Известен привод к стыковым сварочным машинам для перемещения пОхТ, плиты. Привод содержит два вращающихся ку тачка и два электропривода для перемещения плиты в процессе прерывистою подогрева и оплавления и в процессе осадки.
Предлагаемое устройство позволяет стабилизировать режим сварки и повысить качество ее. Это достигается возможностью управления электроприводом кулачка прерывистого подогрева и оплавления в зависимости от числа импульсов подогрева, для чего в схеме управления привода предусмотрено реле счета импульсов тока.
Целесообразность практического П1рименения привода отмечена в заключении ВНИИЭСО.
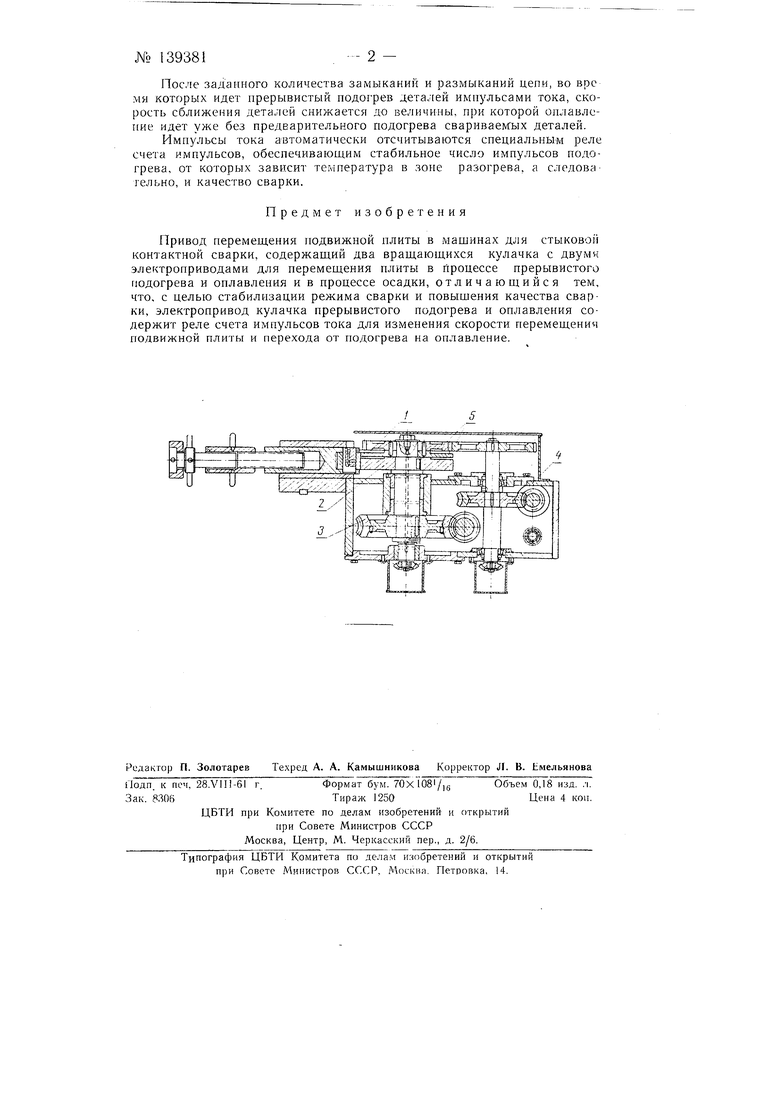
На чертеже показана конструкция предлагаемого привода.
Привод содержит два кулачка: кулачок оплавления 1 и кулачок осадки Я соединенный щпонкой с главным валом привода. Вал вращается от электродвигателя переменного тока через редуктор 3. Ку лачок оплавления посажен на главный вал привода без щпонки и свободно на нем вращается от двигателя постоянного тока через редуктор 4 и щестерни 5. Изменение скорости оплавления в процессе сварки от 0,3 .у.м1сек до 7 мм/сек достигается автоматически регулированием числа оборотов электродвигателя. Перед окончанием оплавления автоматически включается двигатель переменного тока, вращающий кулачок осадки со скоростью, во много раз превышающей скорость вращения кулачка оплавления. В определенный момент кулачок осадки опережает кулачок оплавления и производит осадку со скоростью 120 мм/сек.
Автоматическое управление процессом сварки осуществляется программным устройством, состоящим из конечных выключателей, реле, потенциометров и распределительных валиков.
Для стабилизации предварительного подогрева свариваемые детали сближаются с больщой скоростью, при которой они не могут оплавляться и плотно замыкаются.
После заданного количества замыканий и размыканий цепи, во врс мя которых идет прерывистый подогрев деталей импульсами тока, скорость сближения деталей снижается до величины, при которой оплавление идет уже без предварительного подогрева свариваемых деталей.
Импульсы тока автоматически отсчитываются специальным реле счета импульсов, обеспечивающим стабильное число импульсов подогрева, от которых зависит температура в зоне разогрева, а следова ельно, и качество сварки.
Предмет изобретения
Привод перемещения подвижной плиты в машинах для стыковой контактной сварки, содержащий два вращающихся кулачка с двумя электроприводами для перемещения плиты в гфоцессе прерывистого подогрева и оплавления и в процессе осадки, отличающийся тем, что, с целью стабилизации режима сварки и повышения качества сварки, электропривод кулачка прерывистого подогрева и оплавления содержит реле счета импульсов тока для изменения скорости перемещения подвижной плиты и перехода от подогрева на оплавление.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для автоматической стыковой электросварки | 1948 |
|
SU78922A1 |
| Профильный кулачок | 1983 |
|
SU1110579A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Машина для стыковой индукционной сварки труб | 1970 |
|
SU316297A1 |
| Устройство для управления стыкосварочной машиной | 1982 |
|
SU1053995A1 |
| Устройство для автоматической стыковой сварки | 1939 |
|
SU59436A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1966 |
|
SU182804A1 |
| Профильный кулачок | 1985 |
|
SU1301608A1 |
| Профильный кулачок | 1989 |
|
SU1703330A1 |
| Машина для автоматической стыковой сварки | 1950 |
|
SU93589A1 |
