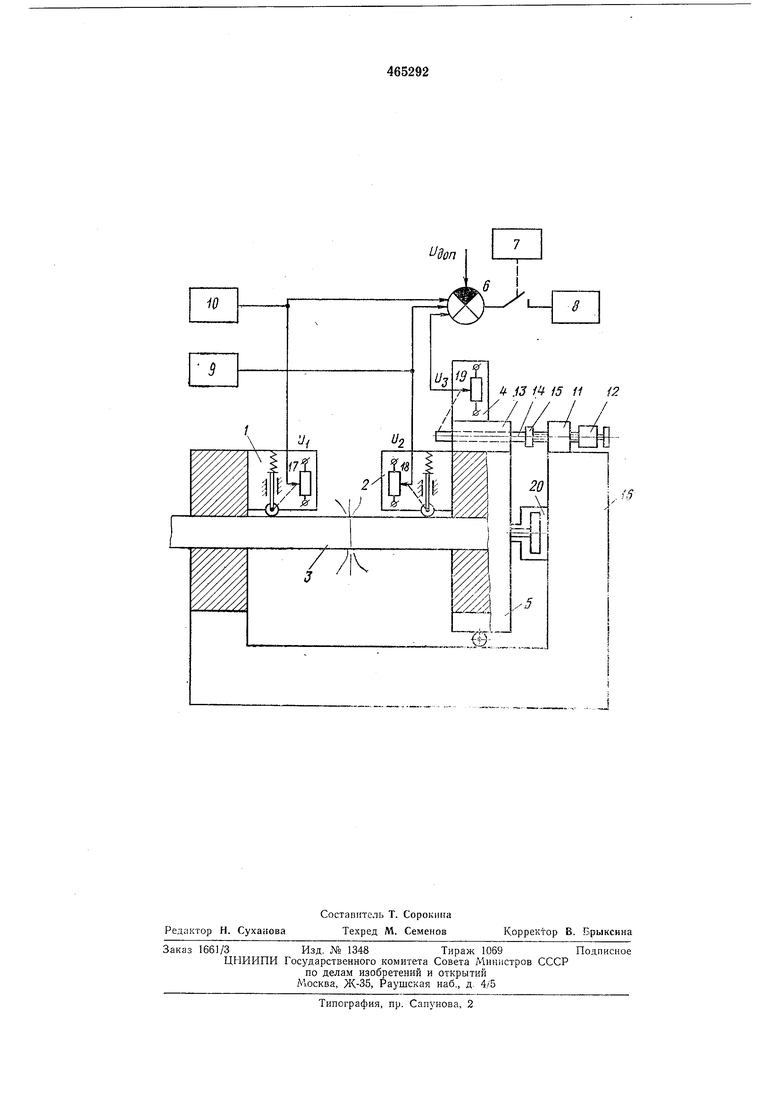
осадку. Корпус 13 золотника жестко связан с подвижной частью 5 машины, а шток 14 золот1Нйка с редуктх р1ам 11 пидроследящей системы и электромагнитом 12 осадки - с неподвижной частью 16 машины.
Датчик проскальзывания 1 или 2 может быть выполнен в виде подпружиненного колеса с насечкой, ось которого механически связана с движком линейного потенциометра 17 или 18. Датчик 4 рассогласования представляет собой линейный потенциометр 19, установленный на корпусе следяш,его золотника, причем движок потенциометра механически связан со штоком 14 золотника.
Система контроля работает следуюшим образом.
При установке свариваемых деталей в машину одновременно с опусканием зажимных губок датчики 1 и 2 прижимаются к свариваемым деталям 3 через подпружиненное колесо. В исходном состоянии напряжения Ui и Uz, снимаемые с движков потенциометров 17 и 18, равны нулю. В процессе оплавления корпус 13 золотника, а следовательно, и подвижная часть 5 машины непрерывно следят за перемещением штока 14 золотника. Рассогласование между ними отсутствует, поэтому напряжение Us, снимаемое с движка потенциометра 19, также равно нулю.
В момент осадки срабатывает электромагнит 12, шток золотника резко перемешается, и подвижная часть 5 машины с помощью цилиндра 20 осадки подается вперед. Для исключения влияния на работу системы контроля начального рассогласования между штоком и корпусом золотника в момент осадки устройство 8 сигнализации подключается к схеме 6 сравнения через контакт программного устройства 7 с заданной выдержкой времени после включения осадки. При этом устройство В сигнализации срабатывает, если сумма измеренных сигналов Ui + Uz+Ua или одно из слагаемых превышает допустимое отклонение величины осадкИ f/доп. В случае проскальзывания деталей в зажимах машины дополнительно включаются индикаторы 9 и 10, представляющие в простейшем случае сигнальную лампу с вольтметром, шкала которого отградуирована непосредственно в миллиметрах, что способствует быстрому обнаружению неисправности в работе машины. По окончании цикла сварки схема контроля автоматически возврашается в исходное положение.
Предмет изобретения
Способ контроля качества соединений при контактной стыковой сварке оплавлением на машинах со следящим гидроприводом, при котором контроль осуществляют по величине отклонения осадки от заданного значения, измеряя рассогласование между корпусом и штоком следящего золотника, причем в случае выхода контролируемого параметра из заданных пределов обеспечивают автоматическое включение цепи сигнализации, отличаю щ и и с я тем, что, с целью повышения надежности контроля качества сварных соединений, дополнительно измеряют величину проскальзывания деталей в зажимах машины и ;коитрол:И руймый параметр получают, суммируя измеренные сигналы рассогласования и проскальзывания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОВ КОНТРОЛЯ КАЧЕСТВА СОЕДИНЕНИЙ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ | 1967 |
|
SU202379A1 |
| Гидросистема механизма зажатия деталей контактной стыковой сварочной машины клещевого типа | 1982 |
|
SU1076233A2 |
| Машина для контактной стыковой сварки оплавлением | 1977 |
|
SU616086A1 |
| Устройство для контактной стыковой сварки | 1990 |
|
SU1824272A1 |
| Устройство для стыковой контактной сварки труб из термопластов | 1990 |
|
SU1742092A1 |
| Самонастраивающаяся машина для стыковой контактной сварки непрерывным оплавлением | 1966 |
|
SU238033A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU201561A1 |
| Устройство для управления стыкосварочной машиной | 1982 |
|
SU1053995A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ СКОРОСТИ ОПЛАВЛЕНИЯ ПРИ СТЫКОВОЙ КОНТАКТНОЙ СВАРКЕ | 1966 |
|
SU214685A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |