Предлагаемый пресс для изготовления небьющегося стекла, состоит из двух эластичных транспортерных лент, прижимаемых друг к другу в средней части жесткими звеньями, связанными также в бесконечные ленты, снабженные нажимными пружинящими роликами. Эти ролики могут обогреваться изнутри паром или горячей водой. Нижняя мягкая транспортерная лента может быть снабжена гнездами по форме прессуемого стекла.
На чертеже фиг. I схематического чертежа изображает пресс для изготовления небьющегося стекла; фиг. 2 - гнезда в мягких транспортерных лентах для изготовления самолетных козырьков, и фиг. 3-та же лента в разрезе.
В средней рабочей части пресса транспортерные ленты 1-1, мягкие и упругие проходят по системе расположенных внутри транспортеров I, 1 прессовых лент 2-2, состоящих из ряда отдельных жестких звеньев, связанных, как обычно, осями. Ленты 2 проходят по системе ведущих нажимных пружинящих роликов 3-4, при чем ролики 3-4 установлены в подвижных подщипниках, допускающих некоторое смещение в вертикальной плоскости и имеют нагрузку соответствующими силами Р, например, при помощи рессор, гидравлических цилиндров и г. п. известных способов. Нажимные ролики 3-4 могут быть, сделаны пустотелами и через них может циркулировать пар или горячая вода, если необходим подогрев пресса (фиг. I).
При работе пресса, заготовки стекла укладываются на выступающий конец нижней мягкой ленты, затем несколько прижимаются верхней мягкой лентой, потом проходят через рабочую часть пресса, подвергаются окончательной прессовке между пружинящими роликами 3-4 и подогреву за счет передачи тепла ведущих роликов через ленты, после чего выходят на второй выступающий конец нижней мягкой ленты, где и могут быть сняты с пресса в готовом виде.
При изготовлении на описанном прессе прямоугольных стандартных листов стекла, внещние ленты I-1 могут быть гладкие, хотя при небрежной укладке заготовок и возможны пороки в стекле на кромках, обычно отрезаемых при раскройке листов. В случае же изготовления готовых форматок стекла, не подвергающихся никакой дальнейщей обработке, целесообразно сделать в лентах I-I гнезда по форме стекла, чтобы обеспечить склейку по всей поверхности без всяких пороков (фиг. 2 и 3).
Предмет изобретения.
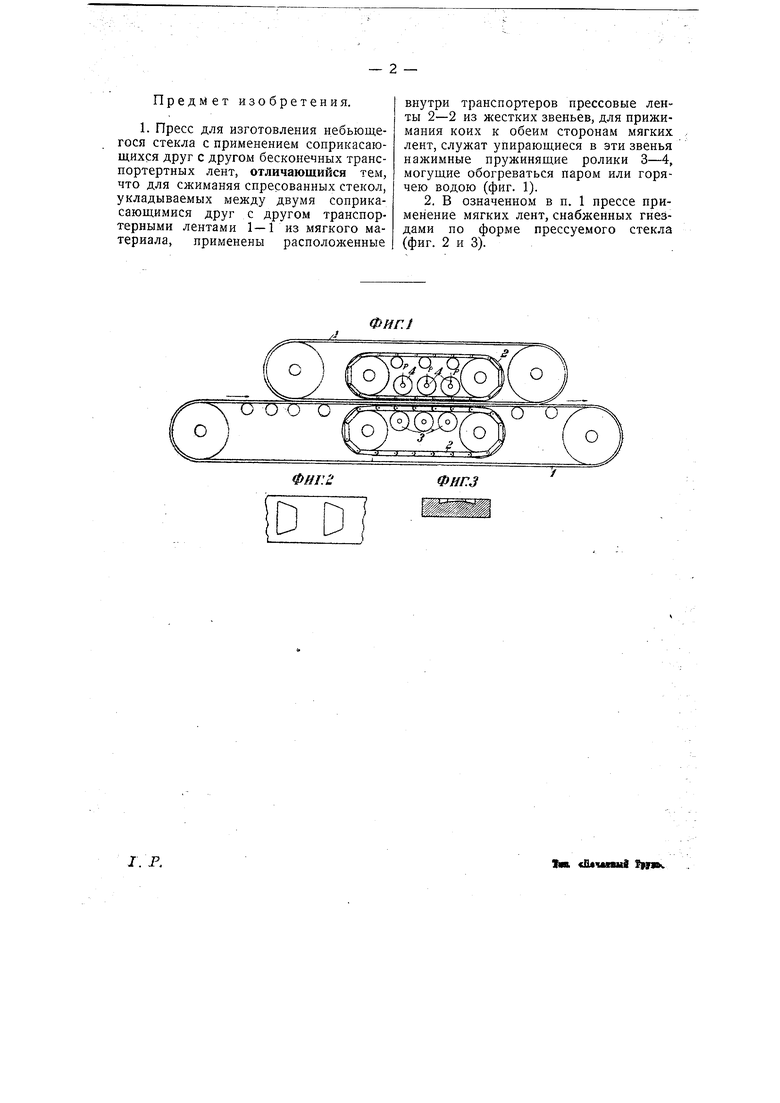
1. Пресс для изготовления небьющегося стекла с применением соприкасающихся друг с другом бесконечных транспортертных лент, отличающийся тем, что для сжиманяя спресованных стекол, укладываемых между двумя соприкасающимися друг с другом транспортерными лентами 1-1 из мягкого материала, применены расположенные
внутри транспортеров прессовые ленты 2-2 из жестких звеньев, для прижимания коих к обеим сторонам мягких лент, служат упирающиеся в эти звенья нажимные пружинящие ролики 3-4, могущие обогреваться паром или горячею водою (фиг. 1).
2. В означенном в п. 1 прессе применение мягких лент, снабженных гнездами по форме прессуемого стекла (фиг. 2 и 3).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для спрессовывания многослойных стекол изогнутой формы | 1930 |
|
SU25691A1 |
| Способ изготовления не бьющегося стекла | 1929 |
|
SU21357A1 |
| Способ изготовления изделий из пластмассы с усиливающими волокнами и устройство для его осуществления | 1986 |
|
SU1801091A3 |
| Способ изготовления светофильтров | 1930 |
|
SU25852A1 |
| Машина для мойки бутылок, тары и т.п. и обработки водными растворами металлоизделий | 1945 |
|
SU65941A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕРЕВА | 1933 |
|
SU38772A1 |
| Счетчик числа оборотов | 1930 |
|
SU24994A1 |
| Установка для изготовления многослойного стекла | 1983 |
|
SU1147700A1 |
| УСТАНОВКА ДЛЯ ГРАНУЛЯЦИИ И БРИКЕТИРОВАНИЯ НЕФТЕБИТУМОВ | 1966 |
|
SU183115A1 |
| Прессовая установка для производства древесно-волокнистых плит | 1982 |
|
SU1105535A1 |
и О и
Ф///:2
Фиг/
о и
моТоУбО/ о о
V
Фнгз

