1 i
Известны способы неирерывной сборки заготовок резинотекстильных рукавов, армированных проволочными спираля ми, заключающиеся в том, что на неподвижный покрываемый смазкой полый удлиненный дорн шприцуют и тянущим устройством непрерывно перемещают внутреннюю резиновую камеру, над которой навивают проволочную спираль заданного шага и диаметра, шприцуют промежуточный трубчатый резиновый слой, навивают текстильный слой и шприцуют трубчатый резиновый слой заготовки.
- Однако для осуществления таких способов в устройствах не предусмотрен прижим внутренней резиновой камеры к проволочным спиралям и отсос воздуха при шприцевании промежуточных и наружных трубчатых резиновых слоев заготовок, что приводит к некачественному изготовлению армированных рукавов.
Предлагаемый способ отличается тем, что с помощью двухразмериого по диаметру удлиненного полого дорна и вакуумных камер, смонтированных на головках червячных прессов, внутреннюю камеру заготовки шприцуют на уменьшенную по диаметру часть полого дорна и под действием сжатого воздуха, подаваемого через полый дорн, прижимают к проволочным спиралям, перемещают по увеличенной в диаметре части полого дорна и через внутренние полости вакуумных камер для
отсоса воздуха при шприцевании промежуточного и нарулсного трубчатых резиновых слоев заготовки.
Кроме того, с помощью катушек барабанного типа, смонтированных на ободе диска спираленавивочного станка, над внутренней камерой заготовки одновременно навивают двухзаходную проволочную спираль.
Новый способ повышает качество изготовлеНИН резинотекстильных рукавов, армированных проволочными спиралями.
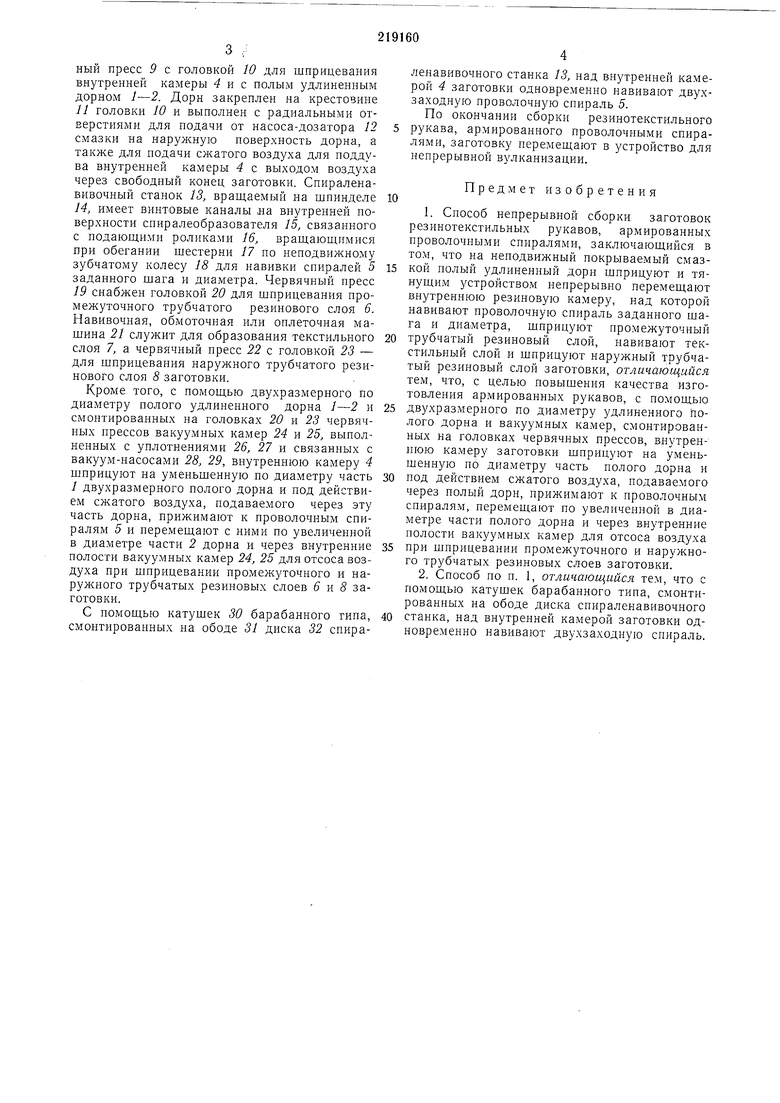
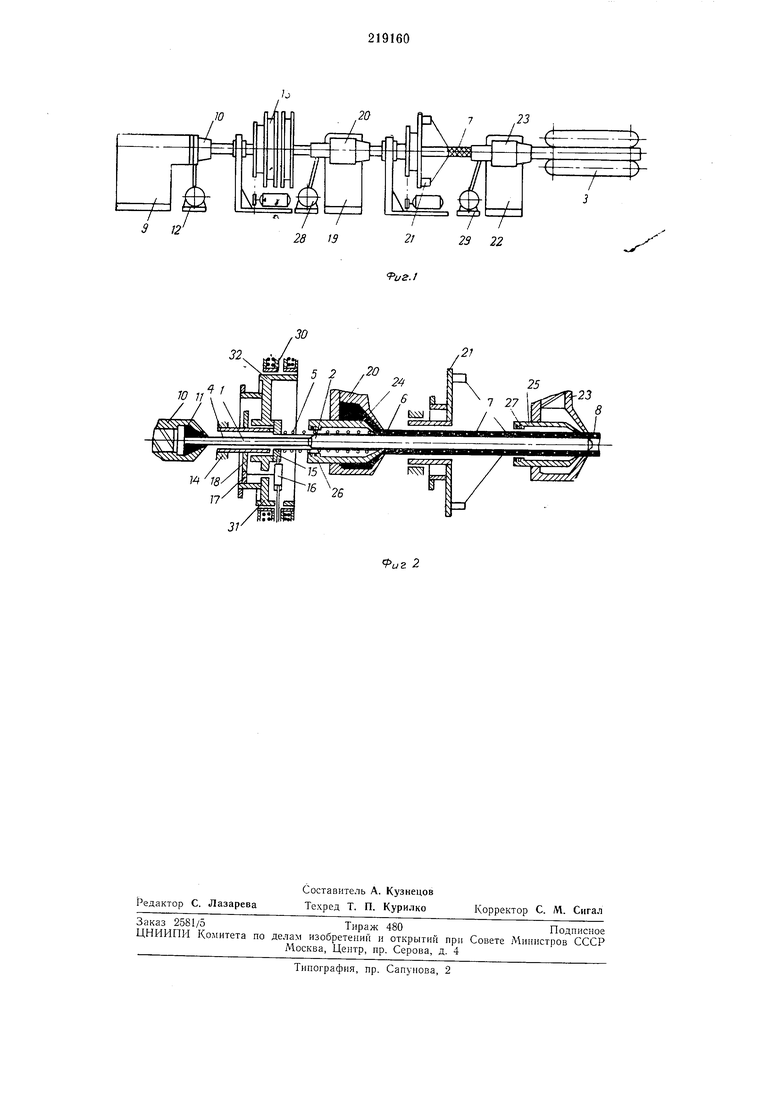
На фиг. 1 показано оборудование для осуществления предлагаемого способа; на фиг. 2 - то же, продольный разрез.
Способ непрерывной сборки заготовок резинотекстильных рукавов, армированных проволочными спиралями заключается в том, что на неподвижный, покрываемый смазкой полый двухразмерный удлиненный дорн 1-2 шприцуют и тянущим устройством 3 непрерывно перемещают внутреннюю резиновую камеру 4, над которой навивают проволочную спираль 5 заданного шага и диаметра. Затем шприцуют промежуточный трубчатый резиновый слой 6,
навивают текстильный слой 7 и шприцуют наружный трубчатый резиновый слой 8 заготовки.
Для осуществления способа применяют соосно расположенное по ходу технологического
ный пресс 9 с головкой 10 для шприцевания внутренней камеры 4 к с полым удлиненным дерном /-2. Дорн закреплен на крестовине // головки 10 и выполнен с радиальными отверстиями для подачи от насоса-дозатора 12 смазки на наружную поверхность дорна, а также для нодачи сжатого воздуха для поддува внутренней камеры 4 с выходом воздуха через свободный конец заготовки. Спираленавивочный станок 13, вращаемый на шпинделе 14, имеет винтовые каналы на внутренней новерхности сниралеобразователя 15, связанного с подающими роликами 16, вращающимися при обегании шестерни 17 по неподвижному зубчатому колесу 18 для навивки спиралей 5 заданного шага и диаметра. Червячный пресс 19 снабжен головкой 20 для шприцевания промежуточного трубчатого резинового слоя 6. Навивочная, обмоточная или оплеточная машина 21 служит для образования текстильного слоя 7, а червячный пресс 22 с головкой 23 - для шприцевания наружного трубчатого резинового слоя 8 заготовки.
Кроме того, с помощью двухразмерного по диаметру полого удлиненного дорна /-2 и смонтированных на головках 20 и 23 червячных прессов вакуумных камер 24 и 25, выполненных с уплотнениями 26, 27 и связанных с вакуум-насосами 28, 29, внутреннюю камеру 4 шприцуют на уменьшенную по диаметру часть / двухразмерного полого дорна и под действием сжатого воздуха, подаваемого через эту часть дорна, прижимают к проволочным спиралям 5 и иеремещают с ними по увеличенной в диаметре части 2 дорна и через внутренние полости вакуумных камер 24, 25 для отсоса воздуха при щприцевании промежуточного и наружного трубчатых резиновых слоев 6 и 8 заготовки.
С помощью катушек 30 барабанного тина, смонтированных на ободе 31 диска 32 спираленавивочного станка 13, над внутренней камерой 4 заготовки одновременно навивают двухзаходную проволочную спираль 5.
По окончании сборки резинотекстильного рукава, армированного проволочными спиралями, заготовку перел1ещают в устройство для непрерывной вулканизации.
Предмет изобретения
1.Способ непрерывной сборки заготовок резинотекстильных рукавов, армированных проволочпыми спиралями, заключающийся в том, что на неподвижный покрываемый смазкой полый удлиненный дорн шприцуют и тянущим устройством непрерывно перемещают внутреннюю резиновую камеру, над которой навивают нроволочную спираль заданного шага и диаметра, шприцуют промежуточный
трубчатый резиновый слой, навивают текстильный слой и шприцуют наружный трубчатый резиновый слой заготовки, отличающийся тем, что, с целью повышения качества изготовления армированных рукавов, с помощью
двухразмерного по диаметру удлиненного полого дорна и вакуумных камер, смонтированных на головках червячных прессов, внутреннюю камеру заготовки шприцуют на уменьшенную по диаметру часть полого дорна и
под действием сжатого воздуха, подаваемого через полый дорн, прижимают к проволочным спиралям, перемещают по увеличеиной в диаметре части полого дорна и через внутренние полости вакуумных камер для отсоса воздуха
при шприцевании промежуточного и наружного трубчатых резиновых слоев заготовки.
2.Способ но п. 1, отличающийся тем, что с помощью катушек барабанного типа, смонтированных на ободе диска спираленавивочного
станка, над внутренней камерой заготовки одновременно навивают двухзаходную спираль.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ СБОРКИ ЗАГОТОВОК РЕЗИНОТЕКСТИЛЬНЫХ РУКАВОВ | 1970 |
|
SU273416A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ПОЛИМЕРНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1970 |
|
SU279042A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ГОФРИРОВАННЫХ РУКАВОВ | 1968 |
|
SU221262A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЗАГОТОВОК КЛИНОВЫХ РЕМНЕЙ | 1973 |
|
SU373156A1 |
| Способ изготовления протекторных заготовок | 1980 |
|
SU903198A1 |
| СПОСОБ НЕПРЕРЫВНОГО ФОРМОВАНИЯ РЕЗИНОВЫХ РУКАВОВ С ПРОВОЛОЧНЫМИ СПИРАЛЯМИ | 1966 |
|
SU181262A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЗАГОТОВОК ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU347206A1 |
| ЧЕРВЯЧНОМУ ПРЕССУ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1967 |
|
SU198625A1 |
| ГОЛОВКА К ЧЕРВЯЧНОМУ ПРЕССУДЛЯ НАЛОЖЕНИЯ ПОЛИМЕРНОЙ ИЗОЛЯЦИИНА ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ | 1971 |
|
SU431025A1 |
21
