Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству и способу изготовления конструктивного компонента, имеющего большую площадь поверхности, из армированного волокнами композиционного материала, для использования, в частности, в авиационной промышленности.
Несмотря на то что данное изобретение может применяться для изготовления любых конструктивных элементов, имеющих большую площадь поверхности, из армированного волокнами композиционного материала, для лучшего понимания сути настоящего изобретения и лежащей в его основе проблемы более подробное объяснение сделано по отношению к заднему гермоднищу, то есть куполообразной стенке заднего гермошпангоута воздушного судна.
Уровень техники
При производстве конструктивных компонентов в авиационной промышленности, с одной стороны, необходимо соблюдать определенные весовые спецификации, но с другой стороны, производство таких конструктивных компонентов должно быть экономически целесообразным. В аэрокосмической промышленности композиционные материалы во все большей степени замещают металлические материалы, так как они гораздо легче последних. Каждый сэкономленный килограмм веса оборачивается существенным уменьшением затрат на топливо или увеличением полезной нагрузки.
Легкие пластики, армированные углеродными волокнами, используются, например, для изготовления элементов набора крыла, посадочных закрылков, хвостовых секций фюзеляжа с горизонтальным и вертикальным хвостовым оперением, а также вышеупомянутого гермоднища. Из экономических соображений полеты авиалайнеров происходят на высоте от 10 до 15 км. Для того чтобы выдержать условия, существующие на таких высотах, нужна герметичная кабина. В такой кабине поддерживается давление, соответствующее высоте полета примерно 3 км. Гермоднище образует заднюю часть этой герметичной кабины. Во время полета оно принимает на себя нагрузку, создаваемую давлением внутри кабины.
Вместе с титановым кольцом, к примеру, и многочисленными уголковыми элементами, передающими усилие на элементы конструкции фюзеляжа, обтекатель с помощью зажимов крепится на определенном кольцевом шпангоуте перед вертикальным хвостовым оперением.
Для изготовления компонентов, поверхность которых имеет большую площадь и малую кривизну, таких, например, как панели хвостового оперения, в настоящее время используются листы из пропитанных эпоксидной смолой углеродных волокон (известные как препреги). Этим листам придается нужная форма, после чего происходит их отверждение под действием давления и тепла в устройстве, известном как автоклав.
Однако известные заявителю методы, существующие на данный момент, заключающиеся в ручной укладке листов препрегов, больше всего подходят для компонентов простой геометрической формы, с малой кривизной поверхности. В случае более сложной геометрической формы компонента скорость укладки снижается до такой степени, что такой метод перестает быть экономически целесообразным. Более того, листы предварительно пропитанных препрегов относительно дороги, и могут храниться только при соблюдении определенных условий.
Для таких конструкций, которые имеют большую кривизну поверхности, или более сложную геометрическую форму, заявитель разработал новую концепцию изготовления, которая упоминается в отраслевом журнале «HIGH PERFORMANCE, Composites» (Высокая эффективность - композиционные материалы), май 2003, страница 45, и далее; в отраслевом журнале «Forum» (Форум), июль 2004, страница 8, и далее; а также в отраслевом журнале «Innovate!» (Нововведения), в статье «Flugzeugbau mit Nadel und Faden und neuen Werkstoffen» (Изготовление самолета с помощью иголки с ниткой и новых материалов), страница 24, и далее. Материалу из углеродных волокон, не содержащему смолу, то есть находящемуся в сухом состоянии, придается нужная форма, и лишь после этого материал пропитывается эпоксидной смолой. С тканью из углеродных волокон, не содержащей смолу, гораздо легче работать, по сравнению с липкими листами препрегов. Отдельные куски нетканого материала из разнонаправленных углеродных волокон соединяются вместе с применением технологии автоматического сшивания, в результате чего образуется так называемое нетканое полотно. В этом нетканом полотне углеродные волокна располагаются в продольном и поперечном направлениях. Поэтому отдельные куски нетканого материала из разнонаправленных углеродных волокон или куски полуобработанного волокнистого материала соединяются вместе, например сшиваются, для образования плоского нетканого полотна большой площади, которое наматывают на барабаны и разматывают поверх формообразующего элемента.
При использовании прежних установок и технологий укладки сшитого полотна, изготовленного путем сшивания отдельных кусков нетканого материала с разнонаправленными волокнами, возникает проблема, заключающаяся в образовании нежелательных складок или волнообразных неровностей, особенно на кромках, при укладке нетканого полотна на формообразующие элементы с высокой кривизной поверхности. Наличие таких складок значительно затрудняет стыковку законченных конструктивных компонентов с элементами крепления во время окончательной сборки.
Раскрытие изобретения
По этой причине задачей настоящего изобретения является создание упоминаемого в начале устройства и способа, которые позволяют избежать коробления во время укладки нетканого полотна и обеспечивают производство конструктивных компонентов без волнообразных складок.
Согласно изобретению этот результат достигается при помощи устройства с признаками пункта 1 формулы изобретения и при использовании способа с признаками пункта 14 формулы изобретения.
Идея, лежащая в основе настоящего изобретения, заключается в том, что ручная укладка листов волокнистого материала или нетканых полотен заменяется автоматическим разматыванием рулонов при помощи соответствующего устройства, управление которым осуществляется посредством центрального управляющего устройства. В этом случае предусматривается наличие предопределенного формообразующего элемента, поверх которого или внутри которого при помощи управляемого укладочного механизма определенным образом укладывают лист волокнистого материала; формообразующий элемент и укладочный механизм поворачивают относительно друг друга на заданный угол с помощью управляемого поворотного устройства; и укладывают определенным образом последующий лист волокнистого материала при помощи управляемого укладочного механизма поверх уже уложенного листа волокнистого материала.
В результате в автоматическом режиме может быть определенным образом уложено требуемое количество листов волокнистого материала или нетканых полотен, накладываемых последовательно друг на друга с соблюдением заданной ориентации, таким образом, что, благодаря точному контролю за операцией укладки, эффективно предотвращается образование складок или волнообразных неровностей, особенно в районе кромок. При помощи нового способа укладки и нового устройства могут быть изготовлены конструктивные компоненты любой геометрической формы, в частности с сильной кривизной поверхности. Более того, благодаря автоматизации укладки, значительно возрастает скорость процесса и уменьшается количество рабочего времени устройства.
Зависимые пункты формулы изобретения характеризуют варианты усовершенствования и модернизации устройства по пункту 1 и способа по пункту 14.
В соответствии с предпочтительным вариантом формообразующий элемент имеет форму изготавливаемого конструктивного компонента, например, при изготовлении гермоднища, форму перевернутой неглубокой тарелки овального или круглого сечения. Формообразующий элемент служит для укладки слоя смолы и отдельных листов волокнистого материала, и задает форму изготавливаемого конструктивного компонента. Метод автоматической укладки и управляемый укладочный механизм обеспечивают также экономичность при укладке листов соответствующего волокнистого материала на формообразующий элемент с достаточно высокой кривизной поверхности, и позволяют избавиться от складок.
Согласно дальнейшему варианту укладочный механизм снабжен четырьмя подъемными колоннами, которые попарно расположены вокруг формообразующего элемента, и которыми можно синхронно управлять с помощью центрального управляющего устройства.
Каждая пара подъемных колонн снабжена поперечным элементом, положение которого регулируется по высоте. В состав каждого поперечного элемента входят две приемные каретки, которые могут синхронно перемещаться вдоль этого элемента и предназначены для размещения подготовленных рулонов волокнистого материала. При помощи центрального управляющего устройства положение приемных кареток и поперечных элементов регулируется, соответственно, по горизонтали и по вертикали таким образом, что рулоны волокнистого материала автоматически перемещаются над поверхностью формообразующего элемента по заданной траектории, вследствие чего волокнистый материал определенным образом укладывается на формообразующий элемент. С помощью центрального управляющего устройства приводятся в действие подъемные колонны, что позволяет определенным образом изменять положение соответствующего поперечного элемента по высоте; кроме того, приводятся в действие приемные каретки с рулонами волокнистого материала, что позволяет определенным образом синхронно перемещать их вдоль поперечного элемента.
В результате два рулона волокнистого материала равномерно и синхронно направляются от центра формообразующего элемента к его краю. Этот процесс осуществляется с помощью укладочного механизма, работа которого контролируется центральным управляющим устройством, вследствие чего обеспечивается равномерная укладка волокнистого листа поверх или внутри формообразующего элемента. Для этой цели предусмотрено синхронное управление приемными каретками и подъемными колоннами с центрального управляющего устройства.
Нужное число листов волокнистого материала, например шесть, укладывают друг на друга поверх формообразующего элемента или внутри него. После укладки каждого листа центральное управляющее устройство включает поворотное устройство, которое поворачивает формообразующий элемент на определенный угол, например на 30°, относительно укладочного механизма. Затем формообразующий элемент фиксируют в этом положении. Кроме того, в процессе укладки листа волокнистого материала поверх формообразующего элемента или внутри него, центральное управляющее устройство обеспечивает эффективное регулирование заданной скорости разматывания, заданной скорости продвижения, и/или заданной величины продвижения укладываемого листа волокнистого материала.
Согласно предпочтительному варианту осуществления изобретения, в случае нарушения функции автоматического управления центрального управляющего устройства, укладочный механизм работает в аварийном режиме, который позволяет производить укладку листа волокнистого материала вручную. Следовательно, начатый процесс укладки может быть завершен вручную, что позволит предотвратить потерю компонента.
Краткое описание чертежей
Суть изобретения более подробно объясняется ниже, посредством варианта осуществления со ссылкой на сопроводительные чертежи:
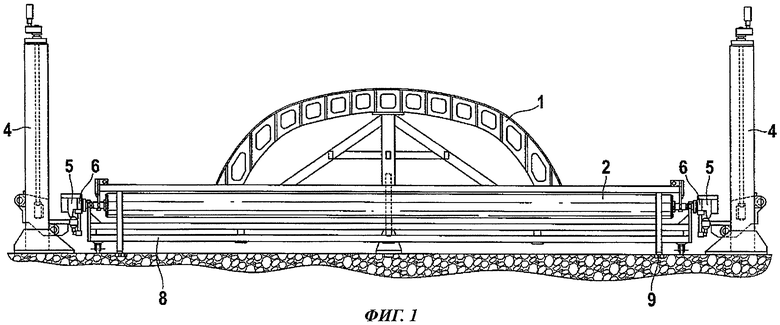
Фиг.1 показывает главный вид устройства согласно предпочтительному варианту осуществления настоящего изобретения, в состоянии приемки рулонов;
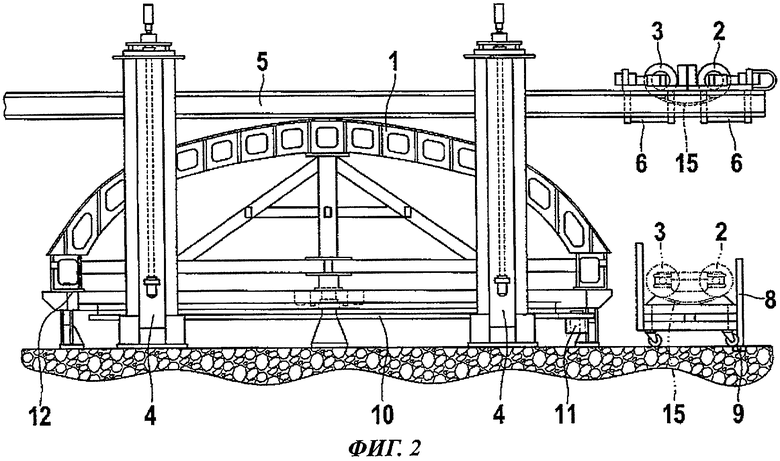
Фиг.2 показывает вид слева устройства по Фиг.1, данного в качестве 35 примера, в состоянии перемещения первого рулона;
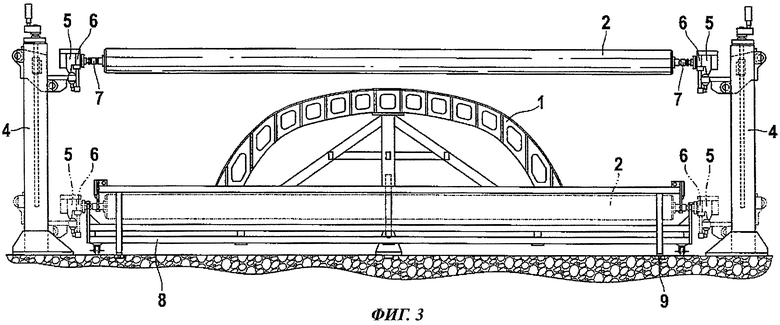
Фиг.3 показывает главный вид устройства по Фиг.1 и 2, данного в качестве примера, в состоянии приемки рулонов, и в состоянии перемещения первого рулона;
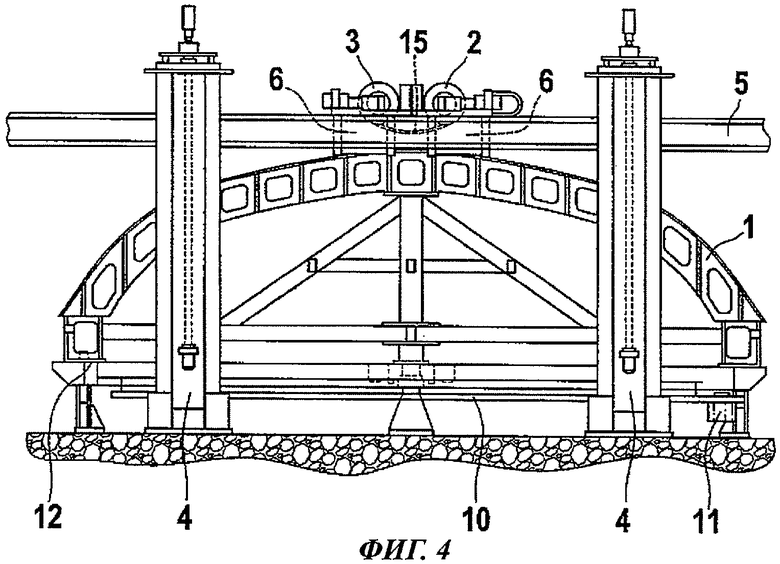
Фиг.4 показывает вид слева устройства по Фиг.1-3, данного в качестве примера, в состоянии перемещения второго рулона;
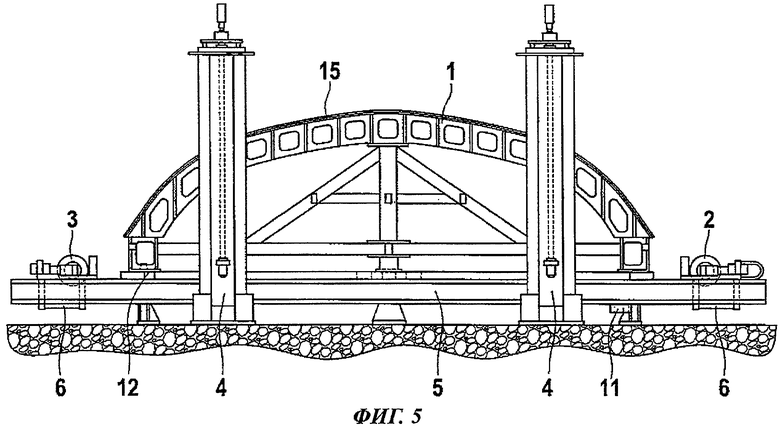
Фиг.5 показывает вид слева устройства по Фиг.1-4, данного в качестве примера, в состоянии перемещения третьего рулона;
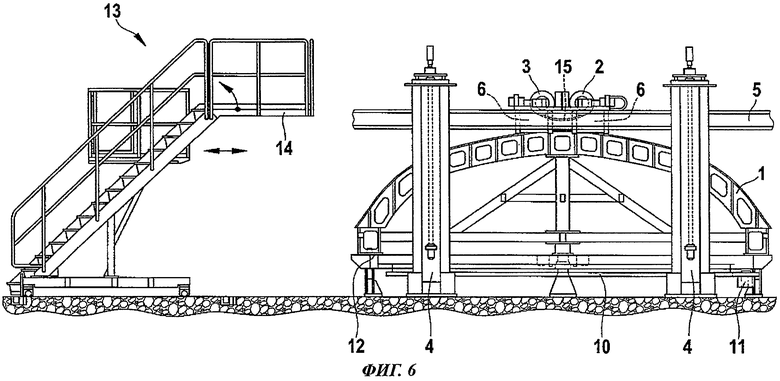
Фиг.6 показывает вид слева устройства согласно дополнительному предпочтительному варианту осуществления настоящего изобретения.
Если не указано иначе, одинаковые номера позиций на чертежах обозначают одинаковые или функционально одинаковые компоненты.
Осуществление изобретения
На Фиг.1-5 представлено устройство для изготовления конструктивного компонента из армированного волокнами композиционного материала, например армированного углеродными волокнами пластика (CRP), в соответствии с предпочтительным вариантом осуществления настоящего изобретения. В данном случае на Фиг.1 и 3 изображен главный вид устройства, а на Фиг.2, 4 и 5 изображен вид устройства слева, в различных состояниях перемещения.
Устройство, представленное в качестве примера, снабжено формообразующим элементом 1, выполненным, например, в виде устройства для принудительного склеивания, и изготовленным из конструкционной стали или подобного материала. Размеры формообразующего элемента 1 соответствуют заданным размерам изготавливаемого конструктивного компонента, например гермоднища. Желательно, чтобы при расчете прочности формообразующего элемента 1 было соответствующим образом скомпенсировано любое отличие коэффициентов теплового расширения формовочного материала в сравнении с материалом компонента.
Для изготовления гермоднища воздушного судна формообразующему элементу 1 придается форма перевернутой неглубокой тарелки. В зависимости от типа воздушного судна поперечное сечение формообразующего элемента может быть овальным или круглым.
Предпочтительно, чтобы сначала в определенных местах на поверхности формообразующего элемента 1 укладывались дублеры препрегов, и/или усиливающие кромку слои, например, для усиления вырезов или аналогичных конструктивных элементов, которые позже будут сделаны в гермоднище. Сегментные дублеры и усиливающие кромку слои входят в состав листовых заготовок препрегов и выполняются, например, при помощи ультразвукового режущего инструмента, после чего располагаются в соответствующих местах формообразующего элемента. Затем соответствующим образом, по шаблонам, раскраивается пленка на основе смолы и укладывается поверх всего формообразующего элемента 1.
Отдельные куски нетканого материала, предпочтительно из пластика, армированного углеродными волокнами, соединяются вместе подходящим способом, например путем сшивания, сметывания, связывания, склеивания или аналогичными способами, для того, чтобы сформировать нетканое полотно 15 большой площади. Выбирая направление нити, можно, например, в процессе сшивания в максимальной степени адаптировать каждый участок конструктивного компонента к тем нагрузкам, которые впоследствии будут действовать в этом месте. Предпочтительно, чтобы куски нетканого материала соединялись вместе без предварительного обволакивания синтетической смолой. С тканью из углеродных волокон, не содержащей смолу, гораздо легче работать, по сравнению с липкими листами препрегов.
Используя такой способ соединения, заранее изготавливается нетканое полотно 15 большой площади, например, из материала, содержащего углеродные волокна, которые предпочтительно располагаются в продольном и поперечном направлениях. Для того чтобы добиться расчетной конструктивной прочности углеродного материала, определенное число нетканых полотен 15, предпочтительно шесть, накладываются друг на друга в различных направлениях. Этот процесс более подробно рассмотрен ниже.
Целесообразно, чтобы в каждом конкретном случае нетканые полотна 15 заранее изготавливались в соответствии с формой изготавливаемого конструктивного компонента, с тем, чтобы свести к минимуму количество образующихся отходов. Предназначенные для укладки, сшитые вместе нетканые полотна 15 равномерно и симметрично наматываются на систему рулонов, состоящую, предпочтительно, из двух рулонов нетканого материала, так, чтобы в намотанном состоянии ось симметрии нетканого полотна 15 проходила между двумя рулонами нетканого материала. Рулоны нетканого материала показаны на чертежах номерами позиций 2 и 3.
После этого нетканые полотна 15, намотанные на рулоны нетканого материала, укладываются на выбранный формообразующий элемент 1, что более подробно объясняется ниже, со ссылкой на соответствующие чертежи.
Как видно на Фиг.1-5, помимо формообразующего элемента 1, устройство снабжено также укладочным механизмом, включающим в себя систему подъемных колонн, окружающих формообразующий элемент 1, и предпочтительно состоящую из четырех подъемных колонн 4. По обе стороны формообразующего элемента 1 предусмотрено, например, по две подъемных колонны 4 соответственно, образующих пару подъемных колонн, как изображено на Фиг.2. Предпочтительно, чтобы две пары подъемных колонн были установлены симметрично относительно друг друга, и в каждом случае были снабжены отдельным поперечным элементом 5.
Каждый поперечный элемент 5 имеет в своем составе, например, две приемные каретки 6, синхронно приводимые в действие с помощью электропривода, которые установлены так, что могут перемещаться в поперечном направлении вдоль поперечного элемента 5. Управление этим перемещением осуществляется с центрального управляющего устройства. Предпочтительно, чтобы поперечные элементы 5, в свою очередь, регулировались по высоте при помощи подъемных колонн 4, синхронно управляемых при помощи центрального управляющего устройства так, чтобы обеспечить синхронную регулировку приемных кареток 6 как в поперечном, так и в вертикальном направлении при помощи соответствующих средств управления.
Предпочтительно, чтобы рулоны 2, 3 нетканого материала были подготовлены в намотанном состоянии на подходящей транспортировочной тележке 8, которая, при помощи соответствующих средств позиционирования 9, устанавливается определенным образом по отношению к приемным кареткам 6, как видно на Фиг.1-3.
Согласно настоящему варианту осуществления изобретения, как видно на Фиг.1, рулоны 2, 3 нетканого материала принимаются непосредственно с транспортировочной тележки 8 в определенном положении и перемещаются из положения приемки, изображенного на Фиг.1, в положение, изображенное на Фиг.2. Для этой цели подъемные колонны 4 управляются с помощью центрального управляющего устройства таким образом, чтобы после приемки рулонов поперечные элементы устанавливались на заданной высоте.
Затем приемные каретки 6, снабженные, например, электрическими приводами, подключенными к центральному управляющему устройству, с помощью соответствующих команд перемещаются по поперечным элементам 5 из положения, изображенного на Фиг.2, в положение укладки первого слоя, согласно Фиг.4. В этом положении укладки первого слоя предпочтительно, чтобы укладочные рулоны 2, 3 располагались над центром формообразующего элемента 1. Точное позиционирование рулонов 2, 3 нетканого материала или нетканого полотна 15, предназначенного для укладки, по отношению к формообразующему элементу осуществляется, например, с помощью соответствующей маркировки, и/или дополнительного устройства позиционирования, например оптического устройства позиционирования.
Полная последовательность движений рулонов 2, 3 нетканого материала состоит из регулировки вертикального положения поперечных элементов 5 и регулировки поперечного положения приемных кареток 6, операции укладки слоев и операции ориентирования рулонов нетканого материала, которые осуществляются под управлением программы с помощью центрального управляющего устройства. Предпочтительно, чтобы управление подъемными колоннами 4 и приемными каретками 6 осуществлялось с помощью центрального управляющего устройства синхронно и определенным образом, так, чтобы нетканое полотно 15, намотанное на рулоны 2, 3 нетканого материала, укладывалось на формообразующий элемент 1 автоматически, с заданной скоростью разматывания, заданной скоростью продвижения и/или заданной величиной продвижения.
Начиная с состояния, изображенного, например, на Фиг.4, два рулона 2, 3 нетканого материала равномерно перемещаются от центра формообразующего элемента 1 к его краю, согласно схематическому изображению состояний рулонов 2, 3 нетканого материала на Фиг.4 и 5.
Для того чтобы избежать смещения уже уложенных слоев нетканого полотна, предпочтительно, чтобы рулоны 2, 3 нетканого материала перемещались самонесущим образом на высоте примерно 50 мм над формообразующим элементом 1. В данном случае целесообразно, чтобы приводы вращения рулонов 2, 3 нетканого материала не оказывали дополнительного усилия на нетканое полотно 15. Соответствующие центрирующие штифты 7 на обоих концах рулонов 2, 3 нетканого материала служат для обеспечения их точной установки на соответствующих приемных каретках 6, и для точного направления рулонов 2, 3 нетканого материала поверх формообразующего элемента 1.
Такое точное, автоматическое сматывание нетканого полотна для укладки на формообразующий элемент 1 обеспечивает высокую скорость укладки слоев и позволяет избавиться от складок и волнообразных неровностей, даже в районе кромок. Такая автоматическая операция укладки обеспечивает, кроме того, воспроизводимость процесса укладки, так что даже конструктивные компоненты с высокой кривизной поверхности получаются без складок, что обеспечивает их хорошее прилегание к соответствующим крепежным деталям.
Устройство в соответствии с настоящим предпочтительным вариантом осуществления изобретения снабжено, кроме того, поворотным столом 10, на котором установлен формообразующий элемент 1. Для управления вращением поворотного стола 10 он подключается к центральному управляющему устройству. Предпочтительно, чтобы такое вращательное движение осуществлялось с помощью электропривода 11, управляемого определенным образом с помощью центрального управляющего устройства. Кроме того, поворотный стол 10 снабжен, например, устройством позиционирования 12, которое служит для точной установки поворотного стола 10 на заданный угол поворота. С помощью соответствующих команд управления поворотный стол 10 позволяет переместить формообразующий элемент 1 в любое угловое положение.
После укладки нетканого полотна 15 поверх формообразующего элемента 1 с применением описанного выше способа, предпочтительно, чтобы формообразующий элемент 1 был повернут на поворотном столе 10 при помощи управляемого электропривода 11, например, на 30° относительно системы подъемных колонн, и был соответствующим образом зафиксирован.
После этого поверх уложенного ранее нетканого полотна или полотен 15 укладывается дополнительное нетканое полотно 15 с применением способа, описанного выше.
Эту операцию можно последовательно повторить несколько раз. Для того чтобы добиться расчетной конструктивной прочности волокнистого материала, один поверх другого укладываются, например, шесть слоев нетканого полотна 15 данного типа, с поворотом на 30° в разных направлениях. Для специалиста в данной области очевидно, что количество укладываемых друг на друга нетканых полотен 15 может быть отличным от шести, а угол поворота поворотного стола предпочтительно должен соответствовать количеству укладываемых слоев нетканого полотна 15.
После укладки на формообразующий элемент 1 всех нетканых полотен 15, на заранее выбранные участки формообразующего элемента 1 наносятся усиливающие элементы из препрегов, такие же, какие наносились первоначально, предпочтительно симметрично по отношению к последним.
Наконец, формообразующий элемент 1 вместе со всеми уложенными неткаными полотнами 15 и усиливающими элементами, и/или нанесенными элементами жесткости, помещается в подходящую сушильную камеру, известную как автоклав. В этой печи синтетическая смола, например эпоксидная смола, уложенная в виде пленки, под воздействием вакуума сдавливается между отдельными неткаными полотнами 15 и отверждается. Таким образом, после снятия с формообразующего элемента 1, получается нужный конструктивный компонент, например гермоднище воздушного судна.
Вследствие высокой степени автоматизации, описанные выше способ и устройство обеспечивают высокую степень экономичности и надежности. Соответствующее управление перемещением рулонов нетканого материала позволяет избежать повреждения волокон нетканого полотна 15 в процессе укладки.
Устройство дополнительно оснащается, например, устройством позиционирования, которое выполнено в виде линейного лазерного проектора. Это устройство позиционирования служит, в частности, для установки в нужном месте усиливающих элементов из препрегов, которые укладываются на формообразующий элемент 1, или дополнительно укладываемых элементов жесткости, с учетом определенного положения поворотного стола.
Все комплектующие детали установки, которые входят в соприкосновение с нетканым полотном 15 или находятся в пределах его досягаемости, целесообразно проектировать таким образом, чтобы избежать загрязнения нетканого полотна 15, а также тех или иных не полностью отвержденных элементов жесткости, например, ворсом, абразивными материалами, маслом или частицами краски. Это относится, в частности, ко всем комплектующим деталям укладочного механизма 4, 5, 6, а также подиума, описанного ниже, которые не содержат тех или иных смазочных материалов, таких как масло, консистентная или силиконовая смазка, а также скользких материалов. Предпочтительно, чтобы все приводные механизмы поворотного стола 10 и всего укладочного механизма 4, 5, 6 были также снабжены защитными ограждениями из листового металла, предотвращающими эти механизмы от доступа технического персонала. Более того, эти защитные ограждения предохраняют нетканые полотна 15 от попадания на них рабочих жидкостей или материалов, которые могут оказаться на участке.
Устройство, подробно описанное выше, обычно работает в автоматическом режиме, когда центральное управляющее устройство управляет траекторией движения рулонов нетканого материала для укладки нетканых полотен 15 на формообразующий элемент 1. На случай выхода из строя функции автоматического управления или некоторых приводных механизмов, предпочтительно предусмотреть такой режим, в котором начатый процесс укладки может быть завершен вручную, что позволит предотвратить потерю конструктивного компонента. Для того чтобы исключить риск для обслуживающего персонала и предотвратить повреждение устройства, предпочтительно, чтобы в соответствии с правилами техники безопасности было установлено устройство аварийного выключения.
На Фиг.6 схематически изображен вид слева устройства для изготовления конструктивного компонента, имеющего большую площадь поверхности, из армированного волокнами композиционного материала, согласно дополнительному предпочтительному варианту осуществления настоящего изобретения. Как видно из Фиг.6, в дополнение к составным частям, описанным выше, устройство снабжено подвижным подиумом 13, который может быть выполнен в виде лестничной площадки со складными платформами 14. На Фиг.6 схематически изображены возможные варианты перемещения и складывания, отмеченные стрелками. Однако для специалиста в данной области очевидно, что возможна дальнейшая модернизация подиума 13.
Например, подиум 13 может перемещаться по рельсам, что позволит уменьшить опрокидывающий момент в рабочем положении. Для того чтобы устранить кромки, о которые можно споткнуться, рельсы могут быть утоплены в пол цеха. Подиум 13, например, может быть рассчитан на перемещение вручную, или электронными средствами, с помощью специального управляющего устройства, с возможностью фиксации в определенном рабочем положении или в положении для технического обслуживания. В результате технический персонал может получить доступ к формообразующему элементу 1 в любой момент и в любом месте.
Несмотря на то что описание настоящего изобретения было сделано посредством предпочтительного варианта осуществления изобретения, оно не ограничивается этим описанием, а предполагает модифицирование самыми различными способами.
Например, укладочный механизм может также включать в себя квадратную раму, установленную с помощью некоторого количества роликов на кольцевой направляющей. Кольцевая направляющая может быть снабжена несколькими отверстиями для фиксации рамы под нужным углом поворота с помощью стопорных штифтов. Формообразующий элемент неподвижно устанавливается в середине кольцевой направляющей, которая может быть прикреплена к полу болтами, так что относительное вращение рамы относительно формообразующего элемента осуществляется путем вращения квадратной рамы по кольцевой направляющей.
На вращающейся квадратной раме могут быть закреплены две дугообразных ходовых направляющих, на каждой из которых находятся две управляемые каретки, положение которых регулируется. На каждой каретке шарнирно закреплен один конец рулона нетканого материала. При соответствующем управлении каретками последние синхронно перемещаются по дугообразным ходовым направляющим, так что рулоны нетканого материала перемещаются от точки над центром формообразующего элемента к его кромке. Форма дугообразных ходовых направляющих может соответствовать форме формообразующего элемента или форме изготавливаемого конструктивного компонента.
Список обозначений
1. Формообразующий элемент
2. Рулон нетканого материала
3. Рулон нетканого материала
4. Подъемная колонна
5. Поперечный элемент
6. Приемная каретка
7. Центрирующий штифт
8. Транспортировочная тележка
9. Средства позиционирования
10. Поворотный стол
11. Электропривод
12. Устройство позиционирования для поворотного стола
13. Подиум
14. Платформа
15. Волокнистый лист
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ИЗ ВОЛОКНИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2715834C2 |
| УСТРОЙСТВО И СПОСОБ ЛАМИНИРОВАНИЯ УЗКИХ НЕТКАНЫХ ПОЛОТЕН ПОЛИМЕРНОЙ ПЛЕНКОЙ И МАТЕРИАЛ, ИЗГОТОВЛЕННЫЙ ПО ЭТОМУ СПОСОБУ | 1996 |
|
RU2156693C2 |
| МАШИНА ДЛЯ УКЛАДКИ ВОЛОКОН | 2016 |
|
RU2714068C2 |
| Установка для формования криволинейных полотнищ из стеклопластика | 1966 |
|
SU235284A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ЗАГОТОВОК | 2013 |
|
RU2632298C2 |
| Способ нашивки объемных преформ | 2019 |
|
RU2722494C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИТ ЛАМИНИРОВАННЫХ ПОЛОВ С КОМПЕНСАЦИОННЫМ ЭЛЕМЕНТОМ, В ЧАСТНОСТИ ПРОТИВОРАСТЯГИВАЮЩИМ ИМПРЕГНАТОМ | 2005 |
|
RU2367752C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПАРОВОЙ ОБРАБОТКИ | 2004 |
|
RU2327560C2 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ОРГАНОВ ДЫХАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2202387C2 |
| СПОСОБ ЗАСЫПКИ ТРАНШЕИ (ВАРИАНТЫ), ЗАСЫПОЧНОЕ УСТРОЙСТВО И УСТРОЙСТВО ДЛЯ УКЛАДКИ ГЕОТЕКСТИЛЬНОГО МАТЕРИАЛА ПОВЕРХ ПРИСЫПОЧНОГО МАТЕРИАЛА | 1997 |
|
RU2183233C2 |
Группа изобретений относится к устройству и способу изготовления конструктивного компонента, имеющего большую площадь поверхности, из армированного волокнами композиционного материала, предназначенного для использования, в частности, в авиационной промышленности. Устройство включает предопределенный формообразующий элемент, управляемый укладочный механизм для укладки по меньшей мере одного волокнистого листа поверх формообразующего элемента или внутри него. Причем укладочный механизм снабжен четырьмя синхронно управляемыми подъемными колоннами, которые сгруппированы попарно с расположением вокруг формообразующего элемента. При этом каждая пара подъемных колонн снабжена регулируемым по высоте поперечным элементом, а в каждом поперечном элементе предусмотрены две встроенные приемные каретки для установки предварительно подготовленных рулонов волокнистого материала, которые могут синхронно перемещаться вдоль соответствующего поперечного элемента. Устройство включает также управляемое поворотное устройство для поворота формообразующего элемента и укладочного механизма на заданный угол относительно друг друга и центральное управляющее устройство, подключенное к укладочному механизму и поворотному устройству для управления ими. Способ включает обеспечение предопределенного формообразующего элемента и предварительное свертывание подлежащего укладке волокнистого листа в два рулона волокнистого материала, которые принимают с помощью управляемого укладочного механизма. Осуществляют укладывание волокнистого листа поверх формообразующего элемента или внутри него путем регулирования положения двух рулонов волокнистого материала в вертикальном и поперечном направлениях, а также путем равномерного и синхронного направления двух рулонов волокнистого материала от центра формообразующего элемента к его краю при помощи управляемого укладочного механизма. Затем осуществляют поворот формообразующего элемента и управляемого укладочного механизма на заданный угол по отношению друг к другу при помощи управляемого поворотного устройства и укладывание дальнейшего волокнистого листа поверх уложенного волокнистого листа при помощи управляемого укладочного механизма. Достигаемый при этом технический результат заключается в повышении экономичности и качества укладки при изготовлении изделий с высокой кривизной поверхности. 2 н. и 17 з.п. ф-лы, 6 ил.
1. Устройство для изготовления конструктивного компонента, имеющего большую площадь поверхности, из армированного волокнами композиционного материала, предназначенного для использования, в частности, в авиационной промышленности, которое включает в себя предопределенный формообразующий элемент (1), управляемый укладочный механизм (4, 5, 6) для укладки по меньшей мере одного волокнистого листа (15) поверх формообразующего элемента (1) или внутри него, причем укладочный механизм (4, 5, 6) снабжен четырьмя синхронно управляемыми подъемными колоннами (4), которые сгруппированы попарно с расположением вокруг формообразующего элемента (1), при этом каждая пара подъемных колонн (4) снабжена регулируемым по высоте поперечным элементом (5), а в каждом поперечном элементе (5) предусмотрены две встроенные приемные каретки (6) для установки предварительно подготовленных рулонов (2, 3) волокнистого материала, которые могут синхронно перемещаться вдоль соответствующего поперечного элемента (5), управляемое поворотное устройство (10) для поворота формообразующего элемента (1) и укладочного механизма (4, 5, 6) на заданный угол относительно друг друга и центральное управляющее устройство, подключенное к укладочному механизму (4, 5, 6) и поворотному устройству (10) для управления ими.
2. Устройство по п.1, отличающееся тем, что формообразующий элемент (1) имеет форму, приблизительно соответствующую форме перевернутой неглубокой тарелки.
3. Устройство по п.1 или 2, отличающееся тем, что формообразующий элемент (1) имеет овальное или круглое поперечное сечение.
4. Устройство по п.1 или 2, отличающееся тем, что формообразующему элементу (1) придана соответствующая форма для формирования гермоднища воздушного судна.
5. Устройство по п.1 или 2, отличающееся тем, что все приемные каретки (6) снабжены приводами с электронным управлением, причем управление этими приводами осуществляется при помощи центрального управляющего устройства синхронно с другими приемными каретками (6).
6. Устройство по п.1 или 2, отличающееся тем, что центральное управляющее устройство подключено к подъемным колоннам (4) для синхронной регулировки вертикального положения поперечных элементов (5) вдоль продольной оси подъемных колонн (4), а также к приемным кареткам (6) для синхронного перемещения приемных кареток (6) вдоль поперечных элементов (5).
7. Устройство по п.1 или 2, отличающееся тем, что укладочный механизм (4, 5, 6) снабжен передаточным устройством для приема волокнистого листа (15), свернутого в два рулона (2, 3) волокнистого материала, из транспортировочной тележки (8) в определенном транспортировочном положении.
8. Устройство по п.1 или 2, отличающееся тем, что поворотное устройство снабжено управляемым поворотным столом (10) для приема и позиционирования формообразующего элемента (1) относительно укладочного механизма (4, 5, 6).
9. Устройство по п.8, отличающееся тем, что поворотный стол (10) снабжен приводом (11) с электронным управлением, причем управление этим приводом осуществляется при помощи центрального управляющего устройства.
10. Устройство по п.1 или 2, отличающееся тем, что содержит регулируемый подиум (13), обеспечивающий техническому персоналу доступ к любому месту формообразующего элемента (1).
11. Устройство по п.10, отличающееся тем, что положение подиума (13) регулируется на системе рельсовых направляющих, причем указанный подиум снабжен по меньшей мере одной поворотной платформой (14).
12. Устройство по п.1 или 2, отличающееся тем, что содержит устройство позиционирования, например разметочное устройство, линейный лазерный проектор или аналогичное устройство, которое обеспечивает позиционирование укладываемого волокнистого листа (15) и/или любого дополнительного усилительного средства, согласованно с определенным положением поворотного устройства (10).
13. Устройство по п.1 или 2, отличающееся тем, что снабжено устройством аварийного управления, которое позволяет в ручном аварийном режиме произвести укладку волокнистого листа (15) в случае нарушения функции автоматического управления центрального управляющего устройства.
14. Способ изготовления конструктивного компонента, имеющего большую площадь поверхности, из армированного волокнами композиционного материала, предназначенного для использования, в частности, в авиационной промышленности, включающий в себя следующие этапы:
- обеспечение предопределенного формообразующего элемента (1);
- предварительное свертывание подлежащего укладке волокнистого листа (15) в два рулона (2, 3) волокнистого материала, которые принимают с помощью управляемого укладочного механизма (4, 5, 6);
- укладывание волокнистого листа (15) поверх формообразующего элемента (1) или внутри него путем регулирования положения двух рулонов (2, 3) волокнистого материала в вертикальном и поперечном направлениях, а также путем равномерного и синхронного направления двух рулонов (2, 3) волокнистого материала от центра формообразующего элемента (1) к его краю при помощи управляемого укладочного механизма (4, 5, 6);
- поворот формообразующего элемента (1) и управляемого укладочного механизма (4, 5, 6) на заданный угол по отношению друг к другу при помощи управляемого поворотного устройства (10); и
- укладывание дальнейшего волокнистого листа поверх уложенного волокнистого листа (15) при помощи управляемого укладочного механизма (4, 5, 6).
15. Способ по п.14, отличающийся тем, что работой укладочного механизма (4, 5, 6) и поворотного устройства (10) управляют посредством центрального управляющего устройства.
16. Способ по п.14 или 15, отличающийся тем, что волокнистые листы (15), число которых составляет, например, шесть, укладывают друг на друга поверх формообразующего элемента (1) или внутри него, причем после укладки каждого волокнистого листа (15) формообразующий элемент (1) при помощи поворотного устройства (10) поворачивают на заданный угол, например на 30°, относительно укладочного механизма (4, 5, 6) и затем фиксируют в этом положении.
17. Способ по п.14 или 15, отличающийся тем, что обеспечивают перемещение самонесущим образом двух рулонов (2, 3) волокнистого материала на высоте примерно 50 мм над формообразующим элементом (1).
18. Способ по п.14 или 15, отличающийся тем, что управление заданной скоростью разматывания, заданной скоростью продвижения и/или заданной величиной продвижения волокнистого листа (15) при укладывании последнего поверх формообразующего элемента (1) или внутри него осуществляют с помощью центрального управляющего устройства.
19. Способ по п.14 или 15, отличающийся тем, что в случае нарушения функции автоматического управления центрального управляющего устройства обеспечивают работу укладочного механизма (4, 5, 6) в аварийном режиме, позволяющем вручную произвести укладку волокнистого листа (15).
| СПОСОБ ЛЕЧЕНИЯ ДЕТЕЙ С СИНДРОМОМ ЭКОЛОГИЧЕСКОЙ ДЕЗАДАПТАЦИИ | 2004 |
|
RU2268705C2 |
| US 2004069413 A1, 15.04.2004 | |||
| US 2005056965 A1, 17.03.2005 | |||
| АППАРАТ ДЛЯ ЧИСТКИ ПРОМЫШЛЕННЫХ КОМПОНЕНТОВ | 2010 |
|
RU2548084C2 |
| Способ изготовления изделий из пластмассы с усиливающими волокнами и устройство для его осуществления | 1986 |
|
SU1801091A3 |

