Изобретение относится к области маштшостроения, может применяться в шариковых, роликовых и кулачковых устройствах, зубчатых колесах, специальных инструментах и т. д.
Известны способы соединения деталей различной твердости, например шпоночные, шлицевые, болтами.
Однако эти способы не обеспечивают соединения деталей без мертвого хода при реверсивной нагрузке.
Отличием описываемого способа является то, что на сопрягаемой поверхности более тзердой детали выполняют ряд симметрично расположенных микровыступов, которые вдавливают в сопрягаемую поверхность менее твердой детали.
Такой способ обеспечивает соединение этих деталей без мертвого хода при реверсивной нагрузке и технологически не сложен.
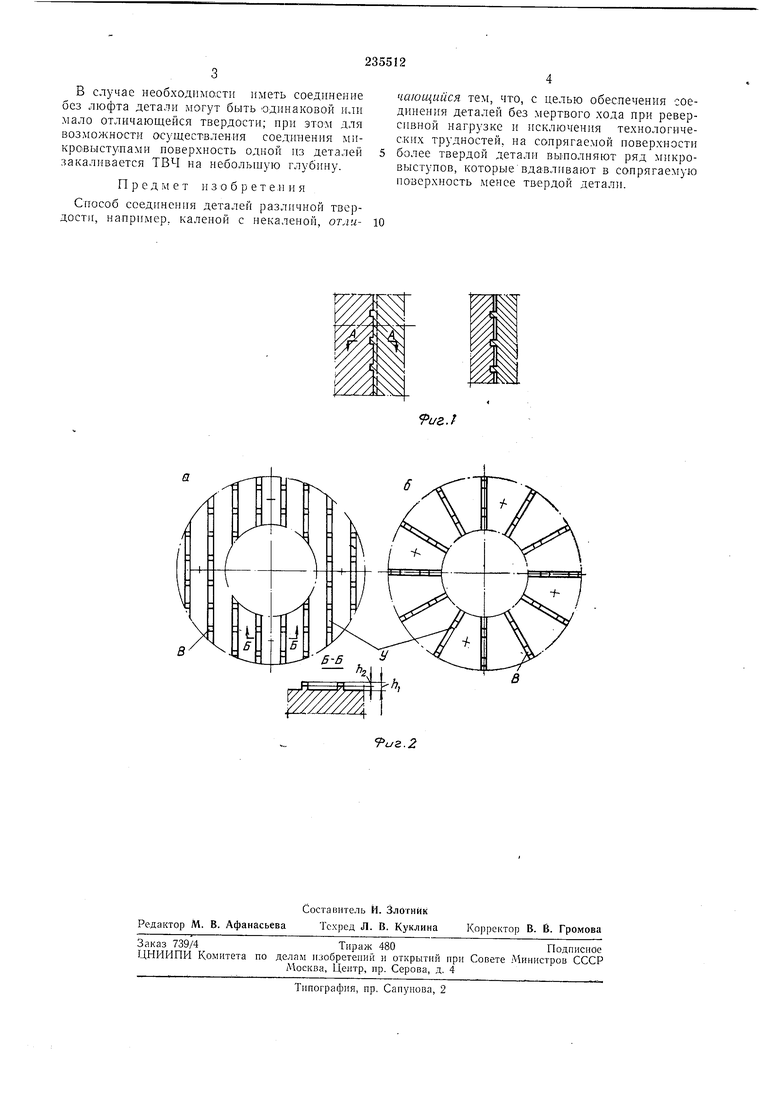
Суш,ность способа поясняется фиг. 1 и фиг. 2.
На опорной поверхности более твердой детали методом плоского шлифования образуется ряд микровыступов, имеюгцих высоту Ло в пределах нескольких десятых долей миллиметра (например, 0,2-0,3 мм) и площадь в плане каждого микровыступа (место В) в пределах нескольких квадратных миллиметров (например, 1-2 мм). Количество микровыступов определяется по расчету их на срез
и смятие в зависимости от передаваемой нагрузки. Расположение икpoвыcтyпoв на поверхности симметрн:чно относительно оси перемеш ения соединяемых деталей, что исключает появление изгибаюш,ей силы при передаче нагрузки и упрогцает технологию их изготовления.
Для более простого получения на данной детали определенной установочной базы (место У) образование микровыступов производится шлифованием в двух направлениях с разной глубиной шлифова-ния; сначала с большей глубиной /ii (иапример, в пределах 0,3 - 0,4 мм), а затем в другол направлении с меньшей глубиной Ло (в иределах высоты микровыступа) .
Микровыступы более твердой детали под действием статического нагружения (под гидравлическим или винтовым прессом или в специальном нажимном приспособлении) вдавливают в опорную поверхность менее твердой детали, образуя в ней соответствующие углубления. При этом в менее твердой детали не возникает большой местной деформации.
Для предотвращения выхода микровыступов из своих углублений в процессе эксплуатации механнзма соединяемые детали скрепляются винтами, болтами или заклепками, не участвующими в передаче нагрузки. В случае необходимости 1меть соединение без люфта детали могут быть одинаковой или мало отличающейся твердости; нри этом для возможности осуществления соединения микровыступами поверхность одной из деталей закаливается ТВЧ на небольшую глубину. Предмет и з о б р е т е ,н и я Способ соединения деталей различной твердости, например, каленой с некаленой, отличающийся тем, что, с целью обеспечения соединения деталей без мертвого хода при реверс 1вной нагрузке и исключения технологических трудностей, на сопрягаемой поверхности более твердой детали вьшолняют ряд микровыступов, которые вдавливают в сопрягаемую поверхность менее твердой детали.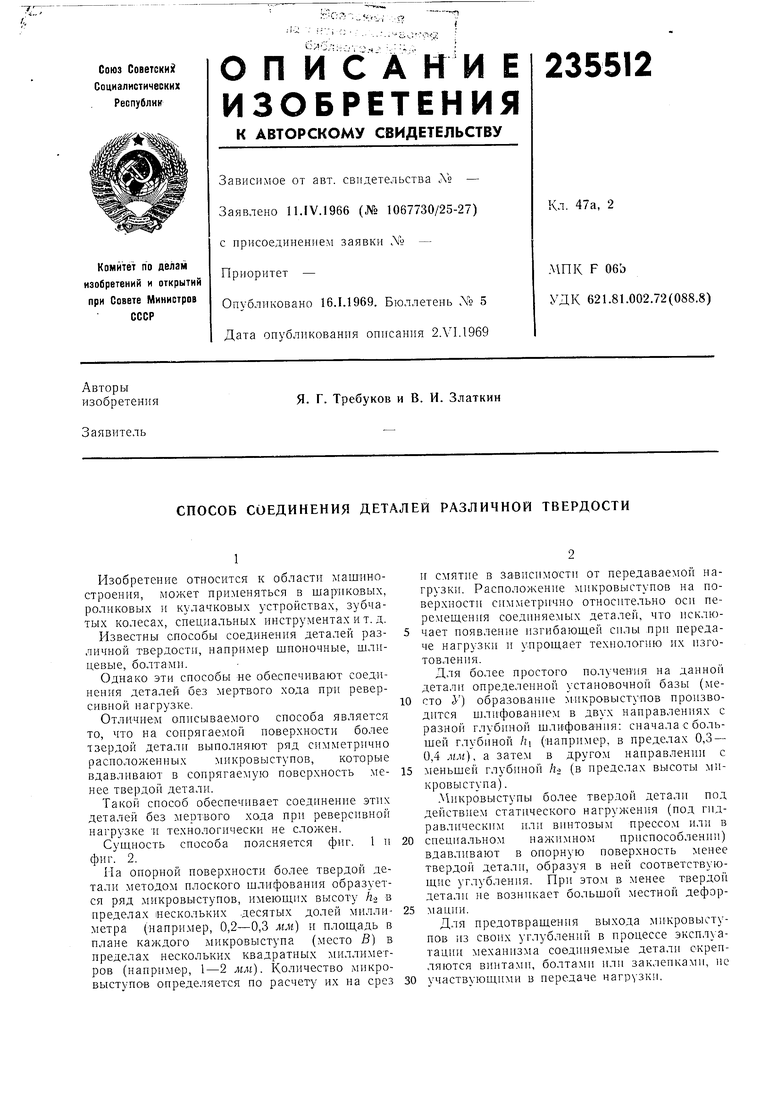
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ С НАТЯГОМ ДЕТАЛЕЙ ТИПА ВАЛ - ВТУЛКА | 1995 |
|
RU2096157C1 |
| СПОСОБ СОЕДИНЕНИЯ С НАТЯГОМ ДЕТАЛЕЙ ВАЛ-ВТУЛКА | 2010 |
|
RU2428295C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2018 |
|
RU2698001C1 |
| Способ изготовления закрытого рабочего колеса центробежной турбомашины из термообрабатываемых алюминиевых сплавов | 1983 |
|
SU1147538A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| Способ монтажа герметичных разъемных соединений | 1983 |
|
SU1225958A1 |
| Способ сборки и фиксации телескопических соединений | 1985 |
|
SU1258673A1 |
| СПОСОБ ПРИТИРКИ ГЕРМЕТИЧНЫХ СОПРЯЖЕНИЙ | 2002 |
|
RU2233215C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| Способ соединения с натягом деталей типа вал-втулка | 1989 |
|
SU1632725A1 |
9иг.2
