Изобретение относится к финишной обработке и может быть использовано, например, для притирки конусных сопряжений кранов бытовых газовых плит.
Известен способ финишной обработки поверхности трения [1]. Суть способа заключается в том, что трущуюся поверхность подвергают струйно-абразивной обработке, образующиеся после нее наплывы по краям лунок убирают, например, шлифованием, после чего поверхность трения натирают латунным стержнем в присутствии технологической среды, составы которой, в зависимости от обрабатываемого металла, а также режимы обработки, в том числе и усилия прижима, приведены в [2].
Недостаток аналога в том, что натирание детали происходит латунным стержнем, что не позволяет производить притирку сопрягаемых деталей.
Известен способ взаимной притирки в том числе и конусных сопряжений, принятый за прототип [3]. В известном способе одну из деталей вращают с постоянной угловой скоростью и прижимают к неподвижной детали с усилием, равной силе прижима сопрягаемых деталей при их эксплуатации.
Недостатком данного способа является то, что в зоне контакта обязательно должен присутствовать абразив. Если сопрягаемые детали выполнены из относительно мягких деталей типа латуни, как это и делается в настоящее время в кранах бытовых газовых плит, частицы абразива шаржируют поверхности сопрягаемых деталей и не удаляются окончательно после окончания процесса притирки деталей и их протирки, что предопределяет повышенный износ сопряжения в процессе эксплуатации. Процесс притирки с абразивом достаточно длителен - несколько десятков секунд. После его окончания абразивная паста с сопрягаемых поверхностей удаляется, сопряжение испытывается на герметичность, и при ее отсутствии процесс притирки повторяется с нанесением и удалением абразивной пасты до тех пор, пока не будет достигнута герметичность соединения.
Техническая задача, стоящая перед авторами, - сокращение технологического времени притирки, исключение использования абразива для притирки сопряжения и экономия цветных металлов.
Технический результат достигается тем, что в предлагаемом способе притирки герметичных сопряжений, при котором сопрягаемые детали прижимают друг к другу, одной из них сообщают вращательное движение, а другую устанавливают неподвижно, сопрягаемые детали выполнены из металлов разной твердости, при этом одну из деталей покрывают технологическим составом и производят притирку с усилием, обеспечивающим процесс механического и избирательного переноса более мягкого металла в лунки и на поверхность детали, выполненной из более твердого металла. Лунки на поверхности более твердого материала получают разреженным потоком абразива.
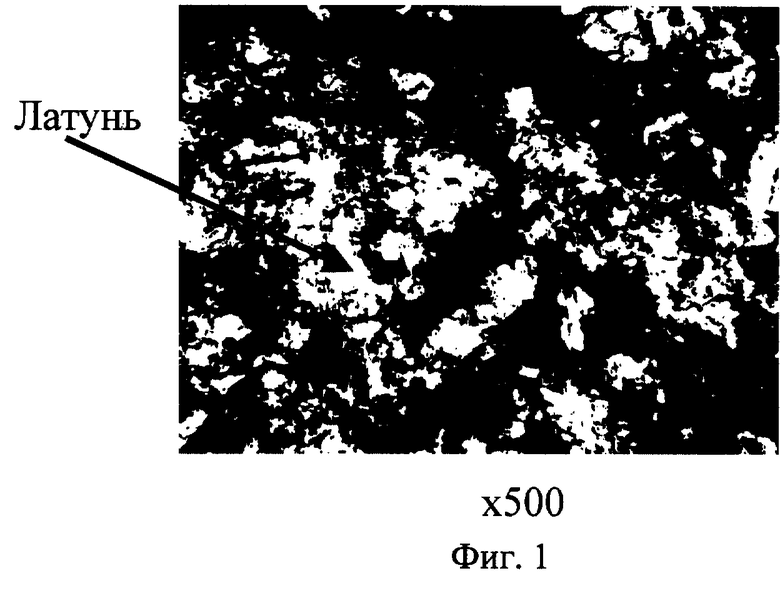
Способ поясняется чертежами, где на фиг.1 изображена контактирующая поверхность внутренней детали сопряжения, полученная после притирки - финишной обработки (увеличение × 500).
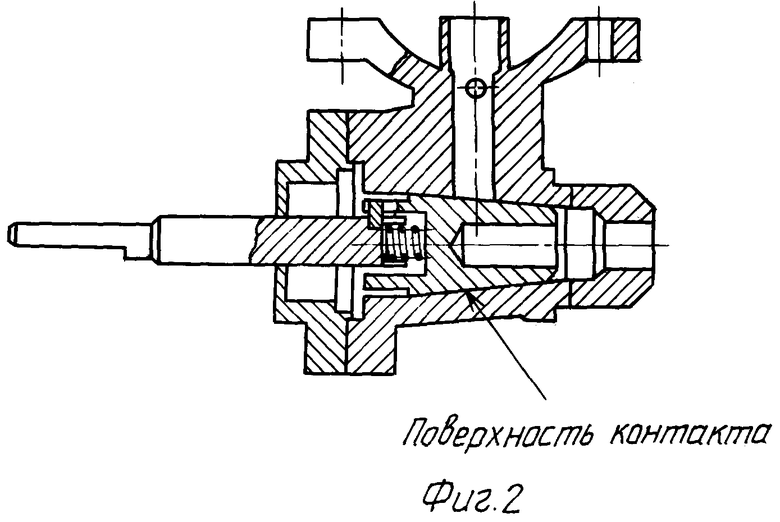
На фиг.2 - общий вид газового крана бытовой газовой плиты ПГ-4.
Способ осуществляется следующим образом. Деталь, выполненную из более твердого металла (сталь 45, HRC 40), подвергают струйно-абразивной обработке разреженным потоком абразива таким образом, чтобы создать на ее контактирующей поверхности лунки, общая площадь которых равна 80-90% площади сопряжения. В качестве детали, выполненной из более твердого металла, удобно брать внутреннюю деталь сопряжения, т.к. в этом случае струйно-абразивная обработка разреженным потоком абразива не представляет каких-либо затруднений. Процесс происходит по схеме: деталь вращается, а пневматическое сопло, установленное на расстояние 30-40 мм от поверхности детали, производит струйно-абразивную ее обработку. Скорость вращения детали не имеет значения, т.к. не влияет на процесс струйно-абразивной обработки, но все же удобнее брать величину скорости 120-200 об/мин, так чтобы за 1 (2, 3) оборота детали на обрабатываемой поверхности получить требуемое количество лунок, суммарная площадь которых была бы равна 80-90% от площади сопряжения.
Если суммарная площадь лунок меньше 80% площади сопряжения, режущая способность краев лунок уменьшается, пленка цветного металла на поверхности контакта более твердой детали получается менее плотной. Если площадь лунок больше 90%, возникает опасность сплошной обработки, т.е. отсутствие перемычек между лунками, т.к. распределение абразивного зерна по сечению воздушной струи неравномерное. В этом случае возможен локальный съем металла на обрабатываемой поверхности с соответствующим уменьшением размера детали. Глубина лунок 5-20 мкм выбрана из тех соображений, что, если лунки менее 5 мкм, их воздействие на ответную деталь неэффективно вследствие того, что макронеровности на контактной поверхности детали становятся соизмеримы с глубиной лунок. Получить лунки с размером более 20 мкм возможно, но затруднительно, т.к. необходимо использовать абразивное зерно с размером не менее 500-600 мкм, а обработка ответной детали с использованием таких лунок получается грубой. Оптимальный размер лунок 8-12 мкм получается при размере абразива 100-160 мкм и скорости его удара об обрабатываемую поверхность 60-100 м/с.
В качестве абразива может быть использован любой абразив с размерами зерна 100-160 мкм. Глубина и шаг лунок определяются по известной методике [4, 5]. После удара абразивных зерен об обрабатываемую поверхность по краям лунок образуются наплывы, высота которых равна, примерно, половине глубины лунок. Наплывы можно удалить различными способами, например шлифованием или с помощью притира при наличии абразивной пасты в контактной зоне между притиром и обрабатываемой поверхностью. После снятия наплывов деталь промывается, обезжиривается и сушится, после чего покрывается технологическим составом. Технологические составы для различных металлов указаны в [2]. Например, если более твердая деталь выполнена из стали 45, то в качестве технологического состава берется глицерин. Глицерин после притирки - финишной обработки - не удаляется и обеспечивает режим избирательного переноса в ходе эксплуатации узла. Технологические режимы финишной обработки указаны в [2].
Края лунок, выполненные на внутренней детали после удаления наплывов, выполняют роль режущего инструмента, механически удаляя с более мягкой (наружной) детали металл в виде микростружек и частиц, которые остаются внутри лунок. Контактирующая же поверхность между лунками покрывается металлом ответной детали вследствие избирательного переноса. После окончания обработки контактирующая поверхность внутренней детали покрывается диффузной пленкой из металла наружной детали. Хотя визуально и при небольшом увеличении до ×10 получившаяся диффузная пленка представляется сплошной, при большом увеличении (×500) видно, что она состоит из отдельных участков, фиг.1. Это обстоятельство не влияет ни на работоспособность, ни на герметичность соединения, но указывает на то, что в основном контакт деталей происходит по выступам, образованным на поверхности более твердого металла частицами металла ответной детали. По измерениям авторов толщина диффузной пленки принимает значение в диапазоне Ra-2Ra. Диффузная пленка образуется при нескольких оборотах вращающейся детали (n≤5), и таким образом время притирки - финишной обработки - составляет доли секунды.
Пример. По предлагаемому способу была произведена притирка - финишная обработка - пяти газовых кранов бытовой газовой плиты ПГ-4 производства Воткинского завода газовой аппаратуры. Общий вид газового крана показан на фиг.2. В настоящее время притирка конического сопряжения крана производится традиционным способом: на наружную поверхность вращающейся детали крана наносится абразивная паста. Корпус крана закрепляется в патроне токарного станка и вращается со скоростью 600 об/мин. При соприкосновении контактирующих поверхностей происходит их взаимная притирка, время притирки 30-40 с. После притирки абразивная паста с контактирующих поверхностей удаляется и производится контроль герметичности соединения: кран помещают в ванну с водой, внутрь крана через входной штуцер подается давление воздуха 0,15 бар. Отсутствие пузырьков воздуха на выходе из выходного штуцера и в поворотном соединении указывает на герметичность соединения. Обе контактирующие детали выполнены из латуни.
Внутренняя деталь была выполнена из стали 45. После чистовой токарной обработки контактирующего конуса (Ra≈1 мкм) он был подвергнут струйно-абразивной обработке и на нем были получены лунки со средним размером и глубиной ~ 12 мкм. Суммарная поверхность лунок составила ~ 80% от общей поверхности контакта и контролировалась визуально с помощью инструментального микроскопа ММ4. Последующим чистовым шлифованием были удалены наплывы по краям лунок, после чего детали были промыты и обезжирены в бензине. После просушки проводилась притирка - финишная обработка - в среде глицерина. Время притирки - финишной обработки - не превышало 3 с при скорости вращения корпуса краника со скоростью 200 об/мин на токарном станке ТШ-3. Проверка на герметичность газовых кранов проводилась по описанной выше схеме и показала, что все пять кранов обеспечивали герметичность с первого раза притирки.
Масса подвижной части крана 15 г, годовая программа выпуска 100 тыс. плит или 500 тыс. кранов. Экономия латуни составит примерно 7,5 т, снижение трудозатрат примерно в 2,5 раза.
Таким образом, новая совокупность существенных признаков позволила достичь поставленную техническую задачу - исключить использование абразива для притирки, сократить технологическое время и сэкономить цветные металлы.
Источники информации
1. Патент РФ №2174904, В 24 С 1/00. Способ финишной обработки поверхности трения. Б.И. №29, 2001.
2. Андреева А.Г. и др. Финишная антифрикционная безабразивная обработка как средство повышения срока службы машин и оборудования. // Долговечность трущихся деталей машин: Сборник науч. статей. Вып. №4 /Под. общ. ред. Д.Н.Гаркунова. - М.: Машиностроение, 1990. - С.34-59.
3. А.с. №846235, В 24 В 15/08. Способ взаимной притирки сопряжении. Б.И. №26, 1981.
4. Исупов М.Г. Шероховатость поверхности, получаемая струйно-ударной обработкой // Вестник машиностроения. - 1999. - №11. - С.50-52.
5. Исупов М.Г., Крекнин Л.Т. Повышение эксплуатационных характеристик прецизионных пар трения струйно-абразивной обработкой // Вестник машиностроения. - 2001. - №7. - С.68-69.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ РЕГУЛЯРНОГО МИКРОРЕЛЬЕФА | 2002 |
|
RU2252131C2 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ТРЕНИЯ | 2000 |
|
RU2174904C1 |
| СПОСОБ ФРИКЦИОННОГО ЛАТУНИРОВАНИЯ ПОВЕРХНОСТЕЙ ТРЕНИЯ | 2003 |
|
RU2258096C1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕСССА СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2278019C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРЕЦИЗИОННЫХ ПАР ТРЕНИЯ | 1999 |
|
RU2172664C1 |
| СПОСОБ СТРУЙНО-АБРАЗИВНОГО ФОРМООБРАЗОВАНИЯ СМАЗОЧНЫХ МИКРОКАРМАНОВ | 2002 |
|
RU2283213C2 |
| СТРУЙНО-АБРАЗИВНЫЙ СПОСОБ СОЗДАНИЯ НА ПОВЕРХНОСТИ ТРЕНИЯ СМАЗОЧНЫХ МИКРОКАРМАНОВ | 2002 |
|
RU2283212C2 |
| СПОСОБ ПОДГОТОВКИ ПРИТИРА К РАБОТЕ | 2003 |
|
RU2287421C2 |
| Способ финишной обработки поверхности трения | 2020 |
|
RU2729242C1 |
| ЗАПОРНЫЙ ОРГАН ДЛЯ ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2347126C1 |
Изобретение относится к финишной обработке и может быть использовано, например, для притирки конусных сопряжений бытовых газовых плит. Сопрягаемые детали выполняют из металлов разной твердости. На поверхности детали из более твердого материала разреженным потоком абразива образуют лунки площадью 80-90% от площади сопряжения. Одну из деталей сопряжения покрывают технологическим составом и производят притирку в условиях относительного вращательного движения с усилием, обеспечивающим процесс избирательного переноса более мягкого металла на поверхность и в лунки детали из более твердого металла. Такие действия исключают использование абразива для притирки, сокращают технологическое время и экономят цветные металлы. 2 ил.
Способ притирки герметичных сопряжений, при котором сопрягаемые детали прижимают друг к другу, одной из них сообщают вращательное движение, а другую устанавливают неподвижно, отличающийся тем, что сопрягаемые детали выполнены из металлов разной твердости, при этом одну из деталей сопряжения покрывают технологическим составом и производят притирку с усилием, обеспечивающим процесс избирательного переноса более мягкого металла на поверхность и в лунки детали из более твердого металла, при этом лунки получают разреженным потоком абразива, а их общая площадь равна 80...90% площади сопряжения.
| Способ взаимной притирки сопряжений | 1974 |
|
SU846235A1 |
| SU 1484608 A1, 07.06.1989 | |||
| Способ приработки поверхностей взаимносопряженных трущихся деталей машин | 1941 |
|
SU63702A1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ТРЕНИЯ | 2000 |
|
RU2174904C1 |
| Транспортное средство для перевозки грузов | 1987 |
|
SU1581617A1 |

