Йзобретенне относится к области обработки металлов давлением.
Известны устройства для гофрирования лентг-Л;. содерлсащие пуансон и матрицу, смонтированные в ползунах, перемещающихся возвратно-поступательно в направ- лении, перпендикулярном плоскости ленты, два воздействующих на отсрормованный гофр и распололсенных по обе сторонь от ленты прижима, один из которых, установ- лен Е ползуне, несущям пуансон, с воз мо кностью поступасел ьного перемещйния относительно последнзго в направлении, перпендикудярном плоскости лентыв а также механизм подачи ленты на шаг р кулачковый привод.
Предлагаемое устройство с палью повышения производительности снабжено непод- вижнмм сьемншюм, выполненным в виде закрытого лотка, сп;ужащего для направления гофрируемой ленты, с пазами для иринсимов, пуансона и млтпнгдьц предетавляющи ; собой набор ияастин, разделенных проклад-
ками, при этом второй прижим жестко связан с матрицей.
Механизм подачи представляет собой толкатель, воздействующий на отформованный гофр и имеющий рабочую поверхность, соответствующую конфи.гура1ши этого гофра.
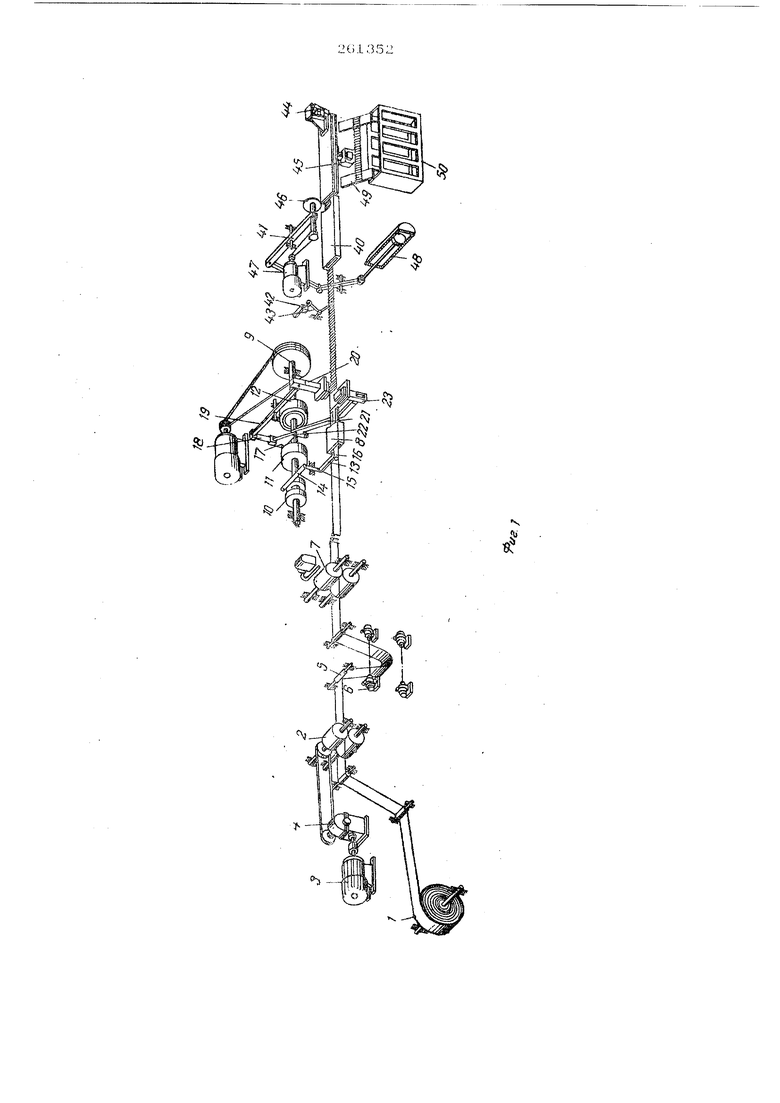
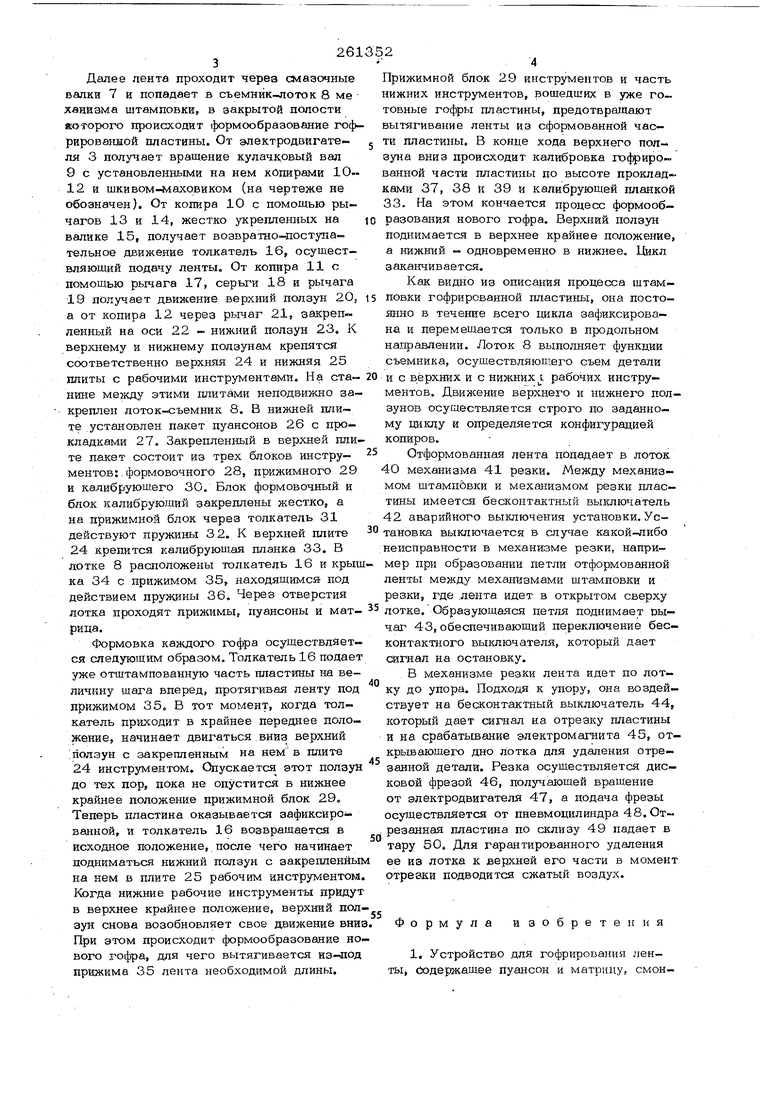
На фиг. 1 показана кинематическая схема автомата для штамповки гхэ4рирован ных алюминиевых пластин предлагаемого
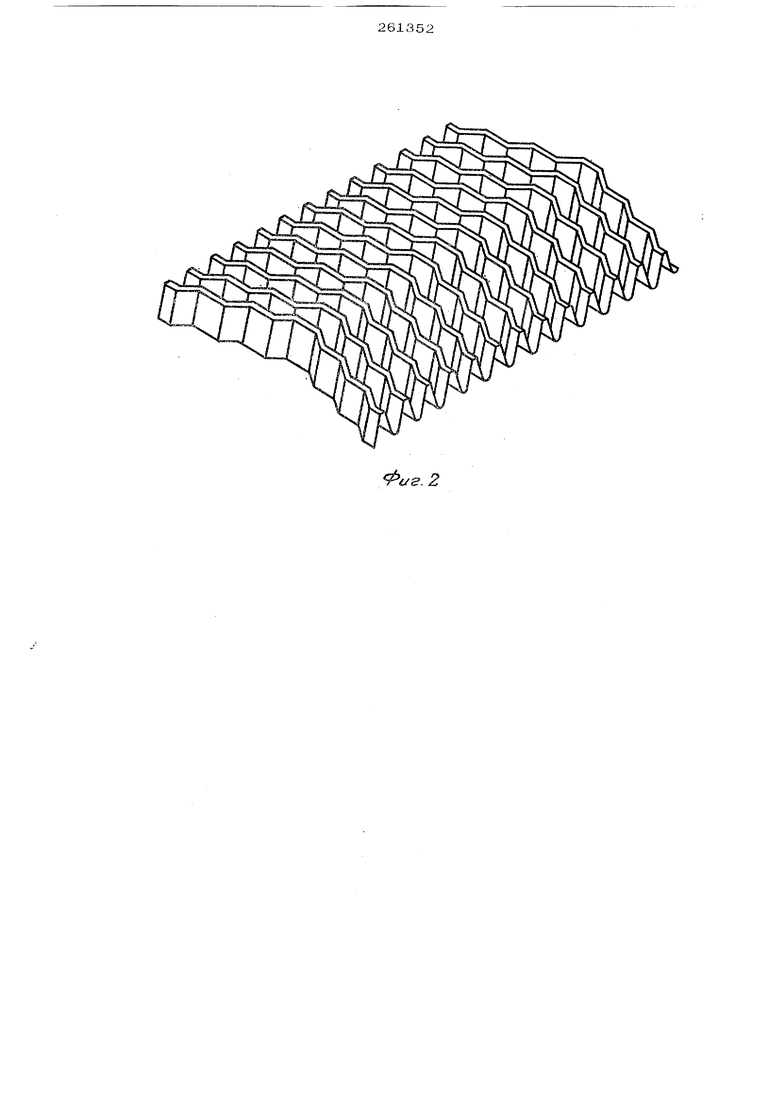
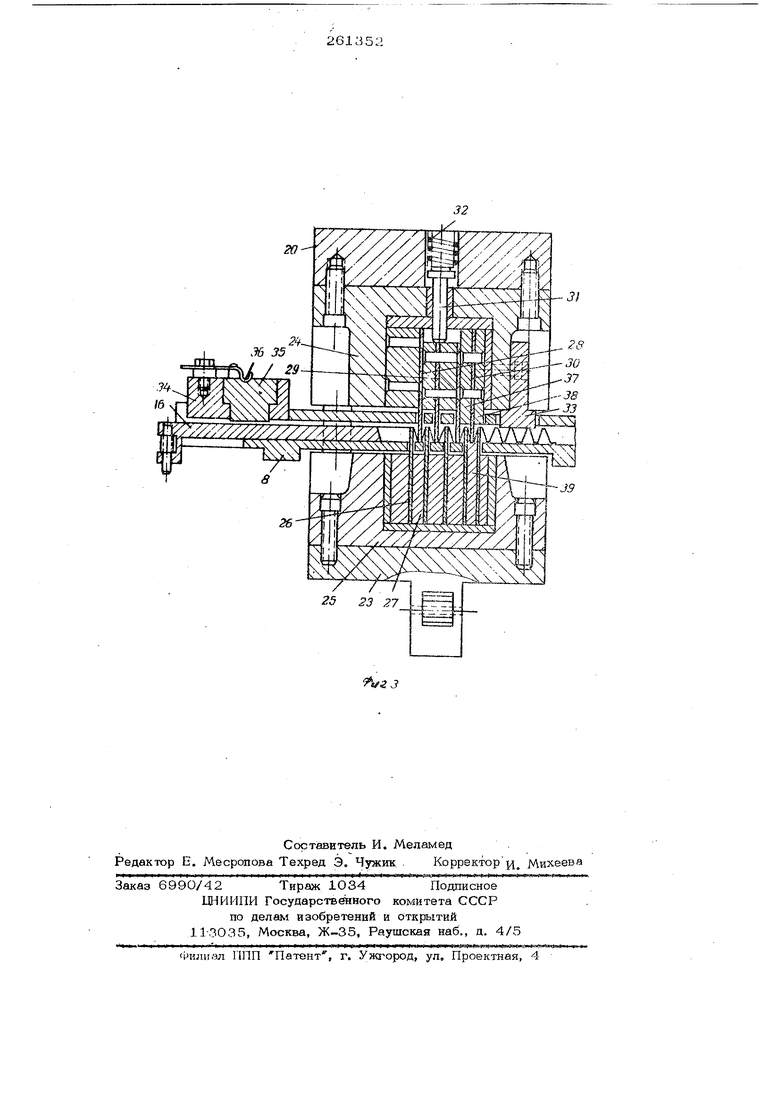
0 устройства; на фиг, 2 гофрированная алюминевая охлаждающая : пластина; на фиг, 3 устройство доя гофрирования в разрезе.
Алюминиевая лента и а рулона 1 раз5матывается приводными валками 2, при - водимыми во вргидение электродвигателем 3 через редуктор 4. Так как скорость подачи ленты валками превышает скорость ее поступления в механизм для гофриро0вания, она образует петлю между валками 5. Наличие петли и ее размеры контролируются двумя парами фотореле 6, управляющими электродвигателем 3.
261352
34
Далее лента проходит через смазочныеПрижимной блок 29 инструментов и часть валки 7 и попадает в съемник-лоток 8 менижних инструментов, вошедших в уже го- ханйзма штамповки, в закрытой полоститовные гофры пластины, предотвращают которого происходит 1|юрмообразование гоф-вытягивание ленты из сформованной часрироваяной пластины. От электродвйгате ти пластины. В конце хода верхнего полля 3 получает вращение кулачковый валзуна вниз происходит калибровка . 9 с установленными на нем копирами 10 ванной части пластины по высоте проклад12 и шкивом-маховиком (на чертеже ненами 37, 38 и 39 и калибрующей планкой обозначен). От копира 10 с помощью ры-33. На этом кончается процесс формообчагов 13 и 14, жестко укрепленных на юразования нового гофра. Верхний ползун валике 15, получает возвратаю-лоступа-поднимается в верхнее крайнее положение, тельное движение толкатель 16, осущест-а нижний - одновременно в нижнее. Цикл вляюший подачу ленты. От копира 11 сзаканчивается.
помощью рьгаага 17, серьги 18 и рычагаКак видно из описания процесса штам19 получает движение верхний ползун 20, isповки гофрированной пластины, она постоа от копира 12 через рычаг 21, закреп-ittiHO в течение всего цикла зафиксироваленный на оси 22 .- нижний ползун 23. Кна и перемещается только в продольном верхнему и нижнему ползунам крепятсянаправлении. Лоток 8 выполняет функции соответственно верхняя 24 и нижняя 25съемника, осуществляющего съем детали плиты с рабочими инструментами. На ста- 20и с верхних и с нижних i рабочих инстру- нине между этими плитами неподвижно за-ментов. Движение верхнего и нижнего полкреплен лоток-съемник 8. В нижней пли зунов осуществляется строго по заданно- те установлен пакет пуансонов 26 с про-му циклу и определяется конфигурацией кладками 27. Закрепленный в верхней пли-копиров.
те пакет состоит из трех блоков инстру- 5 Отформованная лента попадает в лоток ментов;, формовочного 28, прижимного 2940 механизма 41 резки. Между механизи калибрующего 30. Блок формовочный имом щтампбвки и механизмом резки пласблок калибрующий закреплены жестко, атины имеется бесконтактный выключатель на прижимной блок через толкатель 3142 аварийного выключения установки. Усдействуют пружины 32. К верхней плите Зтановка выключается в случае какой-либо 24 крепится калибрующая планка 33. В.неисправности в механизме резки, наприлотке 8 расположены толкатель 16 и крыш-мер при образовании петли отформованной ка 34 с прижимом 35, находящимся подленты между механизмами щтамповки и действием пружины 36. Через отверстиярезки, где лента идет в открытом сверху лотка проходят прижимы, пуансоны и мат- 5 лотке. Образующаяся петля поднимает оырица.чаг 43, обеспечивающий переключение бесФормовка каждого гофра осуществляет-контактного выключателя, который дает ся следующим образом. Толкатель 16 подаетсигнал на остановку.
уже отштампованную часть пластины на ве-В механизме резки лента идет по лот-
личину шага вперед, протягивая ленту подку до упора. Подходя к упору, она воздеиприжимом 35. В тот момент, когда тол-ствует на бесконтактный выключатель 44,
катель приходит в крайнее переднее поло-который дает сигнал на отрезку пластины
жение, начинает двигаться .вниз верхнийи на срабатывание электромагнита 45, от-
: ползун с закрепленным на немв плитекрывающего дно лотка для удаления отре24 инструментом. Опускается этот ползунванной детали. Резка осуществляется дисдо тех пор, пока не опустится в нижнеековой фрезой 46, получающей вращение
крайнее положение прижимной блок 29,от электродвигателя 47, а подача фрезы
Теперь пластина оказывается зафиксиро-осуществляется от пневмодилиндра 48.От-
ванной, и толкатель 16 возвращается в, резанная пластина по склизу 49 падает в
исходное положение,, после чего начинаеттару 50. Для гарантированного удаления
подниматься нижний ползун с закрепленйымее из лотка к верхней его части в момент
на нем в плите 25 рабочим инструментола.отрезки подводится сжатый воздух. Когда нижние рабочие инструменты придут в верхнее крайнее положение, верхний ползун снова возобновляет свое движение вниз. Формула изобретения При этом происходит формообразование но
40,-т
тврованЕые в попзунаХ} перемешакяцихся возвратно-поступательно в яалравленив, перпендикулярном плоскости ленты, два прижима, воздействующих на отформованные и рааположенных по обе стороны от ленты, один из которых установлен в ползуне, несущем пуансон, с возможное тью поступательного перемещения относительно последнего в паправлённи, перпендикулярном плоскости ленты, а также содержащее механизм подачи лепты на шаг и кулачковый привод,, отличающееся тем, что, с целью повышения производтельноети, оно снабжено неподвижным
съемником, выполненным в виде закрытого лотка, служащего для направления гофрируемой ленты и снабженного пазами для прижимов, пуансона и матрицы, представляющих собой набор пластин, разделенных прокладками, при этом второй прижим жестко связан с матрицей.
2, Устройство по п. 1, о т л и ч а ю щ е е с я , что механизм подачи представляет собой толкатель воздействующий на отформованный гофр и имеющий рабочую поверхность, соответствующую конфигурации этого гофра.
Фиё.2
3
31
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| Устройство для гофрирования полотна материала | 1977 |
|
SU742168A1 |
| Устройство для гофрирования полосо-ВОгО МАТЕРиАлА | 1979 |
|
SU829260A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ МАТЕРИАЛОВ | 2002 |
|
RU2237577C2 |
| Устройство для изготовления ленты с гофрами,расположенными в шахматном порядке | 1980 |
|
SU1022765A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕМЕННО-ГОФРИРОВАННЫХ ЭЛЕМЕНТОВ | 2010 |
|
RU2451570C9 |
| ВСЕСОЮЗНАЯ Н. И. Климов, А. И. Петухов и А. Н. Денисов ВС[ iUTti^T; О- -;;;1л;::скАЯ | 1973 |
|
SU369962A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Устройство для гофрирования ленты | 1990 |
|
SU1779435A1 |
| Устройство для гофрирования листовой заготовки | 1971 |
|
SU452944A3 |