмещенное связующее накачивают винтовым насосом в расходный бак 11 для связующего, расположенный на поворотной кабине. Конец полотна стеклоармирующего материала пропускают через отклоняющий щирительный валик 20 и прикаточный вал 17 и закрепляют прижимным грузом на кромке формы. Прикаточный вал 17 опускается вниз до упора с формой. Оператор включает насос, который подает связующее в воронку 13 статического напора и затем в поливочную головку 15. Начинается циркуляция связующего по насосной системе. При включении рабочего хода передвижения моста и тележки с кабиной автоматически открывается клапан 22 поливочной головки. Одновременно производится нанесение связующего из поливочной головки на форму, укладка на налитый слой связующего сухого стеклоармирующего материала и уплотнение Пропитанного связующим стеклоармирующего материала. После передвижения кабины на необходимое расстояние (в зависимости от длины формуемой поверхности) кабина останавливается, и клапан 22 автол1атически перекрывает донную щель поливочной головки.
Рабочий-формовщик, работающий внизу по контуру формы, отрезает переносной пневматической мащинкой уложенное полотно стеклоармирующего материала от рулона.
Подъемная рамка 14 вместе с прикаточным валом 17 поднимается вверх, поворотная кабина 3 разворачивается на 180°.
Далее производится поперечное (установочное) перемещение с небольшой скоростью (V 4 м/мин) кабины и конец полотна стеклоармирующего материала закрепляется прижимными грузами на кромке формы. Во время обратного хода кабины укладывается, пропитывается и уплотняется следующее полотно стеклоармирующего материала, уложенное встык или с небольщим нахлестом (2-7. мм), на соседнее- полотно....-.-. После формования всех продольных полотен стеклоармирующего материала в один слой кабина ставится в положение, обеспечивающее формование стеклоармирующего материала (например стеклоткани) во втором слое со смещением кромок, смежных по толщине полотна, на необходимую величину, например 30-50-150 мм). Затем формуют второй слой полотнища, третий и т. д. После формования продольных слоев стеклоармирующего материала (нити основы расположены под углом 0° к главному направлению армирования) мост и тележка с кабиной устанавливаются над поверхностью формы для формования крайних полотен стеклоармирующих материалов с направлением нитей основы под углом 45° к главному направлению армирования полотнищ. Принципиальная схема установки в плане и схемы формования установкой продольных, диагональных и поперечных полотен стеклоармирующих материалов в полотнищах приведены на фиг. 3. Поворотная кабина разворачивается механизмом поворота на угол 45° и фиксируется в таком положении. Формуется первое полотно стеклоткани диагонального слоя с направлеиием нитей основы иод углом 45°. Укладка диагональных полотен производится за счет синхронного перемещения с одинаковой скоростью моста и повернутой на 45° новоротной кабины при их скоростей, а также за счет включения соответствующих электромагнитных муфт 4, 5, 6 в коробке 7 передач. После формования первого полотна диагонального слоя мост и кабина устанавливаются в положение для формования соседнего нолотна. Тележка разворачивается на 180°. Производится формование третьего полотна (45°) диагонального слоя и т. д. После формования необходимого количества диагональных слоев с направлением нитей основы в стеклоармируюшем материале (стеклоткани) под углом 24° к главному направлению армирования полотнищ, разворачивают на 90°, и заАнксировав в таком положении, произволят дальнейшее формование с.лоев, в которых нити основы полотен стеклоткани располагаются под УГЛОМ 135° к главному направлению армирования конструкпий. Установка позволяет производить формование слоев с направлением нитей основы полотен стеклоткани поя углом 90° к главному направлению армирования конструкций. Процесс формования повторяется до изготовления полотнищ заданной толщины и заданных параллельно-диагональных и параллельно-поперечных структур армирования согласно чертежей полотнищ. При формовании полотен стеклоткани в прод()льном направлении (под углом нитей основы О к главному направлению арыц жением является передвижение моста, щаговым (установочным) - передвижение тележки по мосту. При формовании полотен стеклоармирующих материалов в поперечном направлении (под углом 90° к главному направлению армирования конструкций) укладывающим движением является передвижение тележки, а шаговым (установочным) - неремещение моста по подкрановым рельсам. При формовании стеклотканей в диагональных направлениях укладывающи.м движением является синхронное передвижение с одинаковой скоростью моста и повернутой «а угол 45° по отношению к главному направлению армирования конструкций кабины, шаговым (установочным) движением является раздельное передвижение моста или тележки. Укладочные движения предусмотрено осуществлять с максимальными скоростями до 42 м/мин, а шаговые (установочные) с минимальными - 4 м/мин. С этой целью в приводе установки предусмотрено бесступенчатое регулирование скоростей передвил еиия моста и тележки в широком диапазоне от 4 до 42 м/мин за счет применения двигателя постоянного тока с питанием от системы генератор-двигатель. После окончания формования полотнища установкой из трубопроводов насосной системы для циркуляции связующего, воронки 13 статического напора связующего, бака 11 для связующего, поливочного устройства 15 и насоса сливаются остатки связующего. Указанные узлы заполняются моющим раствором (спиртоацетоновой смесью), промываются в течение определенного времени и после этого освобождаются от остатков моющего раствора. Установка подготовлена для нового цикла формования полотнища. Формула изобретения 1. Установка для формования криволинейных полотнищ из стеклопластика, выполненная в виде передвижного моста с располагающейся на нем телел кой, на которой смонтированы рулоны с разделительным и стеклоармирующим материалами, формующие органы в виде поливочного, укладочного и уплотняющего приспособлений, насосная система циркуляции связующего и привод, отличающаяся тем, что, с целью получения полотнищ со сложной, например параллельно-диагональной или параллельно-поперечно структурой армирования, мост и тележка имеют один общий привод, содержащий реверсивный электродвигатель и распределительную коробку с электромагнитными муфтами, связывающими в любой желаемой комбинации электродвигатель, ходовую часть моста и
2. Установка по п. 1, о т л и ч а ю г::. я с я тем, что, с целью автоматического поддержания заданной высоты формующих органов над поверхностью криволинейной формы, формующие органы смонтированы на
подъемной рамке, привод которой содержит реверсивный электродвигатель, управляемый микропереключателями, взаимодействующими с поверхностью формы через прпкаточный валик.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ НЕСУЩИХ КОНСТРУКЦИЙ ИЗ СТЕКЛОАРМИРУЮЩЕГО МАТЕРИАЛА И ФОРМОВОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2405710C1 |
| МАШИНА ДЛЯ УКЛАДКИ СТЕКЛОТКАНИ В ПАКЕТЫ СУДОВЫХ ПОЛОТНИЩ ИЗ СТЕКЛОПЛАСТИКА | 1973 |
|
SU389982A1 |
| Устройство для формования полотнищ из стеклопластика | 1977 |
|
SU725893A1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНОГО КОМПОНЕНТА, ИМЕЮЩЕГО БОЛЬШУЮ ПЛОЩАДЬ ПОВЕРХНОСТИ, ИЗ АРМИРОВАННОГО ВОЛОКНАМИ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2438874C2 |
| УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА НЕТКАНОГО МАТЕРИАЛА | 2020 |
|
RU2810682C2 |
| СПОСОБ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ НЕСУЩИХ КОНСТРУКЦИЙ МАЛЫХ СУДОВ | 2013 |
|
RU2526399C1 |
| ЛЕНТА БАНДАЖНАЯ ДЛЯ АРМИРОВАНИЯ ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДА | 2001 |
|
RU2187743C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛОТНА НЕТКАНОГО МАТЕРИАЛА | 2005 |
|
RU2299936C2 |
| Установка для укладки ленточного материала на форму | 1982 |
|
SU1087355A1 |


i
+ Sx/iwvewo -выключено О Остановка
fчг.

