S
хV ty
.ф фф
У////////////////7Л
/
сл
СП
Од сл
ющая с я тем, что, с целью рйсширения ассортимента выпускаемых плит, бесконечная сетка каждого этажа пресса имеет вставной участок сплошной ленты, равньсй длине обогреваемой плиты.
щаяся тем, что, с целью расширения ассортимента вьшускаемых плит, она имеет в каждом этаже пресса глянцевый лист, прикрепленный к обогреваемой плите, при этом бесконечная сетка расположена между плитой и листом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления волокнистых плит из волокнистой суспензии | 1989 |
|
SU1761480A1 |
| Линия изготовления древесных плит | 1990 |
|
SU1778000A1 |
| Способ изготовления твердых древесноволокнистых плит | 1986 |
|
SU1409706A1 |
| Способ изготовления древесно-волокнистых плит с рельефным рисунком | 1990 |
|
SU1721162A1 |
| Способ изготовления волокнистого материала | 1980 |
|
SU896142A1 |
| Линия изготовления древесно-волокнистых плит мокрым способом | 1986 |
|
SU1397295A1 |
| Формовочная конвейерная линия для изготовления и транспортировки формованных изделий из лигноцеллюлозных и целлюлозных частиц | 1980 |
|
SU963452A3 |
| Конвейерная линия для изготовления строительных изделий | 1984 |
|
SU1201137A1 |
| Устройство для изготовления древесноволокнистых плит | 1987 |
|
SU1445972A1 |
| Поточная линия для изготовления минераловатных или стекловатных плит | 1975 |
|
SU555014A1 |
1. ПРЕССОВАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДРЕВЕСНО-ВОЛОКНИСТЫХ ПЛИТ, содержащая многоэтажный пресс с обогреваемыми плитами, систему фильтрации, транспортирования и теплопередачи для каждого этажа пресса, загрузочную и разгрузочную этажерки с роликовыми конвейерами, о т л и ч а ю щ а я с я тем, что, с целью повышения эффективности производства за счет сокращения продолжительности цикла прессования, повышения качества плит и снижения теплозатрат, система фильтрации, транспортирования и теплопередачи каждого этажа пресса выполнена в виде охватьгеающей обогреваемую плиту бесконечной сетки с ведущим и (О натяжным валиками.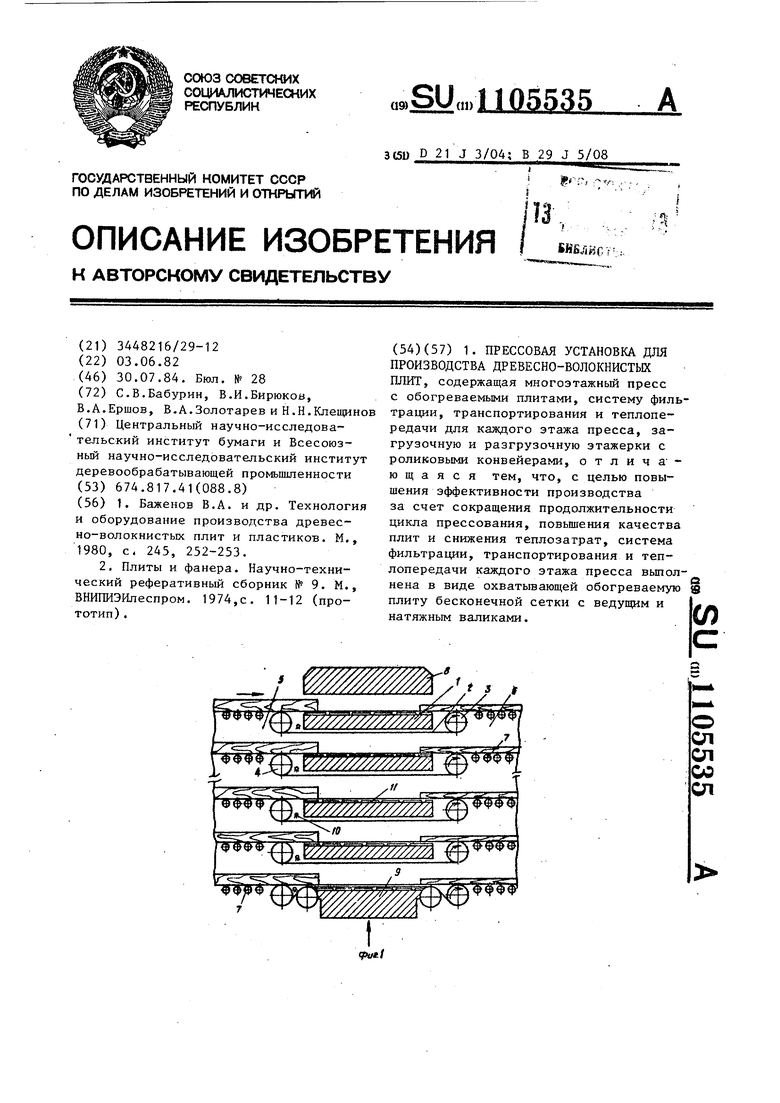
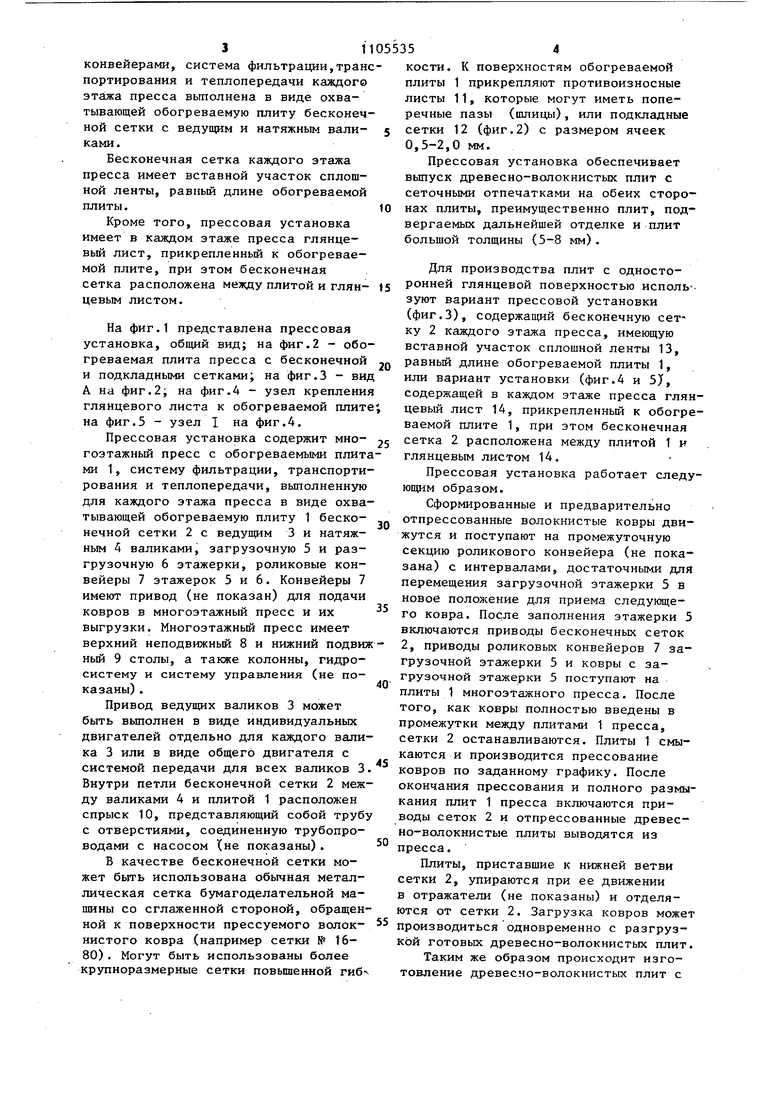
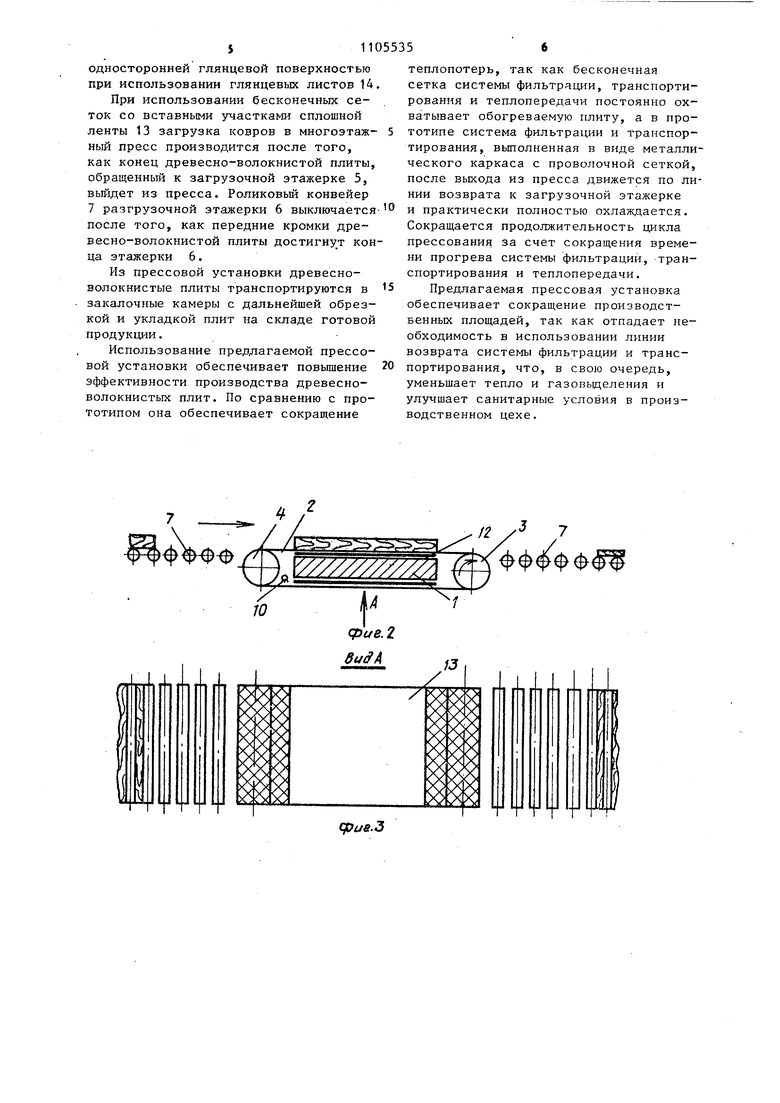
Изобретение относится к целлнхлозно-бумажной и деревообрабатывающей промьшшенности и может быть использовано для производства древесно-волокнистых плит и других листовьк волокнистых материалов по мокрому способу Известна прессовая установка для производства твердых и сверхтвердых дрзвесно-волокнистых плит мокрым способом, которая включает загрузочную и разгрузочную этажерки с загрузчиком д разгрузчиком -и загрузочным транспортером, многоэтажньш пресс, обогреваемые плиты которого снизу имеют под кладную сетку и сплошной глянцевый лист, и гидросистему. Система транспортирования и фильтрацрш каждого этажа прессовой установки выполнена в виде поддона, на которьй укладывает ся транспортная сетка. Волокнистьш ковер укладывается на сетку с поддоном на конвейере укладки, подается вместе с ними на загрузочную этажерку и далее толкателем в многоэтажный пресс, а после прессования удаляется разгрузчиком. Готовая плита отделяется от сетки и поддона на разгрузочном конвейере . Однако для осуществления производственного процесса необходима тра спортерная линия для возврата поддонов с сетками к узлу укладки плит на поддоны, которая вдвое увеличивает ширину линии на участке от конвейера переменной скорости до закалочной ка меры. Это значительно увеличивает ши рину пролета, в котором размещается линия для производства плит, и требуемые производственные площадки. Охлаждение поддонов и транспортных сеток на линии возврата приводит к увеличению затрат тепла на их нагрев в прессе и продолжительности операции прессования, ухудшаются санитарные условия в помещении. Наиболее близкой к предлагаемой является прессовая установка для производства древесно-волокнистых плит, содержащая многоэтажный пресс с обогреваемыми плитами, систему фильтрации, транспортирования и теплопередачи для каждого этажа пресса, загрузочную и разгрузочную этажерки с роликовыми конвейерами. Система фильтрации, транспортирования и теплопередачи прототипа выполнена в виде металлического каркаса, к которому крепится проволочная сетка. Такая система служит одновременно транспортньм листом и подкладной сеткой 2J. Недостатком прототипа является необходимость создания линии возврата сеточных каркасов после .отделения от них готовых плит к узлу укладки ковров. Технология производства плит на данной установке требует нагрева сеточных каркасов в процессе прессования плит. Кроме того, выделение тепла, газов и паров в процессе транспортирования каркасов с сетками по линии их возврата ухудшает санитарные условия работы в цехе и требует повьш енного воздухообмена в помещении. Целью изобретения является повьшзение эффективности производства за счет сокращения продолжительности цикла прессования, повышевшя качества плит и снижения теплозатрат. Указанная цель достигается тем, что в прессовой установке для производства древесно-волокнистых плит, содержащей многоэтажный пресс с обогреваемыми плитами, систему фильтрации, транспортирования и теплопередачи для каждого этажа пресса, загрузочную и разгрузочную этажерки с роликовыми конвейерами, система фильтрации,транс портирования и теплопередачи каждого этажа пресса выполнена в виде охватывающей обогреваемую плиту бесконечной сетки с ведущим и натяжным валиками. Бесконечная сетка каждого этажа пресса имеет вставной участок сплошной ленты, равный длине обогреваемой плиты. Кроме того, прессовая установка имеет в каждом этаже пресса глянцевый лист, прикрепленный к обогреваемой плите, при этом бесконечная сетка расположена между плитой и глянцевым листом. На фиг.1 представлена прессовая установка, общий вид; на фиг.2 - обо греваемая плита пресса с бесконечной и подкладными сетками; на фиг.З - ви А на фиг.2; на фиг.4 - узел креплени глянцевого листа к обогреваемой плит на фиг.5 - узел I на фиг.4. Прессовая установка содержит многоэтажный пресс с обогреваемыми плит ми 1, систему фильтрации, транспорти рования и теплопередачи, выполненную для каждого этажа пресса в виде охва тывающей обогреваемую плиту 1 бесконечной сетки 2 с ведущим 3 и натяжным 4 валиками, загрузочную 5 и разгрузочную 6 этажерки, роликовые конвейеры 7 этажерок 5 и 6. Конвейеры 7 имеют привод (не показан) для подачи ковров в многоэтажный пресс и их выгрузки. Многоэтажньш пресс имеет верхний неподвижный 8 и нижний подви ный 9 столы, а также колонны, гидросистему и систему управления (не показаны) . Привод ведущих валиков 3 может быть выполнен в виде индивидуальных двигателей отдельно для каждого вали ка 3 или в виде общего двигателя с системой передачи для всех валиков 3 Внутри петли бесконечной сетки 2 меж ду валиками 4 и плитой 1 расположен спрыск 10, представляющий собой труб с отверстиями, соединенную трубопроводами с насосом (не показаны) . В качестве бесконечной сетки может быть использована обычная металлическая сетка бумагоделательной мащины со сглаженной стороной, обращен ной к поверхности прессуемого волок нистого ковра (например сетки № 1680). Могут быть использованы более крупноразмерные сетки повьшенной гиб кости, к поверхностям обогреваемой плиты 1 прикрепляют противоизносные листы 11, которые могут иметь поперечные пазы (шлицы), или подкладные сетки 12 (фиг.2) с размером ячеек 0,5-2,0 мм. Прессовая установка обеспечивает выпуск древесно-волокнистых плит с сеточными отпечатками на обеих сторонах плиты, преимущественно плит, подвергаемых дальнейшей отделке и плит большой толщины (5-8 мм). Для производства плит с односторонней глянцевой поверхностью исполь-зуют вариант прессовой установки (фиг.З), содержащий бесконечную сетку 2 каждого этажа пресса, имеющую вставной участок сплошной ленты 13, равный длине обогреваемой плиты 1, или вариант установки (фиг.4 и 5J, содержащей в каждом этаже пресса глянцевый лист 14, прикрепленный к обогреваемой плите 1, при этом бесконечная сетка 2 расположена между плитой 1 и глянцевым листом 14. Прессовая установка работает следующим образом. Сформированные и предварительно отпрессованные волокнистые ковры движутся и поступают на промежуточную секцию роликового конвейера (не показана) с интервалами, достаточными для перемещения загрузочной этажерки 5 в новое положение для приема следующего ковра. После заполнения этажерки 5 включаются приводы бесконечных сеток 2, приводы роликовых конвейеров 7 загрузочной этажерки 5 и ковры с загрузочной этажерки 5 поступают на плиты 1 многоэтажного пресса. После того, как ковры полностью введены в промежутки между плитами 1 пресса, сетки 2 останавливаются. Плиты 1 смыкаются и производится прессование ковров по заданному графику. После окончания прессования и полного размыкания плит 1 пресса включаются приводы сеток 2 и отпрессованные древесно-волокнистые плиты выводятся из пресса. Плиты, приставшие к нижней ветви сетки 2, упираются при ее движении в отражатели (не показаны) и отделяются от сетки 2. Загрузка ковров может производиться одновременно с разгрузкой готовых древесно-волокнистых плит. Таким же образом происходит изготовление древесно-волокнистых плит с односторонней глянцевой поверхностью при использовании глянцевых листов 14 При использовании бесконечных сеток со вставными участками сплошной ленты 13 загрузка ковров в многоэтажный пресс производится после того, как конец древесно-волокнистой плиты, обращенный к загрузочной этажерке 5, вьшдет из пресса. Роликовый конвейер 7 разгрузочной этажерки 6 выключается после того, как передние кромки древесно-волокнистой плиты достигну т кон ца этажерки 6. Из прессовой установки древесноволокнистые плиты транспортируются в закалочные камеры с дальнейшей обрезкой и укладкой плит на складе готовой продукции, Использование предлагаемой прессовой установки обеспечивает повышение эффективности производства древесноволокнистых плит. По сравнению с прототипом она обеспечивает сокращение теплопотерь, так как бесконечная сетка системы фильтрации, транспортирования и теплопередачи постоянно охватывает обогреваемую плиту, а в прототипе система фильтрации и транспортирования, вьшолненная в виде металлического каркаса с проволочной сеткой, после выхода из пресса движется по линии возврата к загрузочной этажерке и практически полностью охлаждается. Сокращается продолжительность цикла прессования за счет сокращения времени прогрева системы фильтрации, транспортирования и теплопередачи. Предлагаемая прессовая установка обеспечивает сокращение производственных площадей, так как отпадает необходимость в использовании линии возврата системы фильтрации и транспортирования, что, в свою очередь, уменьшает тепло и газовыделения и улучшает санитарные условия в производственном цехе.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Баженов В.А | |||
| и др | |||
| Технология и оборудование производства древесно-волокнистых плит и пластиков | |||
| М., 1980, с | |||
| Льночесальная машина | 1923 |
|
SU245A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Плиты и фанера | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| М., ВНИПИЭИлеспром | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
