Известны способы непрерывной сборки заготовок резинотекстильных рукавов, например армированных проволочными спиралями, заключающиеся в том, что на неподвижный покрываемый смазкой полый удлиненный дорн шприцуют и тянущим устройством непрерывно перемещают внутреннюю резиновую камеру, на которую навивают спирали нитей или лент заданного шага, шприцуют промежуточный резиновый слой, навивают второй слой нитей или лент и шприцуют наружный трубчатый резиновый слой заготовки (основное авт. св. № 219160).
Для осуществления известных способов сборки заготовок, а также и предлагаемого применено горизонтально или вертикально установленное и соосно расположенное в основном известное следующее оборудование: червячный пресс с прямой или Г-образной головками для шприцевания внутренней рези-новой камеры заготовки; полый удлиненный двухразмерный по днаметру дорн, консольно закрепленный в крестовине головки червячного пресса и выполненный с радиальными и осевыми отверстиями для подачи от насоса-дозатора смазки на наружную поверхность Дорна; обмоточные и навивочные машины для образования силовых слоев каркаса заготовки, обмотки или навивки с заданным шагом и в противоположных направлениях текстильных лент или нитей; червячный пресс или другое приспособление для нанесения промежуточного слоя между силовыми слоями; вакуумные камеры для отвода от дорна внутренней резиновой камеры и уплотнения слоев заготовки рукава.
В известных способах не предусмотрено применение двухразмерного по диаметру дорна, выполненного с кольцевым выступом, располол енным в непосредственной близости от формующей головки пресса, и с продольным рифлением в зонах наведения силовых слоев каркаса заготовки; мундштука, выполненного с радиальными отверстиями для введения
продольных армирующих нитей в стенку внутренней резиновой камеры и с прорезями для профилирования наружных продольных ребер, Б которые врезаются и фиксируются навиваемые на резиновую камеру нити; форсунок, радиально расположенных в кольцевой герметичной выполненной с шлотнениями камере, связанной с удлиненной вакуумной сушильной камерой. Поэтому известные способы сборки заготовок не обеспечивают бесперебойную и качественную сборку заготовок резинотекстильных рукавов, не армированных проволочными спиралями.
шприцуют на кольцевой выступ удлиненного дорна, при этом вводят в стенку внутренней резиновой камеры продольные армирующие нити и профилируют с наружными продольными ребрами для фиксации на них нитей силового слоя, который покрывают из форсунок промежуточным клеевым слоем и сушат в удлиненной вакуумной камере.
Описываемый способ обеспечит бесперебойную и качественную сборку заготовок резинотекстильных рукавов, не армированных проволочными спиралями, за счет сборки заготовки с заданным внутренним диаметром, надежной фиксации и адгезии навиваемых на внутреннюю камеру нитей силового слоя заготовки, перемешаемой по дорну с небольшим усилием и постоянной скоростью при разной скорости шприцевания внутренней камеры.
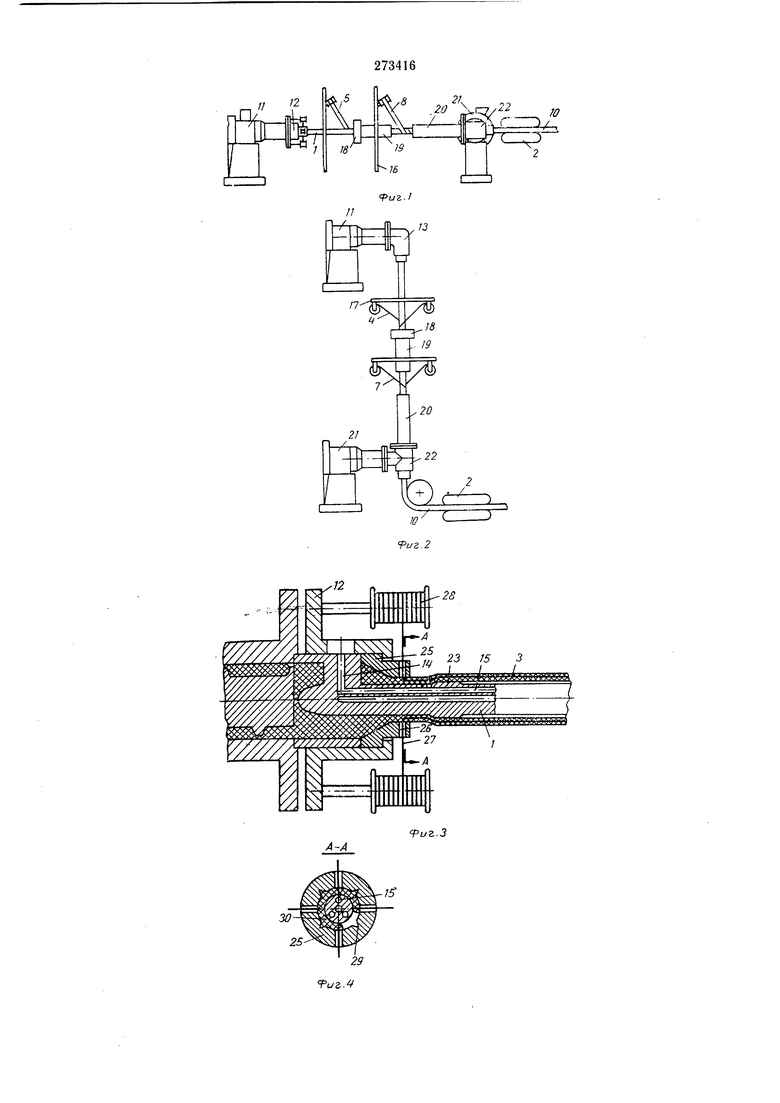
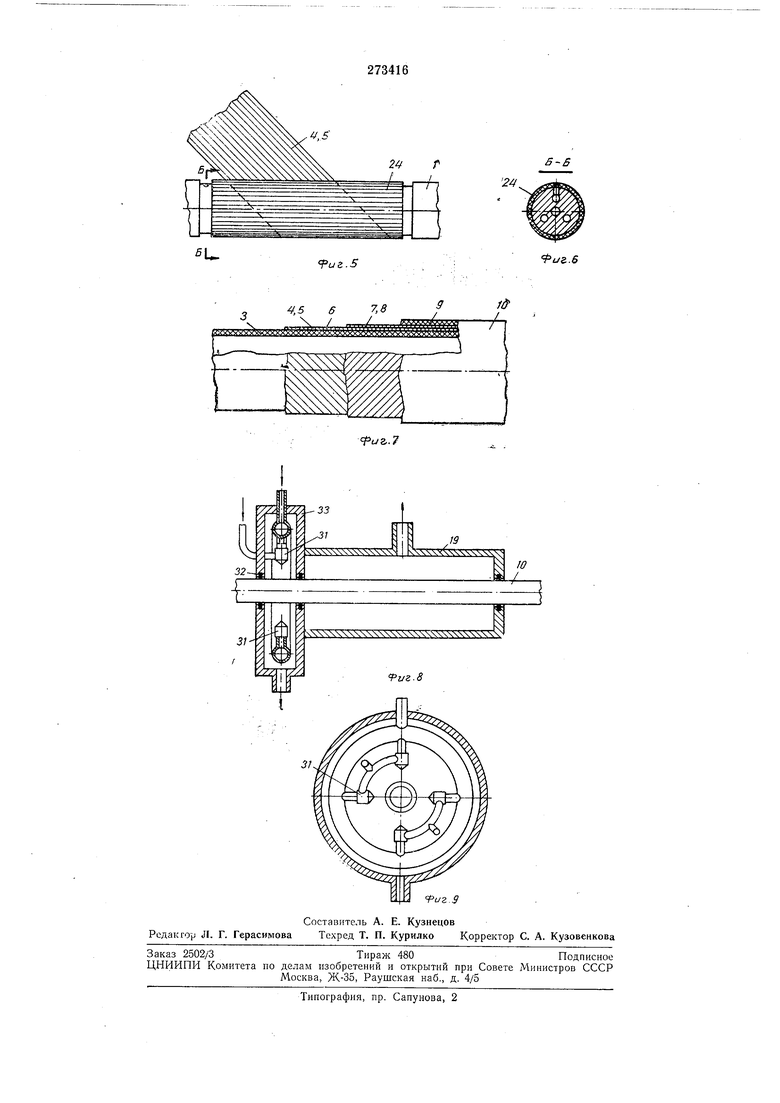
На фиг. 1 и 2 показаны Схемы горизонтального и вертикального расположения оборудования для осуществления предлагаемого способа; на фиг. 3 - продольный разрез формующей головки червячного пресса с частичным разрезом двухразмерного дорна; на фиг. 4 - попереч;ное сечение мундштука, разрез по А-А на фиг. 3; на фиг. 5 -участок дорна с продольным рифлением; на фиг. 6 - поперечное сечение дорна, разрез по Б-Б на фиг. 5; на фиг. 7 - частичный продольный разрез заготовки рукава; на фиг. 8 - продольный разрез кольцевой камеры с форсунками и вакуумной сушильной камеры; на фиг. 9 - поперечное сечение кольцевой камеры с форсунками.
Способ непрерывной сборки заготовок резинотекстильных рукавов заключается в том, что на неподвижный, покрываемый смазкой полый удлиненный двухразмерный по диаметру дорн / шприцуют и тянущим устройством 2 непрерывно перемешают внутреннюю резиновую камеру сЗ, на которую навивают спирали нитей 4 или лент 5 заданного шага, шприцуют промежуточный резиновый слой 6, навивают второй слой нитей 7 или лент 8 и шпрнцуют наружный резиновый слой 5 заготовки 10.
Для осуществления известных способов сборки заготовок, а также предлагаемого способа применено горизонтально или вертикально установленное и соосно расположенное в основном известное следующее оборудование: червяч|ный пресс // с прямой или Г-образной головками 12 или 13 для шприцевания внутренней резиновой камеры 3 заготовки 10; полый удлиненный двухразмерный по диаметру дорн, консольно закрепленный на крестовине головки 12 или 13 червячного пресса и выполненный с радиальными и осевыми отверстиями 14 и 15 для подачи от насоса дозатора смазки к наружной поверхности дорна; обмоточные :мащи«ы 16 или навивоч ные машины 17 для образования силовых слоев каркаса заготовки 10, обмоткой или навивкой с заданным шагом и в противоположных направлениях текстильных лент 5 или нитей 4; червячный пресс или другое приспособление 18 для нанесения промежуточного резинового слоя 6, например между силовыми слоями- лентами 5 и 8; вакуумные камеры 19 и 20 для отвода от дорна резиновой камеры 3 и уплотнения слоев, а также наружного резинового слоя 9, шприцуемого червячным прессом 21 с помошью Т-образной головки 22.
По предлагаемому способу, кроме того, применено в основном известное следуюшее оборудование: двухразмерный по диаметру дорн, выполненный с кольцевым выступом 23, распололсенньш в непосредственной близости от формующей части головок 12 или 13 пресса 11, и с продольными рифлениями 24 в зонах наведения силовых слоев каркаса заготовки; мундштук 25, выполненный с радиальными отверстиями 26 для введения армирующих нитей 27 от шпулей 28 в стенку внутренней камеры 3, и с прорезями 29 для профилирования на резиновой камере 3 продольных наружных ребер 30, в которые врезаются
и фиксируются навиваемые на камеру 3 нити 4; форсунки 31, радиально расположенные в кольцевой герметичной камере 33, выпол- ненной с уплотнениями 32 и связанной с удлиненной вакуумной камерой 19.
Способ сборки резинотекстильных заготовок рукавов состоит в том, что внутреннюю камеру заготовки шприцуют на кольцевой выступ 23 удлиненного дорна, при этом вводят в стенку внутренней резиновой камеры 3
продольные армирующие нити 27 и профилируют с наружными продольными ребрами 30 для фиксации на них нитей 4 силового слоя, который покрывают из форсунок клеевым слоем 6 и сушат в удлиненной вакуумной камере 19.
После этого навивают по известному способу текстильный слой нитей 7 или лент 8 и при перемешении через вакуумную камеру шприцуют наружный резиновый слой 9, затем, после окончания сборки, заготовку рукава перемешают в устройство для непрерывной вулканизации.
Предмет изобретения
Способ непрерывной сборки заготовок резинотекстильных рукавов, например армированных проволочными спиралями, по авт. св. № 219160, отличающийся тем, что, с целью обеспечения бесперебойной и качественной
оборки заготовок резинотекстильных рукавов, не армированных проволочными спиралями, внутреннюю резиновую камеру заготовки щприцуют на кольцевой выступ удлиненного дорна, при этом в стенку внутренней камеры
вводят продольные армирующие нити и профилируют с наружными продольными ребрами для фиксации на них нитей силового слоя, который покрывают из форсунок промежуточным клеевым слоем и сушат в удлиненной
.J D4МпУ
23 /5 3
I I I
Ш ////// ,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ СБОРКИ ЗАГОТОВОК РЕЗИНО- | 1968 |
|
SU219160A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЗАГОТОВОК КЛИНОВЫХ РЕМНЕЙ | 1973 |
|
SU373156A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ГОФРИРОВАННЫХ РУКАВОВ | 1968 |
|
SU221262A1 |
| Способ изготовления протекторных заготовок | 1980 |
|
SU903198A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ПОЛИМЕРНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1970 |
|
SU279042A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВЫХ РУКАВОВ С ПРОВОЛОЧНЫМИ СПИРАЛЯМИ | 1972 |
|
SU356158A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДЪЕМНОЙ ПОДУШКИ | 2019 |
|
RU2738113C1 |
| Установка для сборки рукавов | 1979 |
|
SU912533A1 |
| ПРИСПОСОБЛЕНИЕ К ГОЛОВКЕ ЧЕРВЯЧНОГО ПРЕССА ДЛЯ ИЗГОТОВЛЕНИЯ ШТУЧНЫХ ПОЛИМЕРНЫХ ЗАГОТОВОК | 1967 |
|
SU204537A1 |
5U
fuz.S
s-s
2 r
fI
Риг..6
-33
;
3219
sNXSXXSSXNXNXV
