(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОЛОТНИЩ ИЗ СТЕКЛОПЛАСТИКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Прикаточная головка к устройствудля фОРМиРОВАНия ОбОлОчЕК изКОМпОзициОННыХ МАТЕРиАлОВ | 1979 |
|
SU846293A1 |
| Установка для формования криволинейных полотнищ из стеклопластика | 1966 |
|
SU235284A1 |
| Устройство для уплотнения армирую-щЕгО МАТЕРиАлА | 1978 |
|
SU802067A1 |
| СПОСОБ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ НЕСУЩИХ КОНСТРУКЦИЙ ИЗ СТЕКЛОАРМИРУЮЩЕГО МАТЕРИАЛА И ФОРМОВОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2405710C1 |
| Головка для выкладки изделий из композиционных материалов | 1981 |
|
SU1016193A1 |
| Установка для контактного формования композиционных материалов | 1980 |
|
SU912529A1 |
| Устройство для стыковки эластичных полотнищ | 1982 |
|
SU1063623A1 |
| НАМОТОЧНОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 1995 |
|
RU2095171C1 |
| Установка для уплотнения бетонных смесей в форме | 1981 |
|
SU1073105A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ГРУНТА | 1997 |
|
RU2135683C1 |
1
Изобретение относится к техноло.гии изготовления изделий из сткелопластика, а именно к устройствам для уплотнения стеклоармирующего материала в процессе его формования Оно может найти применение в авиастроительной, судостроительной и ряде других отраслей промышленности
Известна установка для формования полотнищ из стеклопластика, состоящая из передвижной платформы/ несущей подвижную тележку, на которой смонтировано устройство для пропитки связующим рулона стеклоармирующего материала, а также укладывающее устройство 1.
Устройство для укладки стеклоткани на копируемую поверхность выполнено в виде обрезиненного прикаточного вала, вращающегося на оси, шарнирно закрепленной между двумя, независимыми друг от друга, рычагами прикаточной рамки, или для формования криволинейных полотнищ С большими радиусами кривизны вместо прикаточного вала к рычагам крепится полый шпатель из эластичного материала (поролона или резины) , внутри которого на гибкой
стяжке установлены прижимные грузы.
В такой установке обрезиненный прйкаточный вал(или шпатель) не обеспечивает необходимого уплотнения стекломатерисша и удаления воздушных включений, что не позволйет получить изделия с высокими физико-механическими характе)исти0ками; кроме того, на установке можно формовать лишь плоские полотнища либо полотнища с большим радиусом кривизны. .
Известно также наиболее близкое
5 к изобретению устройство для изготовления стеклопластиков1ых полотнищ, содержащее направляющие рельсы, подвижную вдоль них траверсу, подвижный в .вертикальной плоскости
0 уплотняющий рабочий орган, шарнирно закрепленный на штоке качающегося силового цилиндра, который.шарнирно соединен с закрепленным на траверсе механизмом вертикального перемеще5ния уплотняющего рабочего органа.
Однако на этом устройстве допускается лишь однократное уплотнение стекломатериала (так как каждый ход тележки сопровождается
0 укладкой нового слоя пропитанной
стеклоткани) а из-за эластичности радиальной щетки не обеспечивается полное удаление излишков связующего и воздушных включений из межслоевото пространства,- что .не позволяет получить необходимое качество изделия. Кроме того, поскольку пневмоцилиндры, приводящие в движение ра-даальные уплотняющие щетки, жестко соединены с плунжерами укладывающе- . го устройства, перемещающимися по вертикали, направление усилия прижима радиальной щетки остается постоянным при перемещении устройства По копируемой поверхности, что при изменении угла наклона копируемой поверхности приводит к увеличению угла, между осью пневмоцилинДра и нормалью к формуемому йзйёлию. Когда этот угол превосходит угол трения слоев стеклоармирующего материала, происходит складкообразование или расслоение в зависимости от знака этого угла. Наличие в устройстве большого.количества элементов, соприкасающихся со связующим (ролики протяжного и направляющего устройств пропиточная ванна с отжим1 ыми роликами и радиальные щетки), требует тщательной промывки в содовых .расBopaxj а чаще в ортаническЙйрас- творителях,.оказывающих токсическое действие на организм работающего.
Цель изобретения - повышение
П В ШГ УпяотнёнРсГ етёклбма ёрйала и расШкрейие диапазона прймёнения.
Это дЬстйга;ется тем, чтb Уплi8tняющий рабочий орган выполнен в
айдё прикаточного ролика, с.остоящего из параллельно расположенных металлических колец, каждое из
которых закреплено tfociseiacTHObi спиральных пружин на ступице, зафиксированной с помощью шПонки на общей оси, а также тем что верхняя крышка ка.чающегося силового цилиндра вь1|1олнена в виде мембраны, над которой установлен истбчнйк электромагнитных колебаний промьшленной
ча;ст6ты, выполненный в виде йатуШки с сердечником.,С целью обеспечения формования оболочки на участках , требующих большого угла наклона оси вращения прикаточного ролика, Вё тикай зногй Пёрейёщёния уплотняющего рабочего органа шарнирно соединен с траверсой посредством цапф, ось которых пёрпендикул:чрна продольной оси прикаточного ролика. С целью расширения диапазона кривизны формуемых оболочек
Кольца прикаточиоть ролика установлены с зазором
S :.-: при положительной .кривизне копируемой
«---- ;-- гГ&МёрХНОСТИ ,
при отрицательной кривизне копируемой поверхности, где R - радиус кривизна
копируемой поверхности ; . г - радиус прикаточного
. ролика;
Ь - ширина кольца. С целью получения оптимальных зазоров между кольцами ролика при различных радиусах формуемых оболочек между ступицают йолец расположены тарельчатые пружины, а на одном конце оси ролика установлена гайка.
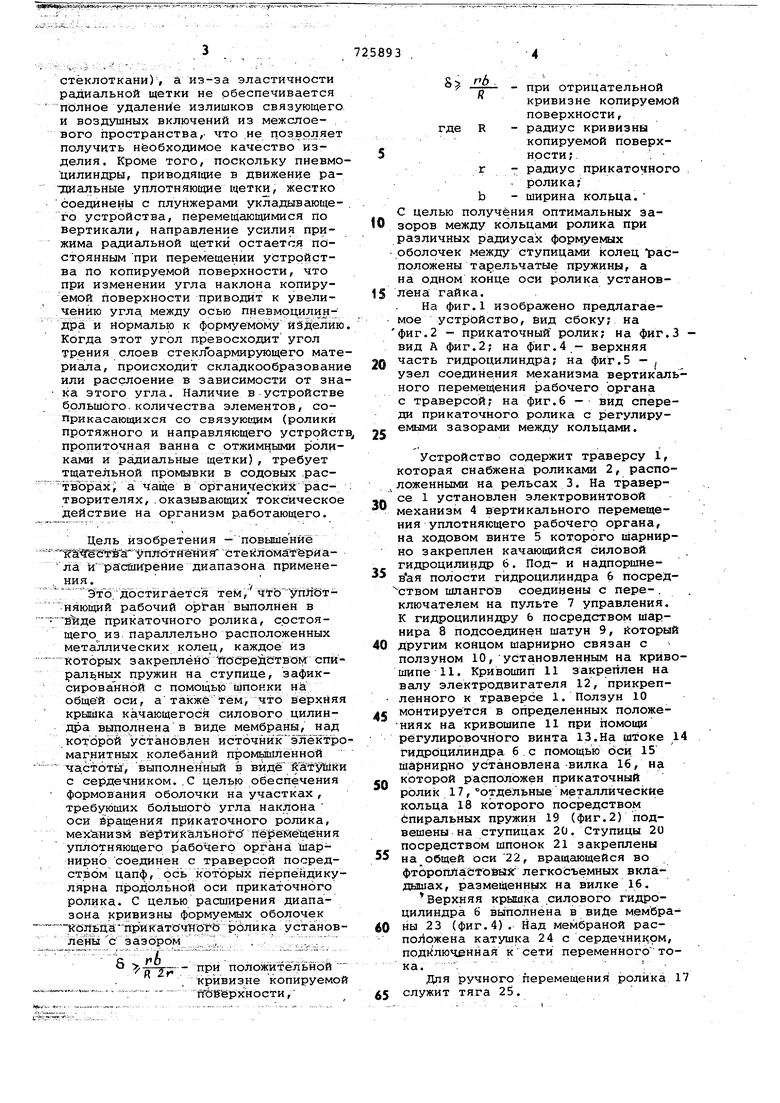
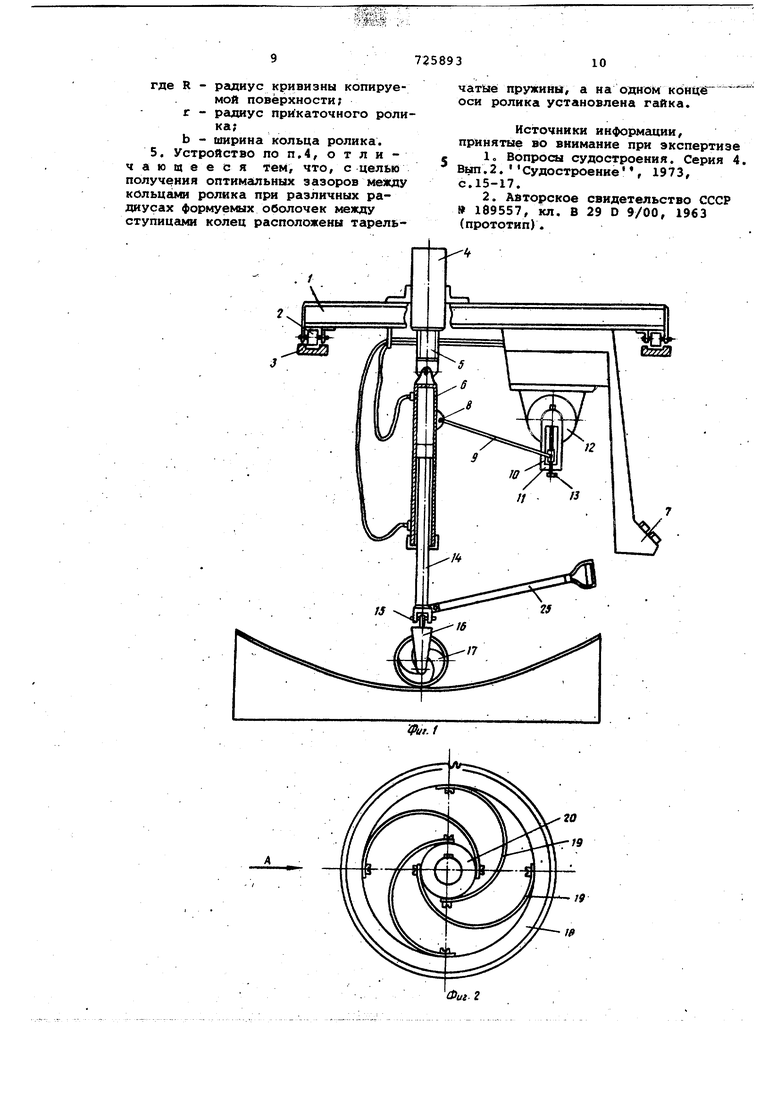
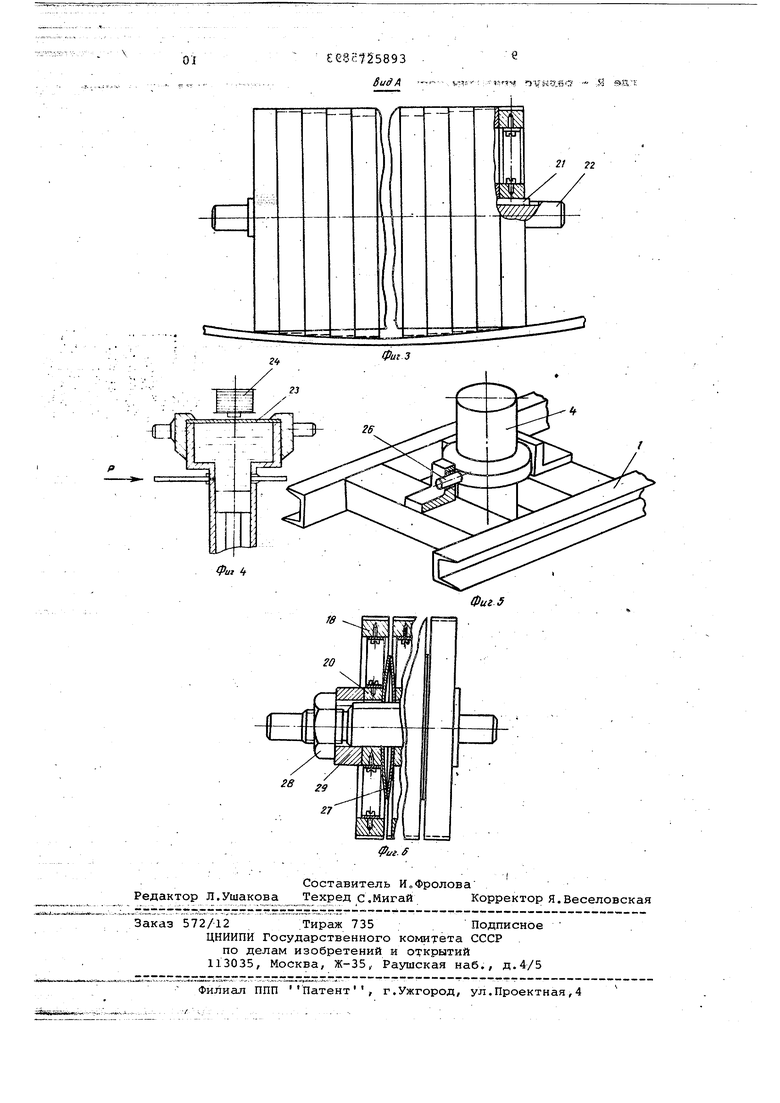
На фиг.1 изображено предлагаемое устройство, вид сбоку; на фиг.2 - прикаточный ролик; на фиг.З вид А фиг.2; на фиг.4 - верхняя
Q часть гидроцилиндра; на фиг.5 узел соединения механизма вертикального перемещения рабочего органа с траверсой; на фиг.6 - вид спереди прикаточного. ролика с регулируемыми зазорами между кольцами.
Устройство содержит траверсу 1, которая снабжена роликами 2, расположенными на рельсах 3. На траверсе 1 установлен электровинтовой механизм 4 вертикального перемещения уплотняющего рабочего органа, на ходовом винте 5 которого шарнирно закреплен качающийся силовой гидроцилиндр 6. Под- и надпоршневая полости гидроцилиндра 6 посред ством шлангов соединены с пере- . ключателем на пульте 7 управления. К гидроцилиндру 6 посредством шарнира 8 подсоединен шатун 9, Лоторый другим концом шарнирно связан с ползуном 10, установленным на кривошипе 11. Кривошип 11 закреплен на валу электродвигателя 12, прикрепленного к траверсе 1. Ползун 10 монтируется в определенных положениях на кривошипе II при Ьомощи регулировочного винта 13.На щтоке 14 гидроцилиндра б.с помощью оси 15 шарнирно установлена-вилка 16, на которой расположен прикаточный ролик 17,отдельные металлические кольца 18 которого посредством бпиральных пружин 19 (фиг.2) подвешены на ступицах 20. Ступицы 20 посредством шпонок 21 закреплены на общей оси 22, вращающейся во фтЬроплас1говаз1 легкосъемных вкладышах, размещенных на вилке 16.
Верхняя крышка силового гидроцилиндра 6 вь1полнёна в виДе мембраны 23 (фиг.4). Над мембраной распоАожека катушка 24 с сердечником, под1 люченная к сети переменного тока. -. - . .
Для ручного перемещения ролика 17 служит тяга 25.
Для расширения диапазона кривизны оболочек, формуемых на предлагаемом устройстве , электровинтовой еханизм 4 шарнирно соединен с траверсой 1 посредством цапф 26 (фиг.5), сь которыхперпендикулярна оси вра- 5 ения ролика 17.
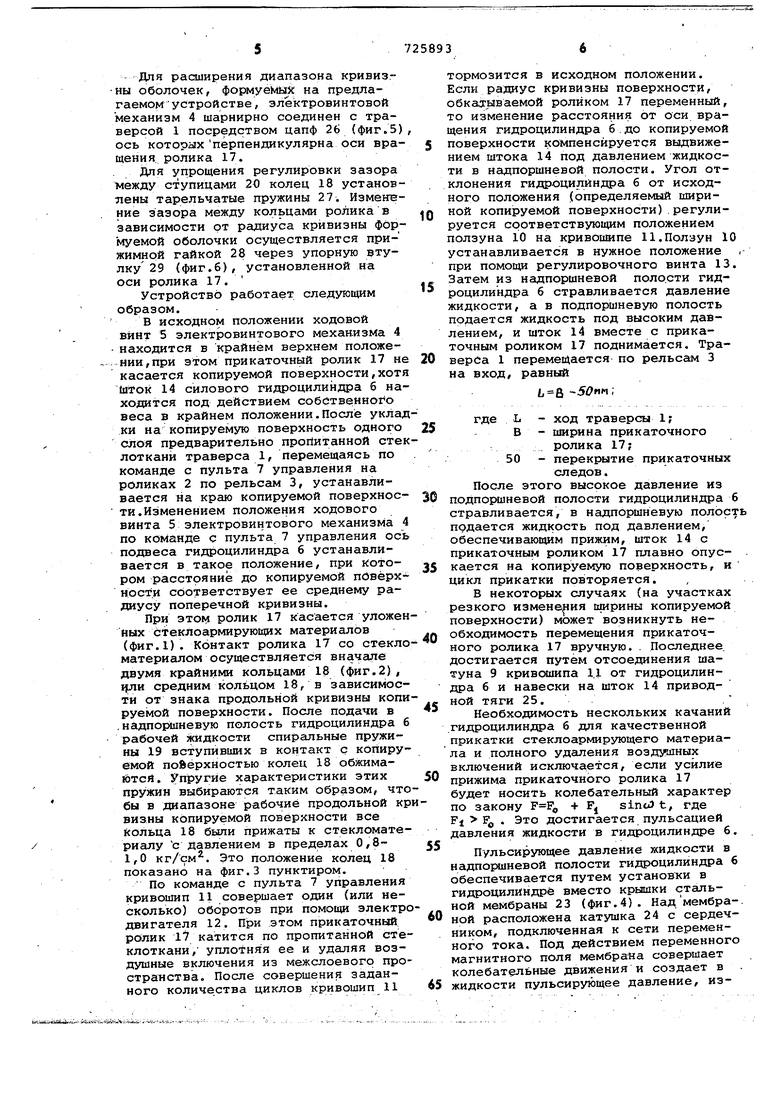
Для упрощения регулировки зазора ежду ступицами 20 колец 18 установены тарельчатые пружины 27. Изменнние зазора между кольцами ролика в п зависимости от радиуса кривизны формуемой оболочки осуществляется приимной гайкой 28 через упорную етуку 29 (фиг.б), установленной на си ролика 17.
Устройство работает следующим образом.
В исходном положении ходовой винт 5 электровинтового механизма 4 находится в крайнем верхнем положении, при этом прикаточный ролик 17 не 20 касается копируемой поверхности,хотя tsitoK 14 силового гидроцилиндра б находится под действием собственного веса в крайнем положении.После укладки на копируемую поверхность одного 25 слоя предварительно пропитанной стеклоткани траверса 1, перемещаясь по . команде с пульта 7 управления на роликах 2 по рельсам 3, устанавливается на краю копируемой поверхнос- ЗО ти.Изменением положения ходового винта 5 электровинтового механизма 4 по команде с пульта 7 управления ось подвеса гидроцилиндра 6 устанавливается в такое положение, при кото- je ром расстояние до копируемой поверхности соответствует ее среднему радиусу поперечной кривизны.
При этом ролик 17 касается уложенных стеклоармирующих материалов (фиг.1). Кс5нтакт ролика 17 со стекломатериалом осуществляется вначале вумя крайними кольцами 18 (фиг.2), цли средним кольцом 18, в зависимости от знака продольной кривизны копируемой поверхности. После подачи в 5 надпоряпневую полость гидроцилиндра 6 рабочей жидкости спиральные пружины 19 вступивших в контакт с копируемой пойерхностью колец 18 обжимайтсЯ. Упругие характеристики этих 50 пружин выбираются таким образом, чтобы в диапазоне рабочие продольной кривизны копируемой поверхности все кольца 18 были прижаты к стекломатериалу с давлением в пределах 0,8- 55 1,0 кг/см. Это положение колец 18 показано на фиг.З пунктиром.
По команде с пульта 7 управления кривошип 11 совершает один (или несколько) оборотов при помощи электродвигателя 12. При этом прикаточный ролик 17 катится по пропитанной стеклоткани, уплотняя ее и удаляя воздушные включения из межслоевогр пространства. После совершения заданного количества циклов кривошип 11 5
c iiitiiiaaaii.ij.V--- ii.i.-iiri--.rt
тормозится в исходном положении. Если радиус кривизны поверхности, обкатываемой роликом 17 переменный, то изменение расстояния от оси вращения гидроцилиндра б.до копируемой поверхности компенсируется вьидвижением штока 14 под давлением жидкости в надпоршневой полости. Угол отклонения гидроцилйндра б от исходного положения (определяемый шириной копируемой поверхности).регулируется соответствующим положением ползуна 10 на кривошипе 11.Ползун 1 устанавливается в нужное положение при помощи регулировочного винта 13 Затем из надпоршневой полости гидроцилиндра 6 стравливается давление жидкости, а в подпоршневую полость подается жидкость под высоким давлением, и шток 14 вместе с прикаточным роликом 17 поднимается. Траверса 1 перемещается по рельсам 3 на вход, равный
-SOnn;
где L - ход траверсы 1;
В - ширина прикаточного
ролика 17;
50 - перекрытие прикаточных следов.
После этого высокое давление из подпоршневой полости гидроцилиндра стравливается, в надпоршневую полос прдается жидкость под давлением, обеспечивающим прижим, шток 14 с прикаточным роликом 17 плавно опускается на кoпиpyeмsю поверхность, и цикл прикатки повторяется. ,
В некоторых случаях (на участках резкого изменения ширины копируемой поверхности) может возникнуть необходимость перемещения прикаточного ролика 17 вручную. . Последнее, достигается путем отсоединения шатуна 9 кривсяиипа 1.1 от гидроцилиндра б и навески на шток 14 приводной тяги 25.
Необходимость нескольких качаний гидроцилиндра 6 для качественной прикатки стеклоармирующего материала и полного удаления возд чпных включений исключается, если усилие прижима прикаточного ролика 17 будет носить колебательный характер по закону + FJ sinoJ t, где FI Рд . Это достигается пульсацией давления жидкости в гидроцилиндре б
Пульсирующее давление жидкости в надпоЕ«11невой полости гидроцилиндра б обеспечивается путем установки в гидроцилйндре вместо крышки стальной мембраны 23 (фиг.4). Над.мембраной расположена катушка 24 с сердечником, подключенная к сети переменного тока. Под действием переменного магнитного поля мембрана совершает колебательные движения и создает в жидкости пульсирующее давление, изменяющееся по закону Р , где Р - экстремальное значение пульсирующей составляющей давления.
Шток 14 гйдроцилиндра б п8ддействием пульсирующего давления в надпоршневой полости передается на прикаточный ролик 17, совместно-с йостоянным давлением прижима пульсирующее давление промышленной , что и способствует более качественной и,.производительной прикатке стеклоарми ующего материала.
При формовании изделия на различных участках по длине к6пи руемой поверхности вилка 16 самоустанавливается, вращаясь относительно оси 1 .таким образом, что ось вращения ролика 17 оказывается параллельной и касательной плоскости в данной точке копируемой поверхности. При этом угол поворота вилки 16 относительно оси 15 не может превосходить угла трени.я слоев, предварительно пропитанного стекломатериала один относительно другого. .
Возможность установки электровинтового механизма 4, а следовательно, и гидроцилиндра б по норМали к копируемой поверхности обеспечивает на каждом из уплотняемых, участков по длине издел 1Я такие углы отклонения вилки 16, при которых угол наклона оси ролика 17 всегда меньше угла трения.
Для расширения диапазона кривизн изготавливаемых оболочек подбираютс такие зазоры между кольцами 18 прикаточного ребристого ролика 17, которые позволяют каждому кольцу 1 самоустанавливаться по нормали к копируемой поверхности за.счет деформации пружин 19. Необходимая величина зазора, определяемая из условия касания колец 18 в верхней части ролика 17 .(при формовании изделия с положительной кривизной в продольном направлении - ) или в нижней его части (при формовании изделия с отрицательной кривизной в продольном направлении - ), может быть получена по формуле
, при , при
где fi - зазор между кольцами;
R - радиускриви зйыкопйруемой повёрхности; г - радиус кольца прикаточного ролика,b - ширййа кол Ella ролика.
Использование предлагаемого устройства позволяет повысить механические характеристики формуемого стеклопластика. Так, модуль упругости материала, полученного с его помощью, на 15% выше, этого же пока. з.ателя материала, полученного при
уплотнении слоев с помощью цилиндрических щеток.
Уменьшение количества узлов устройства, непосредственно соприкасающихся со связующим, и отсутствие неметаллических материалов в констркции уплотняющего элемента дает возможность использовать вместо трудоемкой операции промывки операцию выжигания металлического ролика и позволяет снизить- трудоемкость работ по обслуживанию установки. Следует отметить также, что устройство позволяет существенно расширить диапазон кривизны формуемых оболочек.
Формула изобретения
2,Устройство ПОП.1, о т л и ч ающе е с я тем, что, верхняя крышка качающегося силового цилиндра выполнена в виде мембрайы, над которой установлен источник электромагнитных колебаний пррмьишенной частоты, выполненный в виде катушки с сердечником.
4,Устройство по П.1, о т л и .чаю щёеся тем, что. с целью
расширения диапазона кривизны формуемых оболочек, кольца прикат чного ролика установлены с зазором б -
-при положительной
9-2Г кривизне копируемой поверхности,
-при отрицательной кривизне копируемой поверхности,
где R - радиус кривизны копируемой поверхности; г - радиус прикаточного ролика;
b - ширина кольца ролика. 5. Устройство по п,4, отличающееся тем, что, с целью получения оптимальных зазоров между кольцами ролика при различных радиусах формуемых оболочек между ступицами колец расположены тарельЛ
чатые пружины, а на одном кьнц(ё оси ролика установлена гайка.
Источники информации, принятые во внимание при экспертизе
1о Вопросы судостроения. Серия 4, Вып.2. Судостроение , 1973, с.15-17.
fpui.l
1
Фиг 2
