Известны установки для изготовления трубчатых заготовок из полимерных материалов, например из резины, содержащие литьевой червячный пресс с головкой, снабженной дорном и средствами для калибровки, водяного и воздушного охлаждения с подпрессовкой и воздушной смазкой шприцуемой заготовки, навивочные машины с бобинами для намотки силовых слоев каркаса заготовки и механизмы для протягивания и резки заготовки.
В известных установках стационарное крепление навивочных машин, а также механизмов для протягивания и резки шприцуемой заготовки с применением одной пары приводных протягивающих роликов не обеспечивает непрерывного и качественного изготовления трубчатых заготовок клиновых ремней и синхронной работы всех устройств этих установок.
Цель изобретения - непрерывное и качественное изготовление трубчатых заготовок клиновых ремней с обеспечением синхронной работы установки, например, при установке бобин.
Для этого навивочньш машины и механизм резки заготовок смонтированы на горизонтальных направляющих для возвратно-поступательного перемещения от приводов посредством реечно-зубчатых передач.
что механизм для протягивания заготовки выполнен в виде попарно установленных в одной плоскости прижимных подпружиненных роликов, смонтированных на свободном конце дорна головки пресса, и приводных роликов, вращающихся от привода, взаимодействующих с прижимными роликами при протягивании и продольной вытяжке заготовки, и устанавливающихся в вертикальных направляющих на межосевое расстояние, соответствующее диаметру изготовляемой заготовки.
Такая установка обеспечивает непрерывное и качественное изготовление трубчатых заготовок клиновых ремней; уменьшение высоты
профиля клиновых ремней и тем самым повышение их гибкости в продольном направлении за счет увеличения поперечной жесткости слоя при продольной вытяжке изготовляемой трубчатой заготовки; ликвидацию
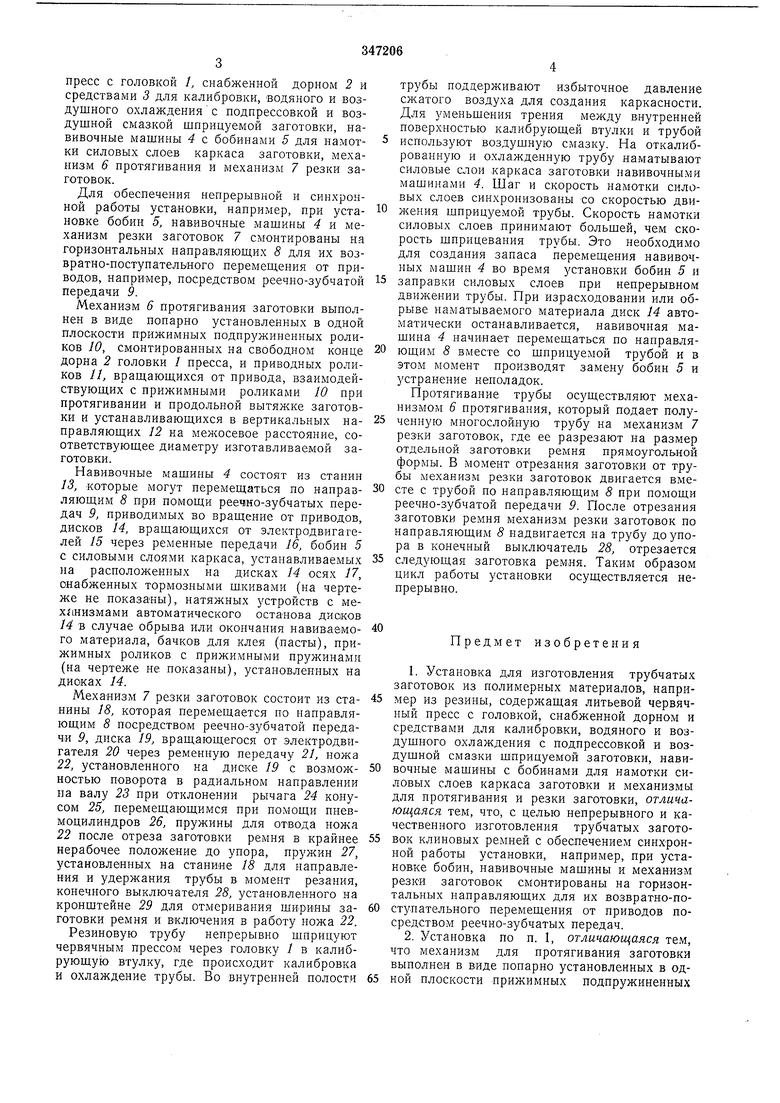
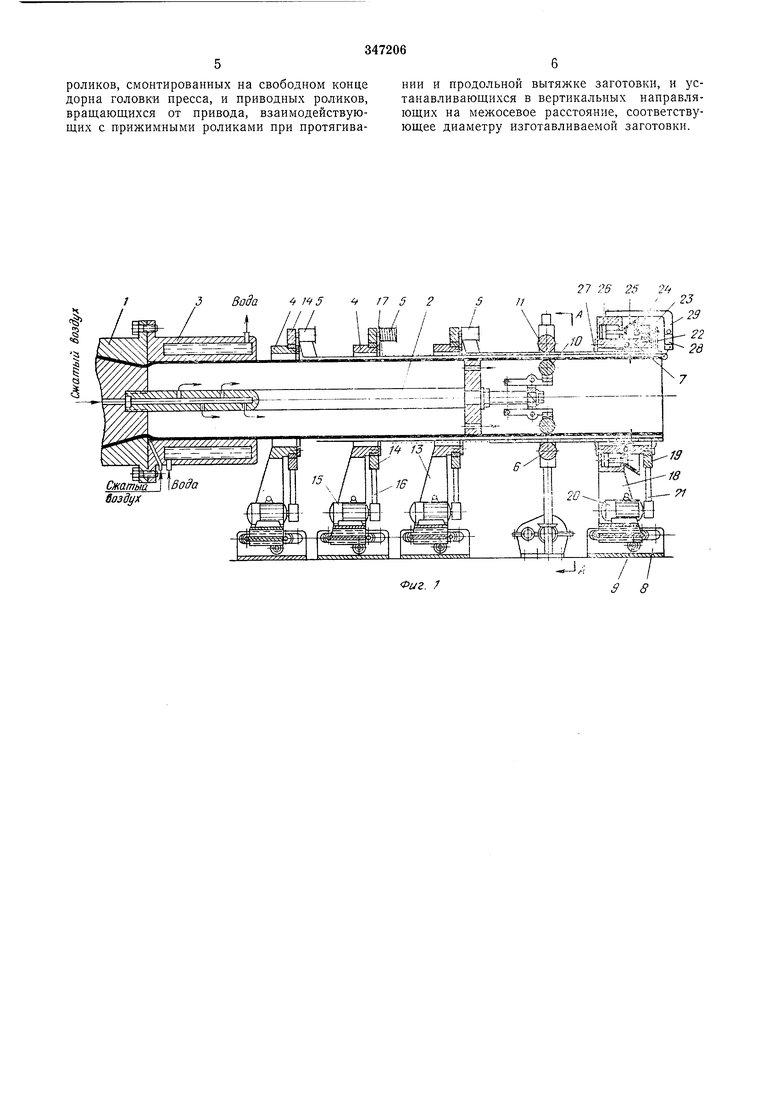
кромочных отходов, образующихся при резке викеля, так как отрезной механизм производит обрезку на размер отдельной заготовки ремня. На фиг. 1 показана предлагаемая установка, продольный разрез; на фиг. 2 - разрез по А - Л на фиг. 1; на фиг. 3 - разрез по - Б на фиг. 1. 3 пресс с головкой /, снабженной дорном 2 и средствами 5 для калибровки, водяного и воздушного охлаждения с подпрессовкой и воздушной смазкой шприцуемой заготовки, навивочные машины 4 с бобинами 5 для памотки силовых слоев каркаса заготовки, механизм 6 протягивания и механизм 7 резки заготовок. Для обеспечения непрерывной и синхронной работы установки, например, при уста-Ю новке бобин 5, навивочные машины 4 и механизм резки заготовок 7 смонтированы на горизонтальных направляюших 5 для их возвратно-поступательного перемещения от приводов, например, посредством реечно-зубчатой15 передачи 9. Механизм 6 протягивания заготовки выполнен в виде попарно установленных в одной плоскости прижимных подпружиненных роликов JO, смонтированных на свободном конце20 дорна 2 головки / пресса, и приводных роликов //, вращаюшихся от привода, взаимодействующих с прижимными роликами 10 при протягивании и продольной вытяжке заготовки и устанавливаюшихся в вертикальных на-25 правляюших 12 на межосевое расстояние, соответствующее диаметру изготавливаемой заготовки. Навивочные машины 4 состоят из станин 13, которые могут перемещаться по направ-30 ляюшим 8 при помощи реечио-зубчатых передач 9, приводимых во врашение от приводов, дисков 14, врашающихся от электродвигателей 15 через ременные передачи 16, бобин 5 с силовыми слоями каркаса, устанавливаемых35 па расположенных на дисках 14 осях 17, онабженных тормозными ш.кивами (на чертеже не показаны), натяжных устройств с мехг1низмами автоматического останова дноков 14 в случае обрыва или окончания навиваемо-40 го материала, бачков для клея (пасты), прижимных роликов с прижимными пружинами (на чертеже не показаны), установленных на дисках 14. Механизм 7 резки заготовок состоит из ста-45 нины 18, которая перемещается по направляющим 8 посредством реечно-зубчатой передачи 9, диска 19, вращающегося от электродвигателя 20 через ременную передачу 21, ножа 22, установленного на диске 19 с возмож-50 ностью поворота в радиальном направлении на валу 23 при отклонении рычага 24 конусом 25, перемешающимся при помощи пневмоцилиндров 26, пружины для отвода ножа 22 после отреза заготовки ремня в крайнее55 нерабочее положение до упора, пружин 27, установленных на станине 18 для направлеНия и удержания трубы в момент резания, конечного выключателя 28, установленного на кронштейне 29 для отмеривания ширины за-60 готовки ремня и включения в работу ножа 22. Резиновую трубу непрерывно шприцуют 4 трубы поддерживают избыточное давление сжатого воздуха для создания каркасности. Для уменьшения трения между внутренней поверхностью калибрующей и трубой используют воздушную смазку. На откалиброванную и охлажденную трубу наматывают силовые слои каркаса заготовки навивочными машинами 4. Шаг и скорость намотки силовых слоев синхронизованы со скоростью движения шприцуемой трубы. Скорость намотки силовых слоев принимают большей, чем скорость шприцевания трубы. Это необходимо для создания запаса перемеш,ения навивочных машин 4 во время установки бобин 5 и заправки силовых слоев при непрерывном движении трубы. При израсходовании или обрыве наматываемого материала диск 14 автоматически останавливается, навивочная машина 4 начинает перемешаться по направляюшим 8 вместе со шприцуемой трубой и в этом момент производят замену бобин 5 и устранение неполадок. Протягивание трубы осушествляют механизмом 6 протягивания, который подает полученную многослойную трубу на механизм 7 резки заготовок, где ее разрезают на размер отдельной заготовки ремня прямоугольной формы. В момент отрезания заготовки от трубы механизм резки заготовок двигается вместе с трубой по направляющим 8 при помощи реечно-зубчатой передачи 9. После отрезания заготовки ремня механизм резки заготовок по направляющим 5 надвигается на трубу до упора в конечный выключатель 28, отрезается следующая заготовка ремля. Таким образом цикл работы установки осуществляется непрерывно, Предмет изобретения 1. Установка для изготовления трубчатых заготовок из полимерных материалов, например из резины, содержащая литьевой червячный пресс с головкой, снабженной дорном и средствами для калибровки, водяного и воздушного охлаждения с подпрессовкой и воздушной смазки шприцуемой заготовки, навивочные машины с бобинами для намотки силовых слоев каркаса заготовки и механизмы для протягивания и резки заготовки, отличающаяся тем, что, с целью непрерывного и качественного изготовления трубчатых заготовок клиновых ремней с обеспечением синхронной работы установки, например, при установке бобин, навивочные машины и механизм резки заготовок смонтированы на горизонтальных направляющих для их возвратно-поступательного перемешения от приводов посредством реечно-зубчатых передач. 2. Установка по п. 1, отличающаяся тем, роликов, смонтированных на свободном конце дорна головки пресса, и приводных роликов, вращающихся от привода, взаимодействующих с прижимными роликами при протягивании и продольной вытяжке заготовки, и устанавливающихся в вертикальных направляющих на межосевое расстояние, соответствующее диаметру изготавливаемой заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЗАГОТОВОК КЛИНОВЫХ РЕМНЕЙ | 1973 |
|
SU373156A1 |
| СПОСОБ НЕПРЕРЫВНОЙ СБОРКИ ЗАГОТОВОК РЕЗИНОТЕКСТИЛЬНЫХ РУКАВОВ | 1970 |
|
SU273416A1 |
| Устройство для навивки протекторалЕНТОчКОй | 1979 |
|
SU827312A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1982 |
|
SU1065242A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| СПОСОБ НЕПРЕРЫВНОЙ СБОРКИ ЗАГОТОВОК РЕЗИНО- | 1968 |
|
SU219160A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЛИСТОВЫХ ПОЛИМЕРНЫХ ЗАГОТОВОК | 1967 |
|
SU224781A1 |
| ГОЛОВКА К ЧЕРВЯЧНОМУ ПРЕССУ ДЛЯ ШПРИЦЕВАНИЯ ПОЛИМЕРНЫХ ЗАГОТОВОК | 1966 |
|
SU189561A1 |
Вода 1 5 7 5 5SSSSjK ГчУ Ctra/ rj BoSa воздух 2
