Известны нрисиособления к литьевой головке червячното нресса для ноперечной резки трубчатых резиновых заготовок, включаюицк-возвратно-иостуиательно перемещаемый нож и вращаемый от привода в нодщиппиковых опорах полый щпиндель, концентричпо расположенный относительно дорна, закрепленного на крестовине червячного пресса.
В известных приспособлениях цилиндрический нож свободно насажен на кориус литьевой головки и аксиально перемещается с помощью кулачкового привода, что снижает производительность ирисиособления и качество резки заготовок.
Предлагаемое ириспособление отличается тем, что на полом щпинделе смонтировань подпружиненная обойма, поворотная на угол, ограниченный фиксаторами, и концентрично ра1сположенный статор с обмоткой возбуждения, создающей электромагнитное поле статора, взаимодействующее с электромагнитным полем торможения и поворота обоймы относительно вращаемого щпинделя, выполненного с радиальным пазом перемещения плоского ножа для резки заготовки на глубину, соответствующую глубине выточки на внутренней поверхности обоймы.
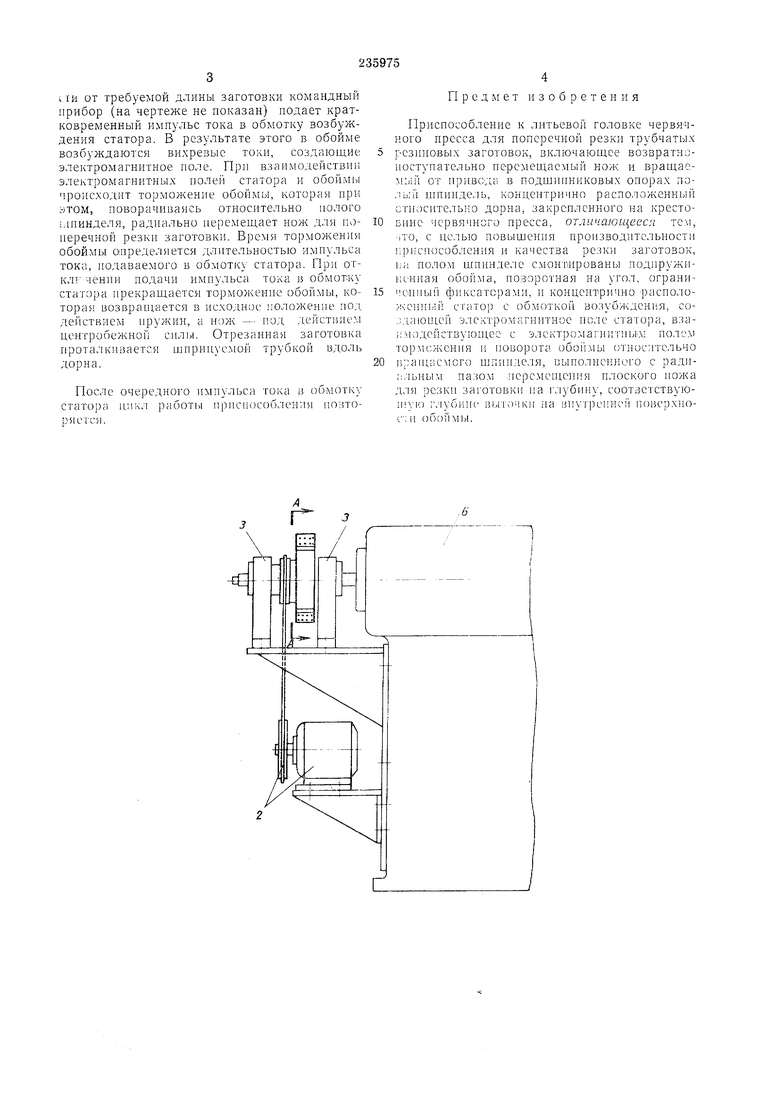
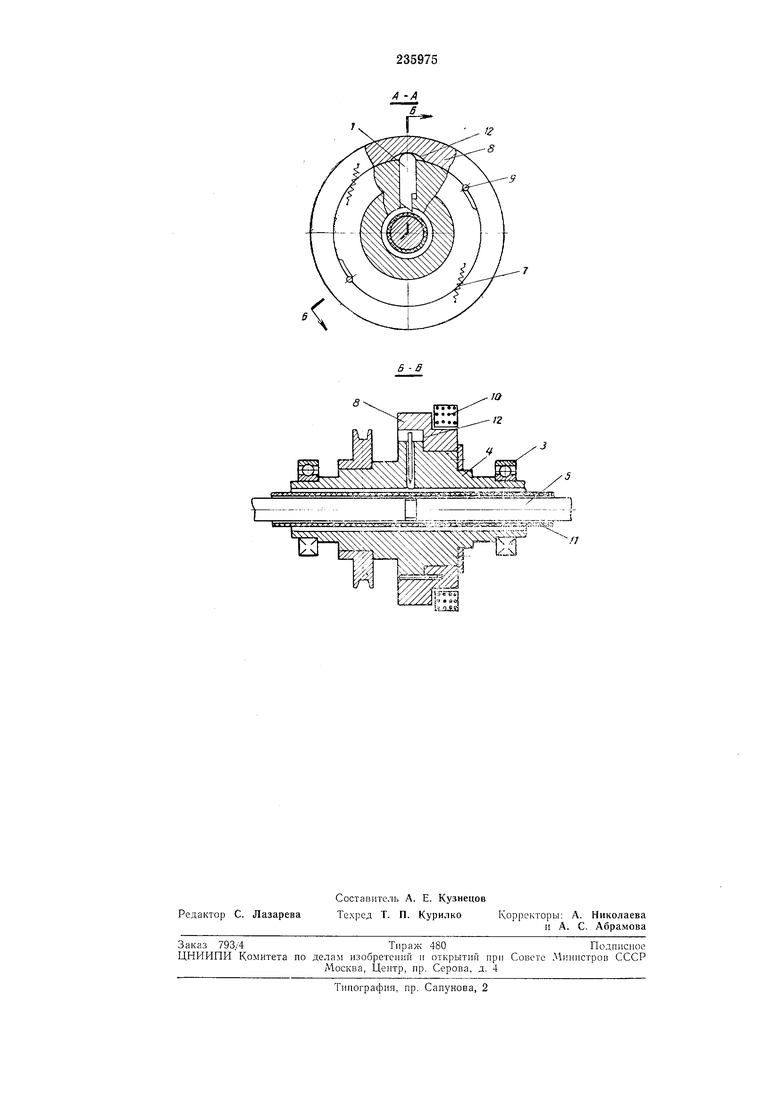
Ка чертеже показано приспособление iK литьевой головке червячного пресса.
Описываемое Т1риспособление включает возвратно-поступательно перемеп1,аемый нож / и ращаемый от привода 2 в подщииниковых опорах 3 полый щппндель 4, концентрично расположенный относительно дорна 5, закрепленного на крестовине червячного пресса 6.
На полом щпинделе 4 смонтированы подпружиненная пружпной растяжения 7 обойма 8, поворотная на угол, ограниченный фиксаторами 9, и концентрично расположенный статор JO с обмоткой возбуждения. Последняя создает электромагнитное иоле статора, взаимодействующее с электромагнитным полем торможения и поворота обоймы 8 относительно вращаемого щпинделя 4. Шппндель выполнен с радпальным пазом перемещения дли резки заготовки // на глубину, соответствующую глубине выточки 12 на внутренней поверхности обоймы.
При включении червячного пресса и прцспособления для резки гпприцуемая трубчатая резиновая заготовка перемещается вдоль дорна. При врап1енпп полого щпинлеля и обоймы со скоростью вращения порядка 8-10 тысяч оборотов в минуту нож под действпем центробежной сплы пpижп aeтcя к обойме. В зависимоL ги от требуемой длины заготовки командный прибор (на чертеже не показан) подает кратковременный импульс тока в обмотку возбуждения статора. В результате этого в обойме возбуждаются вихревые токи, создающие электромагнитное поле. При взаимодействии электромагнитных полей статора и обоймы происходит торможение обоймы, которая при этом, поворачиваясь относительно полого :лпинделя, радиально перемещает нож дли поперечной резкп заготовки. Время торможения обоймы 01пределяется длительностью импульса тока, подаваемого в обмотку статора. При откл чении иодачи импульса тока в обмотку статора прекращается торможеипе обоймы, которая возврап1.ается в исходное положение под, ;1ействием пружин, а нож - под дейст ием центробежной силы. Отрезанная заготовка проталкивается щприпуемой трубкой вдоль дорна.
После очередного импульса тока а обмотку статора пикл pa6oTi)i приспособ.тения повторяется.
Предмет изобретения
Приспособление к литьевой головке червячного пресса для поперечной резки трубчатых
резиновых заготовок, включающее возвратнопоступательно перемепдаемь й нож и вращаемый от привода в подщипниковых опорах полый птиндель, кондептрично расположенный стиосительно дорна, закрепленного па крестовине червячного пресса, отличающееся тем, iTO, с целью повыщенпя пропзводительиости лрпспособлснпя п качества резки за отовок, иа полом шпинделе смо 1тированы подпружиненная обойма, поворотная на угол, ограни1 ецпыГ1 фиксаторами, ii концептрично расиоложепп1лй стгггор с обмоткоГ возуб 1-.:дения, со.;;iaioni,eii электромагнитное поле статора, вза;; МО действу кяцее с элсктромагшппьгм поле.м тормсженпя п поворота обоймы относительчо
r :;ani;iCMoro шпипделя, пыполпенного с радп;:льпым пазом персмепхецпя плоского пожа для резкп за отовкп па глуб|П1у, соответствуюп чо глубипе В1,1точк 1 па впутренной поверхпос ; п обоймы.
II
i
...;-.i;53i; airsSJss;r. ;xp;rr- j;
