Известны способы однодуговой импульсной сварки, лри которых на дугу постоянного тока налагаются имлульсы одинакового или различного назначения.
Предложенный спосо-б отличается тем, что сварку ведут -на переменном или постоянном тОКе несколькими дугами, на которые налагают импульсы одного назначения или групну импульсов различного назначения. Сварку можно осуществлять нлавящимнся, неплавящимися электродами или сочетаниям-и тех и других.
Этот способ повыщает производительность и дает возмолсность управлять нлавлением и переносом электродного металла независимо от управления термическим циклом, проплавлением оснозного металла ,и кристаллизацией шва, а также позволяет сваривать термоупрочняемые стали и сплавы и толстолистовой материал, особенно с высокой теплопроводностью.
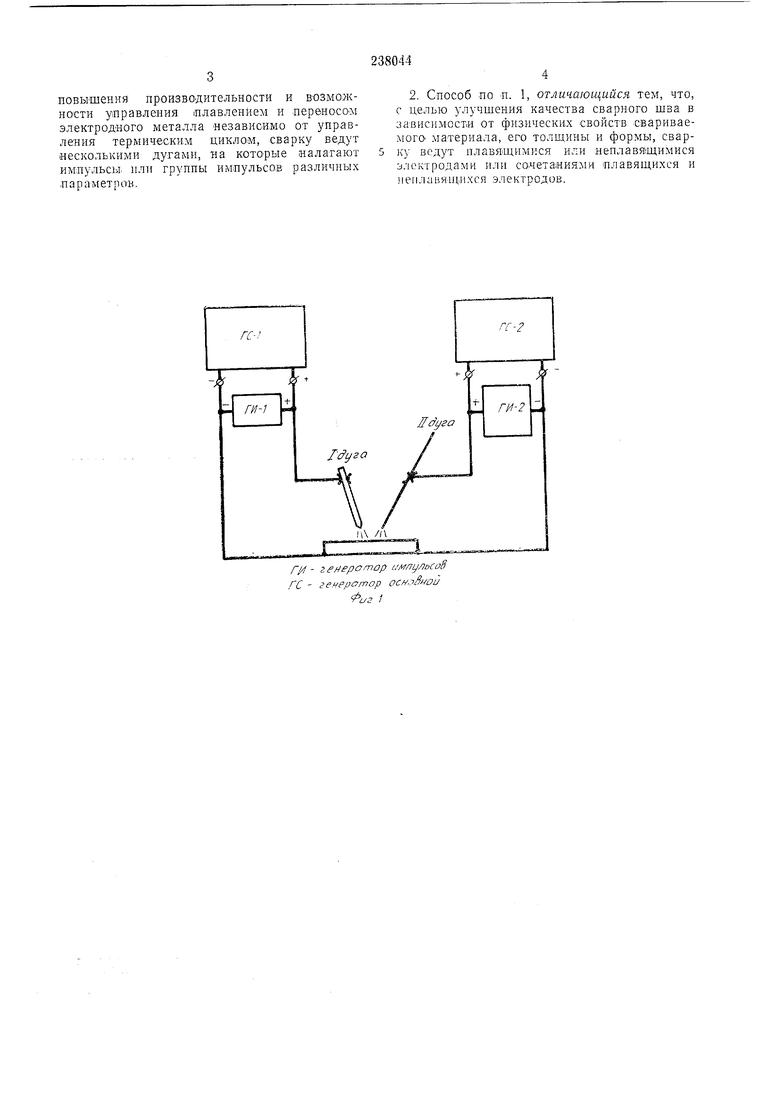
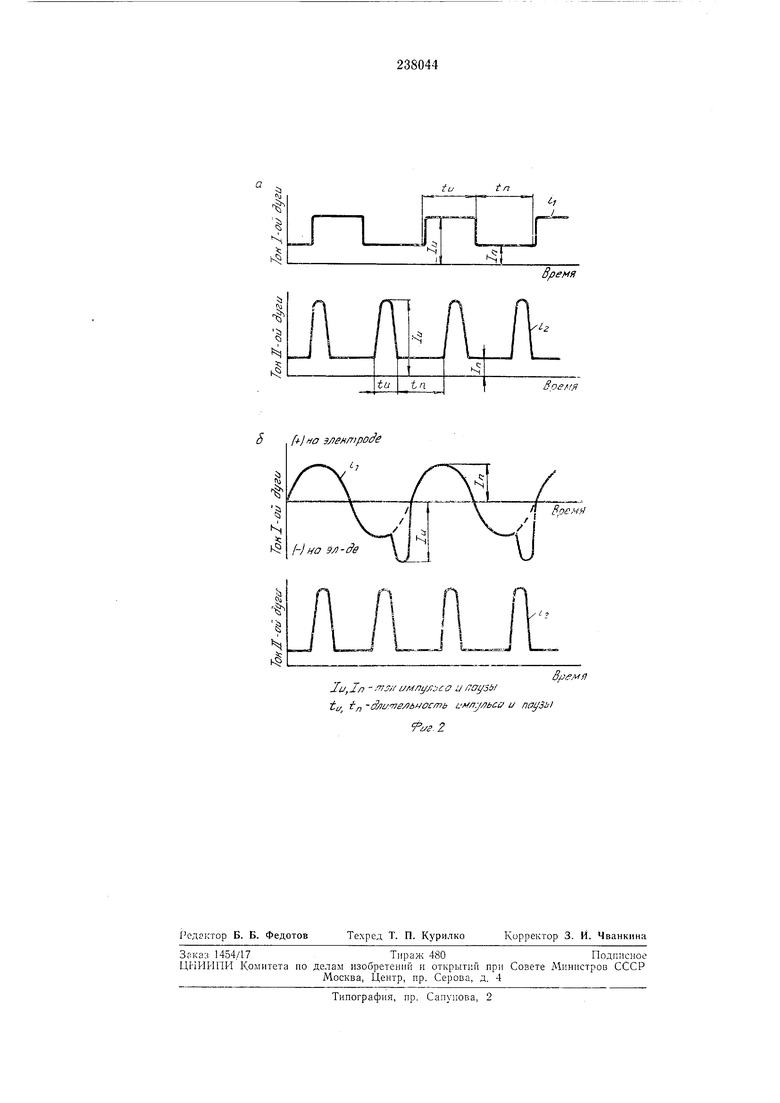
На фиг. 1 приведена одна из возмолшых схем осуществления импульсно-дуговой сварки несколькими дугами, на фиг. 2 показано, как изменяется ток при сварке на постоянном (фиг. 2,а) и переменном (фиг. 2,5) токе.
Согласно этим схемам питание дуг основным TOicoM осуществляется от независимых ИСТ01ЧНИКОВ иостОЯиного или переменного тока. На каждую дугу от отдельных дополнительных источников налагаются импульсы тока, полярность которых та же, что и основного тока данной дуги, или отличается от нее. Нлавлением л переносом электродного металла, а также ироилавлеинем свариваемых кромок управляют путем подбора величины и длительиости импульсов тока, а также их частоты.
Сварку стыковых соединений с разделкой кромок на толстолистовом металле с повыщенной теплонроводностью вести, например, таким образом.
Первая дуга - с неплавящимся электродом. На нее налагают импульсы тока больщой величины и длительности, что 0|беспечивает значительный разогрев и оплавление кромок. Последующие дуги - с плавящимся электродом. На них налагают группы импульсов тока. Первые импульсы средних величин и больщой длительности не сбрасывают каплю с электрода, а носледний подбирают таким, чтобы он обеспечивал сброс капли.
р е д м е т и 3 о б р е т е н и я
повышения производительности и возможности управления плавлением и переносОМ электродного металла «езавис-имо от управления термическим циклом, сварку ведут несколькими дугами, на которые налагают имнульсы. или группы импульсов различных параметрон.
2. Способ по н. 1, отличающийся тем, что, с целью улучшения качества сварного шва в зависимости от физических свойств свариваемого материала, его толш.ины и формы, сварку ведут плавящимися или неплавящимися электродами или сочетаниями плавящихся и яеплавяищхся электродов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ импульсно-дуговой сварки плавящимся электродом | 1980 |
|
SU935226A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2597855C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2442679C1 |
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
Л// - г енеротор 1.)СоИ ГС - sefjeoamop ocf/.Bf/ou аг 1
8 f+l элеятро ё
2u,Jn - имл1//::; О ij лаузь.
tu, n -(/iL/-Tje/ 6 ocfnb LMn:/Mca и naySiii
BpeHfi ij
SXM
SjJfMf
fW.f
