Изобретение относится к машиностроению, в частности, к соединениям с натягом деталей типа вал-втулка, и может быть использовано при создании и восстановлении неподвижных соединений.
Известен способ соединения с натягом деталей с различной твердостью. На детали с твердой поверхностью образуют ряд микровыступов, которые под действием статического нагружения вдавливаются в опорную поверхность менее твердой детали [1]
Известен способ соединения деталей с различной пластичностью, при котором соединение образуют путем перемещения более пластичного материала одной детали в проточку детали из менее пластичного материала [2]
Известен способ соединения с натягом деталей, включающий выполнение рельефа в виде выступов и впадин, причем выступы выполняют в виде конусов, а впадины в виде охватывающих основания конусов и плавно сопрягаемых с ними усеченных торов, объемы которых равны объемам конусов [3]
Использование в этом способе соединения одновременно выступов на твердой детали, которые внедряются в поверхность с меньшей твердостью, и углублений, которые заполняются путем перемещения более пластичного материала, повышает надежность соединения с натягом.
Однако, формирование выступа и впадины на небольшой площади поверхности детали с диаметром пятна не более 2 мм снижает достоинства способа. Небольшой наружный диаметр впадины, равные площади поверхностей выступов и впадин на диаметре пятна, относительно малая площадь поверхности сопряжения, занятая рельефом, не способствует повышению несущей способности соединения. Пластичный материал не заполняет полностью торообразную впадину из-за малого поперечного размера, а на конусообразных выступах высотой не более 0,2 мм возникают напряжения, превышающие пределы текучести пластичного материала, что снижает нагрузочную способность соединения при циклических нагрузках в эксплуатации соединения.
Наиболее близким по технической сущности к изобретению является способ соединения с натягом деталей типа вал-втулка, включающий предварительное выполнение на сопрягаемой поверхности одной из соединяемых деталей методом пластического деформирования инструментом выступов с твердостью, превышающей твердость материала другой сопрягаемой детали, и впадин, образование сборочного зазора между соединяемыми деталями, сопряжение и последующую выборку указанного зазора [4]
При тепловой обработке соединения первоначальное контактирование поверхностей происходит по вершинам выступов той детали, материал которой получил в результате деформирования повышенные физико-механические свойства, в частности, более высокую твердость по сравнению с материалом другой детали. В результате больших контактных давлений выступы поверхности одной детали деформируют материал другой сопрягаемой поверхности в канавки между выступами. Однако, полного внедрения выступов не происходит ввиду того, что канавки вблизи торцов одной из сопрягаемых деталей имеют сравнительно большую глубину по отношению к ее ширине. Кроме того, на остроконечных выступах возникают напряжения, превышающие пределы текучести пластичного материала, что уменьшает величину натяга и, соответственно, несущую способность соединения при циклических нагрузках в эксплуатационных условиях.
Задачей, на решение которой направлено заявленное изобретение, является повышение нагрузочной способности соединения охватываемой и охватывающей деталей с натягом.
Для решения поставленной задачи в известном способе соединения с натягом деталей типа вал-втулка, включающем предварительное выполнение на сопрягаемой поверхности одной из соединяемых деталей методом пластического деформирования инструментом выступов с твердостью, превышающей твердость материала другой сопрягаемой детали, и впадин, образование сборочного зазора между соединяемыми деталями, сопряжение и последующую выборку указанного зазора, для соединения используют детали с различной твердостью сопрягаемой поверхности, в качестве инструмента для пластического деформирования применяют установленные в сепараторе тела качения и взаимодействующий с ними поверхностью подвижной элемент, а пластическому деформированию подвергают деталь с поверхностью сопряжения большей твердости путем радиального перемещения тел качения, осуществляемого при осевом перемещении воздействующего на них подвижного элемента, в результате чего получают впадины эллипсообразной формы и выступы, имеющие по периметру переменную высоту.
В качестве тел качения могут быть использованы ролики, а подвижному элементу при его осевом перемещении сообщают ультразвуковые колебания, направление которых совпадает с направлением перемещения.
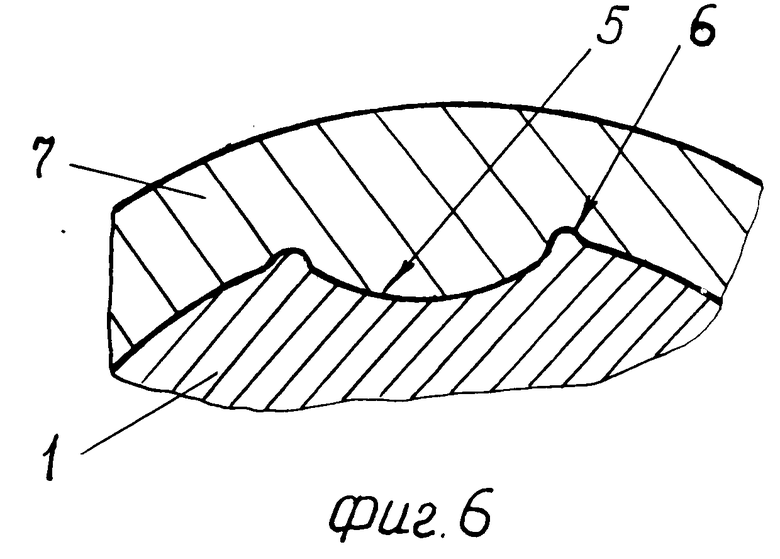
Изобретение поясняется графическими материалами, где на фиг. 1 представлена схема выполнения рельефа на детали типа "вал"; на фиг. 2 схема выполнения рельефа на детали типа "втулка"; на фиг. 3, 4 и 5 рельеф на детали типа "вал" с продольным, поперечным и угловым расположением большой оси впадины относительно оси детали; на фиг. 6 соединение с натягом и фрагмент поперечного сечения.
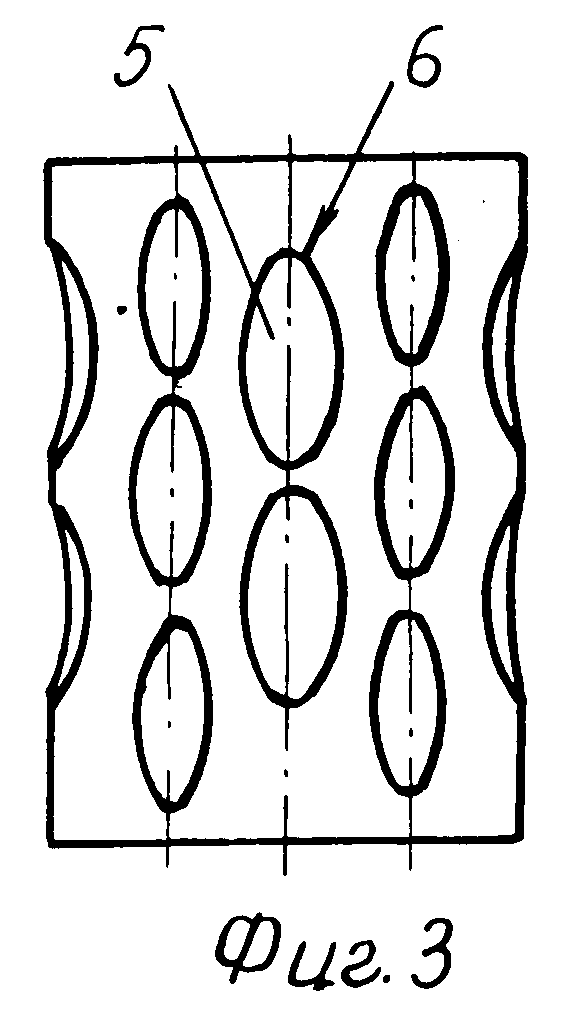
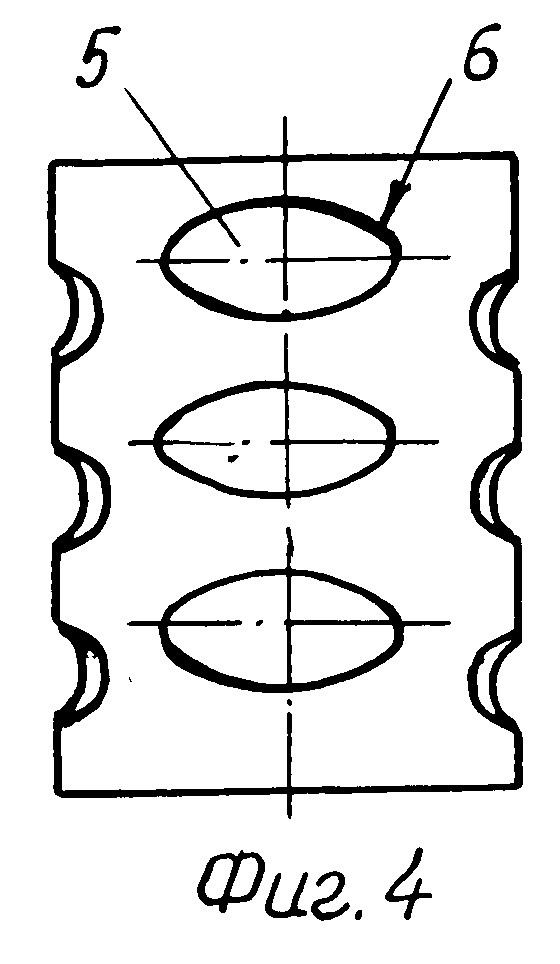
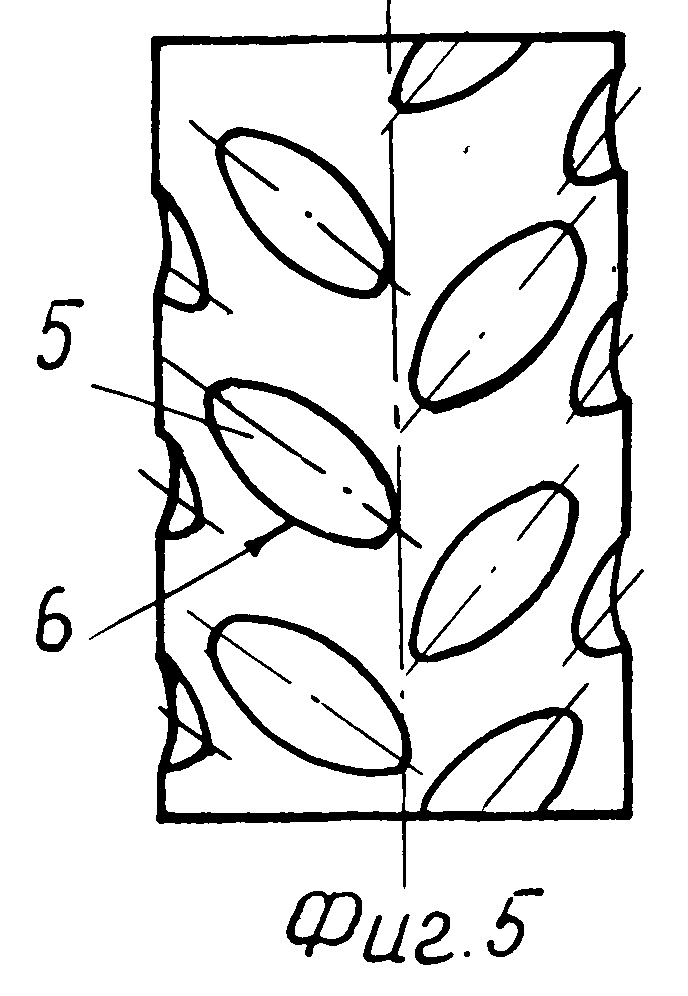
При выполнении рельефа на детали типа "вал" (см. фиг. 1) на посадочную поверхность вала 1 устанавливают сепаратор 2 с телами качения 3. Инструменту усилием P с рабочей поверхностью 4 сообщают осевое перемещение. Диаметр рабочей поверхности инструмента, контактирующей с телами качения, меньше поперечного размера, определяемого суммой двух максимальных диаметров тел качения и диаметра вала. В результате контактных давлений на теле качения 3 при осевом перемещении инструмента на базовой посадочной поверхности вала формируются впадины 5. Материал посадочной поверхности вала под телами качения уплотняется, а за счет действия касательных сил, определяемых кривизной посадочной поверхности и тел качения, сдвигается к периферии впадин, образуя выступы 6 переменной высоты по периметру впадин. Тела качения выполняют в виде роликов с образующей различной кривизны или шариков. Их размещают в окнах сепараторов, обеспечивающих ориентацию тел качения и, соответственно, взаимное расположение углублений рельефа, например, в шахматном порядке с продольным (см. фиг. 3), поперечным (см. фиг. 4) или угловым (см. фиг. 5) расположением большой оси впадин относительно оси детали.
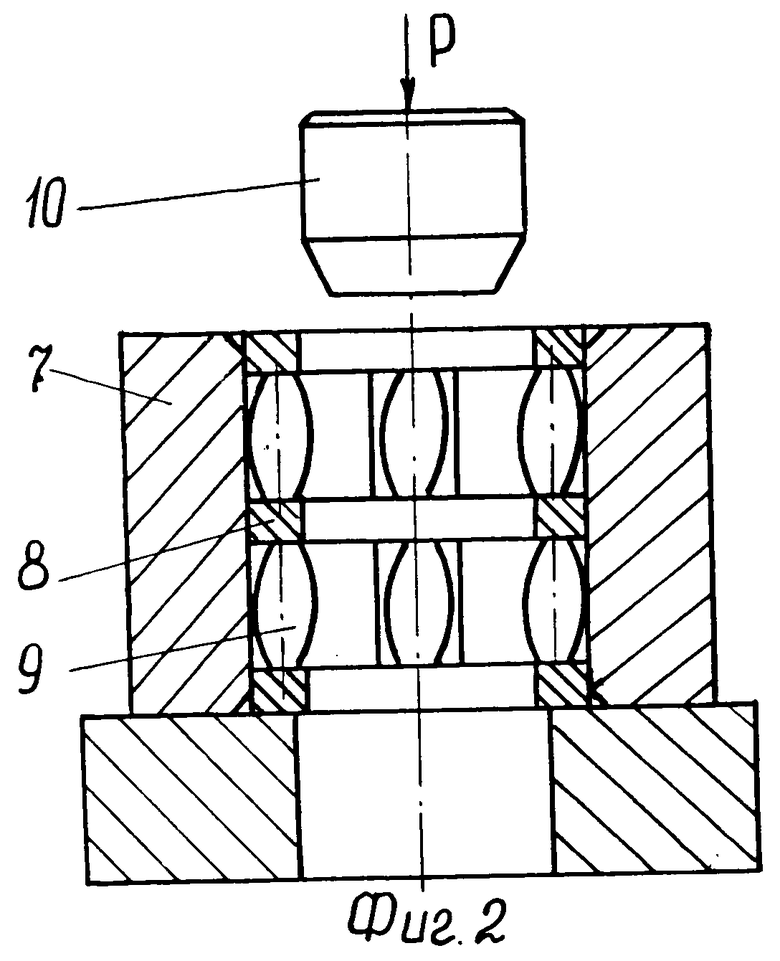
При выполнении рельефа на детали типа "втулка" (см. фиг. 2) на посадочную поверхность втулки 7 устанавливают сепаратор 8 с телами качения. Диаметр рабочей поверхности 10 инструмента, контактирующего с телами качения, больше поперечного размера, определяемого разностью между диаметром посадочного отверстия и двумя максимальными диаметрами тел качения. Это обеспечивает контактные давления на тела качения при осевом перемещении инструмента и формирование требуемого рельефа на посадочной поверхности втулки.
Инструментам 4 и 10 при формировании рельефа можно сообщать ультразвуковые колебания, действие которых совпадает с направлением перемещения инструмента. В этом случае инструмент соединяют с волноводом (или изготавливают за одно целое). Волновод жестко крепят к концентратору ультразвукового преобразователя. Использование ультразвуковых колебаний при продольном перемещении инструмента снижает усилия на инструменте при выполнении пластического деформирования материала вала или втулки телами качения, повышает твердость выступов за счет наклепа материала при его смещении к периферии впадины.
Рельеф на детали наносят с плотностью, при которой отношение суммарной площади поверхности, занятой рельефом, к всей посадочной поверхности достигает 0,35. Это условие обеспечивается размерами углублений с глубиной деформирования, которое не превышает величину максимального натяга в соединении. При деформировании посадочной поверхности на глубину натяга на ней образуются эллипсообразные впадины, а по периметру впадин формируются выступы с максимальной высотой, не превышающей максимальную величину углубления тел качения.
Соединение с натягом (см. фиг. 6) осуществляют тепловой деформацией деталей. Первоначальное контактирование соединяемых деталей в процессе тепловой сборки происходит по выступающим над посадочной поверхностью контурам, образованным выступами 6 переменной высоты по периметру впадин 5. В результате больших контактных давлений выступы деформируют материал сопрягаемой поверхности, при этом за счет натяга по базовым поверхностям более пластичный материал перемещается в углубление поверхности с большей твердостью. К сопряжению деталей по базовым поверхностям добавляются соединения по контурам выступов и поверхностям впадин, внутри этих контуров. При нагрузке соединения контуры выступов и материал во впадинах воспринимают сдвигающие усилия.
Увеличение поверхности контакта по выступам, обеспечение возможности перемещения пластичного материала в углубления за счет выполнения их с необходимыми поперечными размерами, заполнение материалом впадин, расположенных внутри выступов, позволяет существенно повысить несущую способность соединений с натягом деталей типа вал-втулка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ СОЕДИНЕНИЙ С НАТЯГОМ | 1996 |
|
RU2095216C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ С НАТЯГОМ | 1999 |
|
RU2154564C1 |
| СОЕДИНЕНИЕ С НАТЯГОМ | 1995 |
|
RU2106544C1 |
| БУКСОВЫЙ УЗЕЛ | 1995 |
|
RU2097235C1 |
| БУКСА С РОЛИКОВЫМИ ПОДШИПНИКАМИ | 1995 |
|
RU2094274C1 |
| БУКСОВЫЙ УЗЕЛ | 1995 |
|
RU2097236C1 |
| СПОСОБ СМАЗЫВАНИЯ ГРЕБНЕЙ КОЛЕС ПОДВИЖНОГО СОСТАВА | 1997 |
|
RU2138416C1 |
| СТЫКОВАЯ НАКЛАДКА К ЖЕЛЕЗНОДОРОЖНЫМ РЕЛЬСАМ | 1996 |
|
RU2098535C1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 1997 |
|
RU2137590C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРЕБНЕЙ КОЛЕС ПОДВИЖНОГО СОСТАВА ЖЕЛЕЗНЫХ ДОРОГ | 1995 |
|
RU2096158C1 |
Использование: в машиностроении при создании и восстановлении неподвижных соединений типа вал-втулка. Сущность изобретения: для соединения используют детали с различной твердостью сопрягаемой поверхности. Методом пластического деформирования инструментом на сопрягаемой поверхности большой твердости выполняют впадины эллипсообразной формы и выступы, имеющие по периметру переменную высоту. В качестве инструмента используют установленные в сепараторе тела качения и взаимодействующий с ними поверхностью подвижный элемент. Пластическое деформирование производят путем радиального перемещения тел качения, осуществляемого при осевом перемещении воздействующего на них подвижного элемента, которому могут быть сообщены ультразвуковые колебания, направление которых совпадает с направлением перемещения. 2 з.п. ф-лы, 6 ил.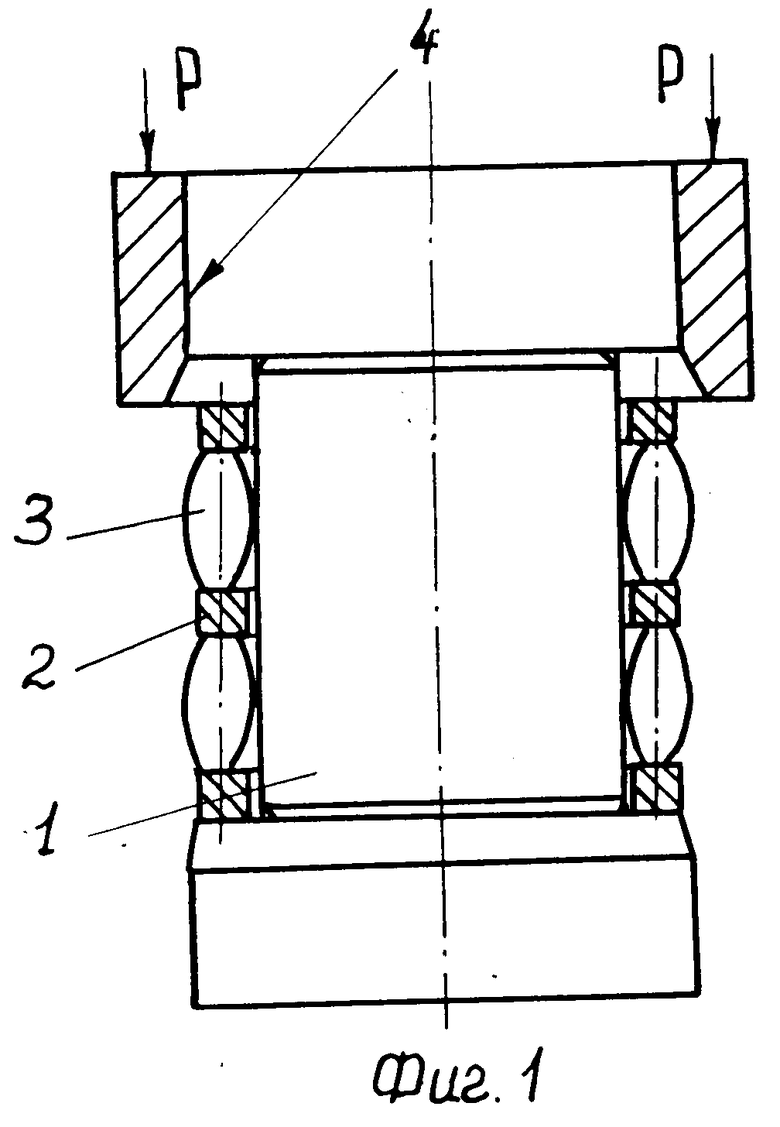
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ РАЗЛИЧНОЙ ТВЕРДОСТИ | 0 |
|
SU235512A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ соединения деталей с различной пластичностью | 1985 |
|
SU1276475A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ соединения с натягом деталей типа вал-втулка | 1983 |
|
SU1199558A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ соединения с натягом деталей типа вал - втулка | 1988 |
|
SU1556857A1 |

