Известно устройство для сборки и пайки микром1одулей этажерочиого типа, содержащее (мехаиизм иайки соединительных проводников к пакету микроплат, механизам подачи Соединительных проводников IB зону пайки, кассету для сборки пакета микроплат и приводной механизм.
В описываемом устройстве для сборки и пайки ми.кромодулей обеспечивается возмол :ность сборки пакета из ми к ро плат любой высоты без перекоса и поломок, а также надежная пайка выводов с предварительным разрушением окисной пленки в пазах микроплат. Это достигается снабжением устройства кассетой, выполненной в виде двух групп синхронно перемещаемых в осево-м направлении П-образных пластин, размещенных одна в другой и укрепленных на ползунах, а также калибрующим механизмоМ, выполненным в виде верТ1икально установленного над .кассетой нагревателя, снабженного вдоль торца, обращенного к кассете, продольными ребрааш, число которых .соответствует числу пазов стороны микроплаты, кинематически связанного с приводи ы м м ех ачш з моад.
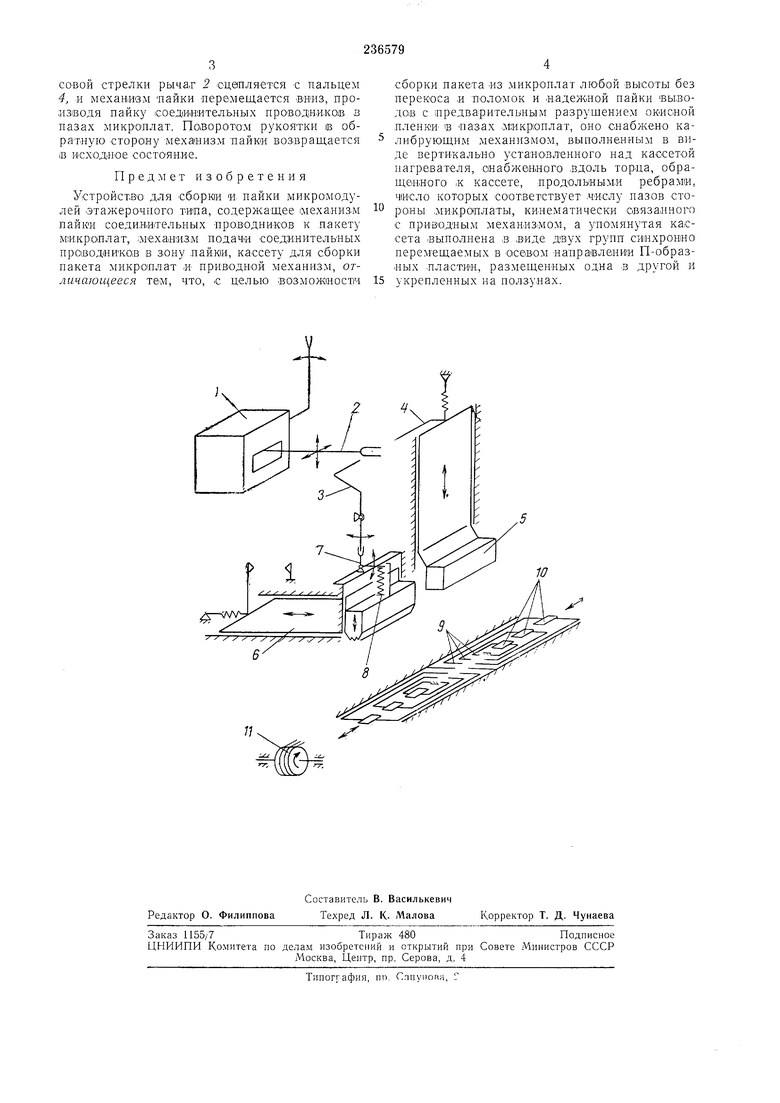
На чертеже приведена кинематическая схема предлагаемого устройства.
низм пайки 5 либо механизм калибровки . Механизм ,калибровки, помимо перемещения в горизонтальной плоскОСти, перемещается в верти.кальной ллоскости при по.мощи рычага
7 и пружины 8. Кассета выполнена в виде двух групп синхронно перемещающихся в осевом направлении П-образных пластин Я размещенных одна в другой и укрепленных на ползунах 10. В корпусе закреплено устройство 11
для натяжения соединительных (выводов.
Устройство для сборки и пайки микромодулей работает следующим образом.
Раздвинув ползуны /(9 кассеты, между ними закладывают мерные прокладки (не указаны на чертеже), а между базирующими площадками П-образных пластин устанавливают микроплаты. Затем ползуны сдвигают « середине. Движением рукоятки приводного .механизма / по часовой стрелке рычаг 2 сцепляется с рычагом (3 и перемещает механизм калибровки при помощи рычага 7 в направлении KaicceTbi. Пружина начинает сл иматься л механиз.м калибровки опускается вниз в лулсеные пазы микроплат.
Движением рукоятки в обратном направлении механиз м 6 во3 вращается в исходное положение. Затем производится натяжение соединительных проводников над пазалии микроплат с по.мощью устройства //.
совой стрелки рычат 2 сдепляется с пальцем 4, и механизм лайки перемещается вииз, производя пайку со-единятельных проводиикое в пазах микроплат. Поворотом рукоятки в обратную сторону механизм пайюи возвращается в исходное cOiCTOHH.He.
Предмет изобретения
Устройство: для сборки И пайки микромодулей этажерочиого типа, содержащее .механиз м пайки соеди.нительных Проводников к пакету ми.кроплат, механизм подачй соединительных провод1НИкО|В в зону лайки, кассету для сборки пакета мпкроилат л приводной механизм, отличающееся TeiM, что, с целью возможности
сборки пакета ИЗ микроплат любой высоты без перекоса л лоломок и надежной пайки выводов с лредварительпым разрушением оклсной лленкл в назах .млкроплат, оно снабжено калибрующим механизмом, выиолпенным в виде вертикально установленного над кассетой нагревателя, снабженного вдоль торна, обращенного ,к кассете, лродольнымл ребрами, число которых соответствует числу пазов сторо:ны .мЛКраплаты, кинематически связанного с приводным механиз мом, а упомянутая кассета выполнена в виде двух групп синхронно перемещаемых в осевом нанра1влении П-образных лластил, размещенных одна в другой и укрепленных на ползунах.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СБОРКИ МИКРОМОДУЛЕЙ | 1966 |
|
SU187853A1 |
| УСТРОЙСТВО для СБОРКИ и ПАЙКИ МИКРОМОДУЛЕЙ | 1965 |
|
SU169607A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| УСТРОЙСТВО для СБОРКИ и ПАЙКИ МИКРОМОДУЛЕЙ ЭТАЖЕРОЧНОГО ТИПА | 1969 |
|
SU236581A1 |
| Устройство для групповой сборки и пайки монолитных керамических конденсаторов | 1988 |
|
SU1599912A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ГИБРИДНОГО ИНТЕГРАЛЬНОГО МОДУЛЯ | 2008 |
|
RU2364006C1 |
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1980 |
|
SU943880A1 |
| Устройство для гофрирования ленты | 1967 |
|
SU261352A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2006 |
|
RU2314598C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193259C1 |
