Изобретение относится к области сварки и может использоваться в машиностроении для сварки и наплавки конструкций из алюминиевых сплавов.
Известен способ ручной дуговой сварки алюминиевых сплавов неплавящимся электродом в среде аргона разнополярными импульсами тока прямоугольной формы с преобладанием тока импульса прямой полярности и с подачей присадочной проволоки из алюминиевого сплава. Данный способ может быть использован и для механизированной сварки (см. А.В. Савинов и др. «Дуговая сварка неплавящимся электродом». М: Машиностроение, 2011-477 с. С. 342).
При таком способе низка производительность расплавления и наплавки присадочной проволоки, так как она плавится только от мощности, передаваемой от дуги и изделия излучением и конвекцией. Производительность расплавления в несколько раз ниже, чем в дуге прямого действия обратной полярности с плавящимся электродом в среде аргона.
Сопутствующей технической проблемой такого способа является низкая стабильность скорости расплавления присадочной проволоки, связанная с ее зависимостью от параметров подачи проволоки в сварочную ванну: угла наклона, высоты относительно изделия. Это является основной причиной, почему механизированная подача присадочной проволоки практически не используется в производстве при ручной сварке. Эта проблема сильно осложняет и процесс автоматической сварки из-за высокой деформируемости алюминиевых проволок в подающих устройствах и требует постоянного слежения сварщиком за положением проволоки и его коррекции.
Известен способ дуговой механизированной наплавки или сварки алюминиевых сплавов в среде аргона комбинацией неплавящегося и плавящегося электродов с образованием общей ванны расплавленного металла, при котором неплавящийся электрод располагают впереди по отношению к направлению сварки, периодически и поочередно питают дуги прямого действия импульсами одинаковой частоты от одного источника питания, причем неплавящийся вольфрамовый электрод питают разнополярными импульсами тока с преобладанием прямой полярности, а плавящийся электрод питают импульсами тока обратной полярности, амплитудные значения которых в 1,5-2,0 раза превышают критический ток перехода к струйному переносу металла электрода к изделию, причем, в течение периода, на неплавящийся электрод подают подряд два импульса тока прямой полярности и один импульс обратной полярности, а на плавящийся электрод подают один импульс тока обратной полярности, для повторного возбуждения дуг используют высокочастотные импульсы (см. статью Н.М. Воропай, В.В. Лесных «Двухдуговая наплавка алюминиевых поршней комбинированным - неплавящимся и плавящимся электродом», Автоматическая сварка, 1996 г., №6, С. 21-26).
Основной технической проблемой этого способа является то, что в нем низкая производительность расплавления плавящегося электрода, который периодически, с перерывами, становится анодом дуги прямого действия. Электрод-анод при сварке в защитных газах имеет наиболее низкую производительность расплавления. В то же время электроды-катоды при сварке в защитных газах дугой постоянного тока прямой полярности обладают низкой стабильностью скорости расплавления, что обусловлено интенсивным перемещением катодного пятна дуги по поверхности электрода, связанного с изменением эмиссионных свойств его поверхности. Поэтому дуга прямой полярности в среде защитных газов с плавящимся электродом практически не используется в производстве.
В связи с этим существенной технической проблемой известного способа является также отсутствие эффекта катодного разрушения окисной пленки алюминия на электродной проволоке.
Также технической проблемой известного способа является относительно длительное прерывание дуги с плавящегося электрода на изделие во время импульсов на неплавящийся электрод, что приводит к необходимости использования высоких амплитудных значений тока на плавящийся электрод, отсюда возникает нестабильность протекания процесса сварки.
Также технической проблемой является питание дуг от одного источника питания, что приводит к связи мощностей обеих дуг и сложности раздельного регулирования мощностей этих дуг.
Кроме того, технической проблемой известного способа является то, что в нем отсутствуют рекомендации по выбору длительности и величины токов импульсов на неплавящийся электрод. Это приводит к высокой трудоемкости опытных работ по отработке режимов сварки.
Также способ имеет ограничение по технологическим возможностям, связанным с обязательным условием движения неплавящегося электрода впереди по отношению к направлению сварки. Это ограничение вызвано тем, что дуга с неплавящимся электродом должна двигаться первой и производить очистку изделия от окисной пленки алюминия. В то же время расположение дуг по отношению к направлению скорости сварки при их различной мощности влияет на проплавление основного металла, то есть является дополнительным технологическим параметром.
В известном способе дуговой механизированной сварки или наплавки алюминиевых сплавов в среде инертного газа комбинацией неплавящегося и плавящегося электродов движущихся друг за другом в направлении сварки с одинаковой скоростью с образованием общей сварочной ванны, с периодическим импульсным питанием дуг прямого действия, дугу с неплавящегося вольфрамового электрода питают разнополярными импульсами тока с преобладанием прямой полярности, для повторного возбуждения дуг используют высокочастотные импульсы.
В отличие от известного способа, дуги питают непрерывно от двух источников питания с разнополярными импульсами тока с частотой импульсов не менее 50 Гц, отношение длительности протекания тока дуги прямой полярности с неплавящегося электрода выбирают в пределах 0,8…0,6 периода его источника питания, величину токов импульсов на неплавящемся электроде выбирают по допустимым токам дуг прямой и обратной полярности при однодуговой сварке на постоянном токе, отношение длительности протекания тока дуги прямой полярности на плавящийся электрод выбирают в пределах 0,8…0,4 периода его источника питания, а величину среднего тока импульсов на плавящемся электроде выбирают по рекомендуемым токам для однодуговой сварки дугой обратной полярности.
Основной технический результат предлагаемого способа заключается в том, что достигается существенное повышение производительности расплавления плавящегося электрода. При этом обеспечивается стабильность скорости расплавления электрода во время расположения на нем катодного пятна дуги, что является следствием инерционности в отношении блуждания катодного пятна на плавящемся электроде в связи с высокой частотой смены полярности в дуге. Одновременно достигается катодная очистка электродной проволоки за время расположения катодного пятна дуги на плавящемся электроде. Благодаря стабильной скорости расплавления электрода на прямой полярности стабильна и общая скорость его расплавления во время сварки.
Частота импульсов источников питания должна быть не менее 50 Гц и может быть различной у каждого из них. Отношение длительности протекания тока прямой или обратной полярности к длительности периода на каждом из электродов может выбираться в указанных пределах независимо друг от друга. Например, относительная длительность протекания тока прямой полярности с неплавящегося электрода на изделие λН=0,8, а аналогичная длительность для плавящегося электрода λП=0,6. Это создает дополнительные возможности по регулированию соотношения проплавления основного и наплавляемого металлов.
Также из-за использования разнополярных импульсов тока промышленной частоты или выше к минимуму сводится магнитное взаимодействие дуг, что обеспечивает стабильность процесса сварки, за счет снижения их подвижности на поверхности изделия.
В предлагаемом способе снимается ограничение необходимости движения неплавящегося электрода впереди по отношению к направлению сварки, так как дуга с плавящегося электрода с разнополярными импульсами тока в инертных газах также приобретает свойство разрушать окисную пленку алюминия на изделии. Поэтому впереди могут двигаться как неплавящийся, так и плавящийся электроды.
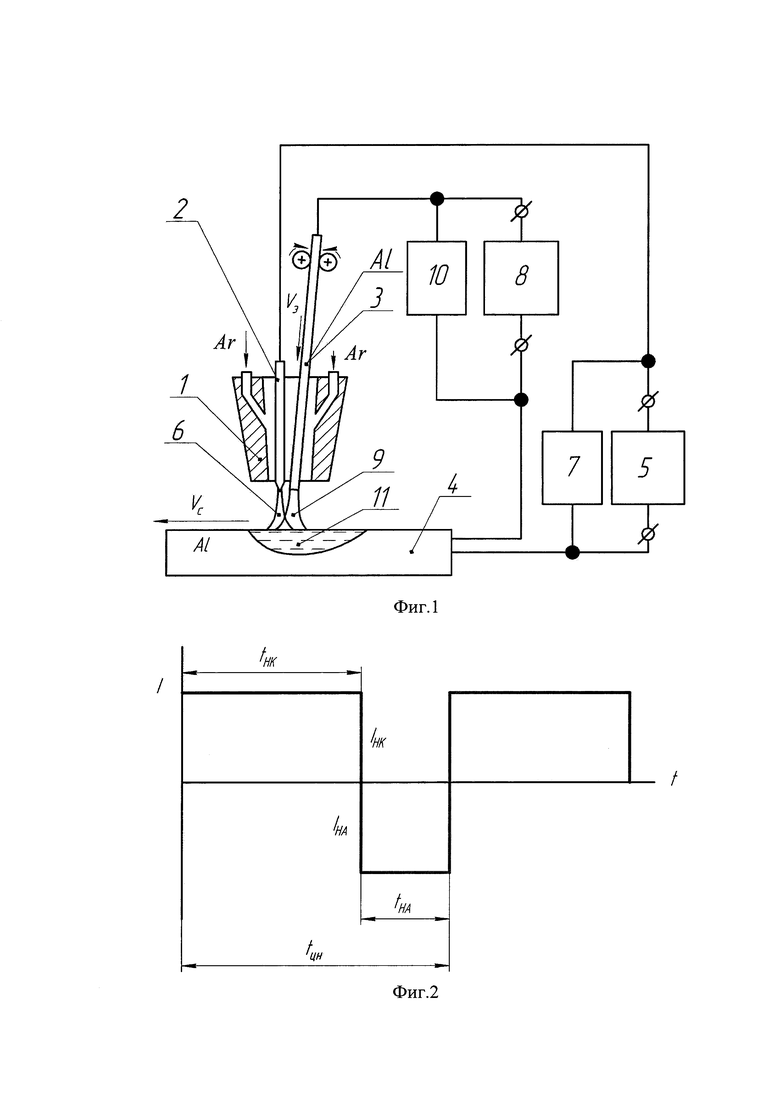
На фиг. 1 представлена схема реализации способа, на фиг. 2 циклограмма тока в дуге с неплавящимся электродом, на фиг. 3 циклограмма тока в дуге с плавящимся электродом, на фиг. 4 - зависимости коэффициента расплавления электродной проволоки от тока дуги, на фиг. 5 - схема сварки углового шва таврового соединения в «лодочку».
На фиг. 1 показана схема реализации предлагаемого способа сварки. В сварочную горелку 1 подается защитный газ аргон. В горелке 1 размещен неплавящийся вольфрамовый электрод 2 и плавящийся электрод 3 из алюминиевой сварочной проволоки. Неплавящийся электрод 2 и изделие 4 из алюминиевого сплава подключены к первому сварочному источнику питания 5 разнополярных импульсов тока прямоугольной формы. Между вольфрамовым электродом 2 и изделием 4 непрерывно горит дуга прямого действия 6, в которой чередуются импульсы тока обратной и прямой полярностей. Для обеспечения повторных зажиганий дуги 6 во время смены ее полярности параллельно дуге 6 подключен высокочастотный возбудитель дуги 7, который может быть составной частью источника питания 5. В среднем за период токе дуги с неплавящимся электродом преобладает прямая полярность. Отношение длительности пропускания тока прямой полярности к длительности периода выбирается в пределах λн=0,8…0,6.
К изделию 4 из сварочной горелки 1 механизированно подается плавящийся алюминиевый электрод 3 с постоянной скоростью VЭ, равной скорости его расплавления. К плавящемуся алюминиевому электроду 3 подключен один из полюсов второго сварочного источника питания 8 с разнополярными прямоугольными импульсами тока. Второй полюс источника 8 подключен к изделию 4. Между плавящимся электродом 3 и изделием 4 непрерывно горит дуга прямого действия 9, в которой чередуются импульсы тока прямой и обратной полярностей от второго источника питания, то есть плавящийся электрод становится поочередно катодом или анодом. Для обеспечения повторных зажиганий дуги 9 во время смены ее полярности параллельно дуге 9 подключен высокочастотный возбудитель дуги 10, который может быть составной частью источника питания 8. В среднем за период ток дуги 9 с плавящегося электрода 3 преобладает прямая полярность. Отношение длительности пропускания тока прямой полярности к длительности периода выбирается в пределах λп=0,8…0,4.
Частота разнополярных импульсов тока дуг у источников питания 5 и 8 может быть как одинаковой, так и различной. При одинаковой частоте импульсов время начала и окончания периода тока могут совпадать или различаться по фазе. Конструкция источников питания 5 и 8 может позволять на выбранной частоте тока источников питания регулировать как амплитуду прямоугольных импульсов, так и их длительность. В большинстве источников питания устанавливают равные токи импульсов и регулировка соотношения полярностей осуществляется длительностью импульсов.
В процессе сварки или наплавки изделия 4 из алюминиевого сплава обе дуги 6 и 9 включаются одновременно с помощью высокочастотных возбудителей дуги 7 и 10. Если условия сварки обеспечивают устойчивое повторное зажигание дуг 6 и 9 без возбудителей дуги 7 и 10, то во время сварки их отключают. Дуга 6 с неплавящегося электрода 2 обеспечивает катодную очистку алюминиевого изделия 4 от окисной пленки во время пропускания импульса тока обратной полярности. Совместное действие импульсов прямой и обратной полярности дуги с неплавящегося электрода 2 обеспечивает требуемое проплавление изделия 4. Одновременно с включением дуг 6 и 9 начинается плавление алюминиевой электродной проволоки 3 и включается механизм ее подачи со скоростью VЭ к изделию 4. Дугой 9 также обеспечивается катодная очистка алюминиевого электрода 3 от окисной пленки алюминия, в течение времени, когда он является катодом. Разнополярные прямоугольные импульсы тока дуги 9 обеспечивают необходимое количество наплавляемого металла в процессах сварки соединений с разделкой кромок, угловых швов и наплавке. Использование разнополярных импульсов тока высокой частоты в обеих дугах 6 и 9 обеспечивает слабую реакцию на взаимодействие их магнитных полей и высокую их пространственную устойчивость вследствие того, что подвижность на электродах их активных пятен значительно более инерционна по сравнению с частотой разнополярных импульсов. Известно, что магнитное дутье при дуговой сварке на переменном токе промышленной частоты значительно меньше, чем на постоянном токе. В результате действия двух сварочных дуг 6 и 9 на изделие образуется общая сварочная ванна 11.
Подвижность дуги под действием магнитных полей обеспечивается при частоте изменений напряженности внешнего или собственного магнитного поля до 4 Гц (см. реферат патента РФ №2401726 «Способ сварки в защитном газе неплавящимся электродом магнитоуправляемой дугой. Опубл. 20.10.2010. - Бюл. №3) в то время как в источниках питания разнополярных импульсов тока используются частоты 50-150 Гц.
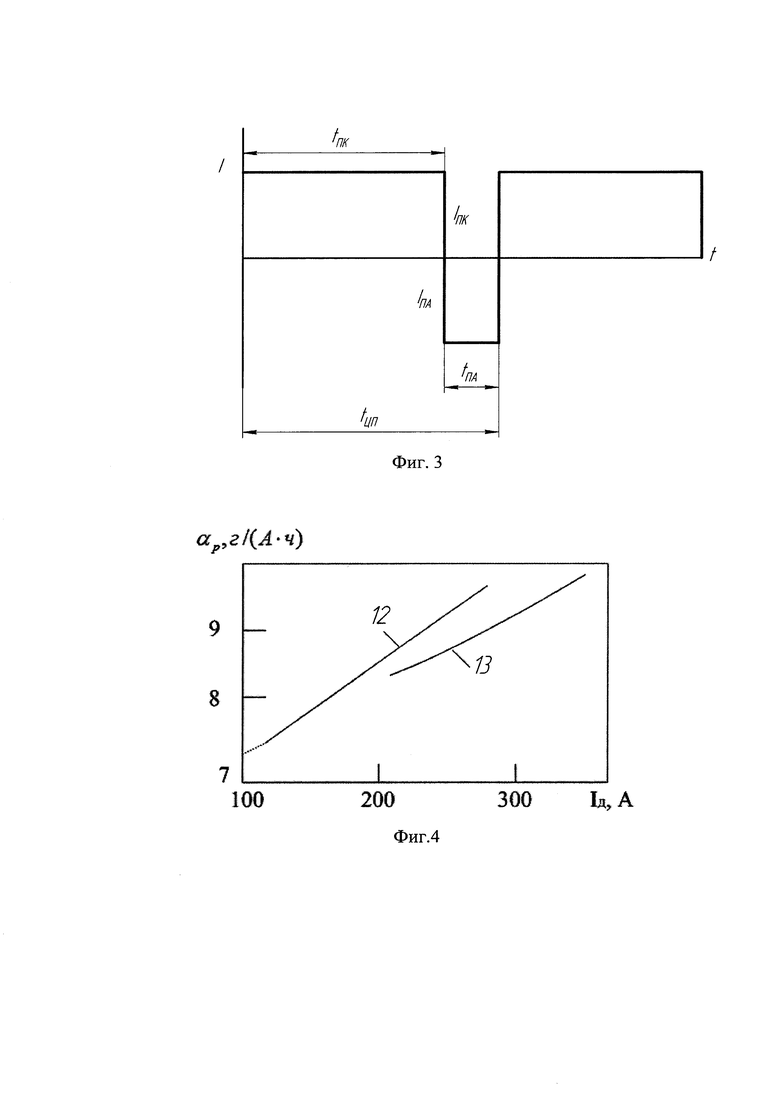
На фиг. 2 представлена циклограмма тока дуги между неплавящимся электродом и изделием. Циклограмма представляет зависимость изменения тока дуги I от времени t. Весь период протекания тока обозначен tЦH. Время протекания импульса тока дуги обратной полярности IHA составляет tHA, а время протекания тока дуги прямой полярности IНК составляет tНК. Ток обратной полярности IHA преимущественно обеспечивает катодное распыление окисной пленки алюминия на изделии. Ток прямой полярности IНК преимущественно обеспечивает проплавление изделия. Соотношение времени протекания тока λН=tНК/tНЦ по отношению к длительности цикла следует выбирать в пределах λН=0,8…0,6. Это позволяет обеспечить катодную очистку алюминия от окисной пленки на изделии, так как по литературным данным относительная длительность протекания тока обратной полярности должна быть 1-λН≥0,2. Значения λН в диапазоне 0,7…0,6 дают существенное приращение проплавления изделия за счет обратной полярности. Это связано с тем, что удельная мощность на 1 А тока дуги от катодной области на изделии существенно выше, чем от анодной области. Применение λН<0,6 нецелесообразно, так как сильно увеличивается тепловая нагрузка на неплавящийся электрод и снижается его стойкость. Для питания дуги с неплавящегося электрода целесообразнее всего использовать источник питания с импульсами тока прямоугольной формы, выпускаемыми серийно. Частота импульсов тока в таких источниках применяется в пределах 50-150 Гц. Величину токов импульсов за период на неплавящийся электрод следует также ограничивать из-за необходимости обеспечения его стойкости.
Данные о том, что при использовании разнополярных импульсов тока катодная очистка изделия достигается при 1-λН≥0,2 приводятся в монографии А.В. Савинова и др. «Дуговая сварка неплавящимся электродом». М: Машиностроение, 2011-477 с. С. 268, последний абзац.
Во время пропускания тока обратной полярности к неплавящемуся электроду в нем выделяется значительная мощность, в связи с чем обратная полярность дуги при однодуговой сварке в аргоне неплавящимся вольфрамовым электродом используется редко и только на весьма малых токах для сварки очень тонкого металла. В таблице 1 приведены данные по допустимым токам на неплавящиеся вольфрамовые электроды в зависимости от полярности дуги.
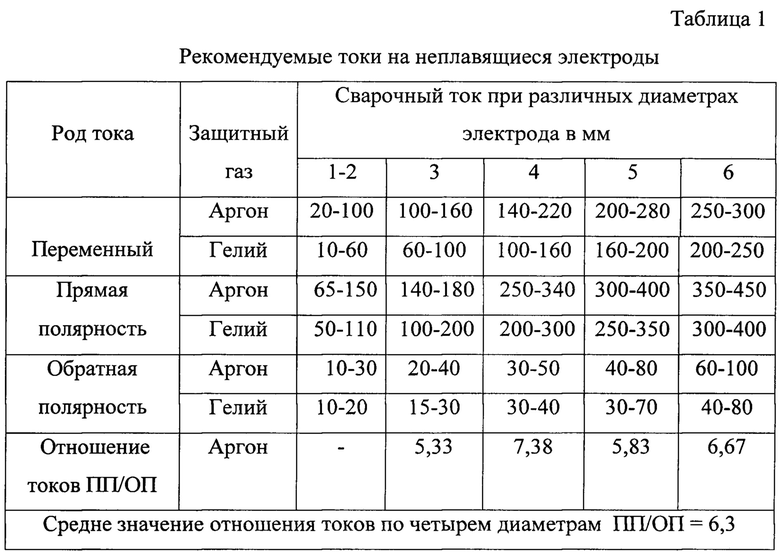
Примечание: ПП/ОП - отношение средних допустимых токов для прямой и обратной полярностей дуги в аргоне.
Данная таблица приведена в монографии Г.Л. Петрова «Сварочные материалы», Л.: Машиностроение, 1972. - 280 с., таблица III. 15, С. 195, а вычисление отношений ПП/ОП выполнено авторами.
Из таблицы 1 следует, что допустимый ток на вольфрамовые электроды на обратной полярности в среднем в 6,3 раза меньше, чем на прямой. С помощью данных таблицы 1 следует выбирать токи импульсов на неплавящийся вольфрамовый электрод при сварке по предлагаемому способу, обеспечивающие необходимую стойкость электрода, для чего авторами предложена специальная методика.
В процессе горения дуги обратной полярности с неплавящегося электрода в изделие выделяется максимальная удельная (на 1 А тока) мощность дуги, что обеспечивает максимально возможную глубину проплавления на заданном токе. Одновременно обеспечивается катодная очистка изделия от окисной пленки. В сочетании с действием той же дуги на прямой полярности можно добиться достаточно большой глубины проплавления основного металла и обеспечить проплавление притупления кромок при сварке в разделку с одновременным эффективным заполнением начальной высоты разделки жидким металлом дуги с плавящегося электрода. Приэлектродные мощности дуги с плавящегося электрода также поочередно оказывают существенное проплавляющее действие на изделие, в отличие от мощности, передаваемой изделию жидким электродным металлом.
При наплавке можно устанавливать ток дуги с неплавящегося электрода минимальным, чтобы получить лишь жидкую смачиваемую прослойку основного металла и одновременно устанавливать достаточно большой средний ток в дуге с плавящегося электрода, что обеспечить высокую производительность наплавки и минимальное перемешивание наплавленного металла с основным. При этом доля участия основного металла в металле шва будет минимальной, что обеспечит требуемые свойства наплавляемого слоя, близкие к свойствам наплавляемого металла.
На фиг. 3 представлена циклограмма тока дуги между плавящимся электродом и изделием. Весь период протекания тока обозначен tЦП. Время пропускания тока дуги прямой полярности обозначено tПК, тока этой полярности IПК, обратной полярности соответственно tПА и IПА.
Соответственно в дуге с плавящимся электродом отношение времени протекания тока с плавящегося электрода-катода к времени периода следует изменять в пределах λП=0,8…0,4. В период tПК протекания тока прямой полярности IПК интенсифицируется расплавление электрода и происходит очистка его поверхности от окисной пленки алюминия. Использование λП<0,4 нецелесообразно, так как будет слабо использоваться эффект повышения производительности расплавления электрода. Использование λП>0,8 нецелесообразно, так как может не происходить эффект разрушения окисной пленки алюминия на электроде.
Современные источники питания дуги с разнополярными импульсами тока прямоугольной формы используют частоту импульсов 50-150 Гц. За счет высокой частоты смены полярности на плавящемся электроде обеспечивается высокая стабильность расположения активных пятен дуг на нем и, соответственно, высокая стабильность скорости расплавления электрода. Устраняется эффект блуждания катодного пятна дуги по поверхности электрода, из-за которого не применяется однодуговая сварка на прямой полярности в защитных газах.
Использование значительной части времени периода для пропускания тока с плавящегося электрода-катода, помимо катодной очистки этого электрода от окисной пленки алюминия приводит к существенному повышению производительности расплавления электрода, поскольку коэффициент расплавления электрода-катода намного выше, чем электрода-анода.
На фиг. 4 показаны зависимости коэффициента расплавления плавящегося электрода αр при сварке в аргоне от тока дуги I обратной полярности для двух диаметров электродной проволоки из алюминиевых сплавов. Из-за нагрева электрода в вылете коэффициент расплавления увеличивается с током с несколько возрастающей интенсивностью. Кривая 12 относится к электродной проволоке Св-АМц диаметром 1,6 мм. Кривая 13 относится к электродной проволоке Св-АМг6 при диаметре 2 мм. При одинаковом токе дуги 250 А меньшему диаметру электрода (кривая 12) соответствуют большие значения коэффициента расплавления, чем у большего диаметра электрода (кривая 13). На токах от 100 до 300 А коэффициент αр изменяется в небольших пределах от 7,5 до 9,5 г/(А⋅ч), несмотря на разные диаметры электродов.
Данные зависимости приведены в монографии В.А. Ленивкина и др. «Технологические свойства сварочной дуги в защитных газах». М. Машиностроение, 1989. - С. 112, рис. 58.
В таблице 2 приведены данные о коэффициентах расплавления стальной сварочной электродной проволоки марки Св-08Г2С диаметром 2 мм при вылете электрода 1,54 см на прямой и обратной полярностях дуги при наплавке сталей в среде CO2.
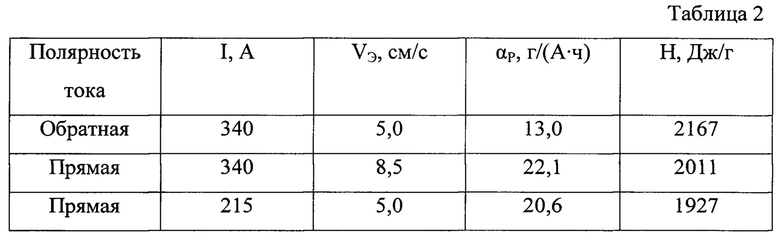
Примечание: I - ток дуги, VЭ - скорость подачи (плавления) проволоки, Н - теплосодержание капель электродного металла.
При одинаковых токах I=340 А дуг обратной и прямой полярностей скорость расплавления электрода VЭ и его коэффициент расплавления на прямой полярности в 1,7 раза выше. Одинаковые скорости расплавления достигаются, когда ток дуги прямой полярности уменьшили до I=215 А. Данные также приведены в монографии В.А. Ленивкина и др. «Технологические свойства сварочной дуги в защитных газах». М. Машиностроение, 1989. - 264 с. (С. 115, таблица 20). В этой монографии в главе 4 показано, что производительность расплавления стальной электродной проволоки на прямой полярности значительно выше, однако из-за нестабильного поведения катодного пятна на электроде она неравномерна во времени. Это явление обусловлено тем, что катодное падение напряжения в дуге с плавящимися электродами обычно значительно выше, чем анодное падение напряжения, однако существенно зависит от химического состава поверхности электродной проволоки, от наличия на ней, например, окислов. Эмиссионные свойства поверхности нестабильны, что и приводит к блужданию катодного пятна.
При высокой частоте включений и выключений дуги прямой полярности на плавящийся электрод, применяемой в источниках питания с разнополярными импульсами тока прямоугольной формы, катодное пятно вынужденно возникает в одной и той же зоне торца электрода и его пространственное положение стабилизируется, что стабилизирует и скорость его расплавления, несмотря на наличие химической неоднородности на поверхности электрода. То, что дуга прямой полярности может быть в определенных условиях стабильной в отношении скорости расплавления электрода и использоваться на практике, подтверждается ее использованием при сварке сталей под флюсом на токах выше 600 А. (См. «Строительство магистральных и промысловых трубопроводов. Сварка. ВСН 006-89». Миннефтегазстрой. - М.: 1989. - 216 с. С. 51, п. 2.6.18-2.6.20).
Положение катодного пятна дуги под флюсом в условиях, когда она горит в закрытом пространстве при повышенном давлении газового пузыря, по-видимому, стабилизируется. Это также подтверждается широким использованием дуги под флюсом на переменном токе промышленной частоты.
Литературные данные по скорости расплавления электродной алюминиевой проволоки на прямой полярности в инертных газах, до сих пор, по-видимому, отсутствовали из-за затруднений в применении на практике этого вида дуги. При сварке сталей основной причиной такого положения является нестабильность скорости расплавления электрода, а при сварке алюминиевых сплавов - дополнительно отсутствие разрушения окисной пленки алюминия на изделии. В то же время следует отметить, что алюминиевая проволока в меньшей степени подвержена блужданию катодного пятна из-за меньшей вероятности нахождения на ней различных химических соединений по сравнению со стальной проволокой.
В связи с этим авторами предлагаемого способа были выполнены специальные теоретические и экспериментальные исследования.
Из теории электрической сварочной дуги известно, что удельные эффективные мощности на 1 А тока приэлектродных областей свободной дуги можно приближенно определить по формулам:

где UA и UК - соответственно анодное и катодное падение напряжения дуги у изделия, В;
UВ - напряжение, численно эквивалентное работе выхода электрона из материала изделия, В.
Для алюминия UВ=3,74 В. (Данные формулы и значение UВ приведены в монографии Г.И. Лескова «Электрическая сварочная дуга», М.: Машиностроение, 1970, 334 с.).
Удельную эффективную мощность можно измерять в вольтах, но целесообразнее в Вт/А, что лучше раскрывает физический смысл этого понятия.
На основе анализа данных по напряжениям дуг на алюминиевых сплавах при разных полярностях были получены выражения для UA и UК свободной дуги в аргоне на алюминии в зависимости от тока дуги I


(См. В.П. Сидоров. Методика оценки приэлектродных падений напряжения на дуге, горящей в аргоне между вольфрамом и алюминием. Автоматическая сварка. 1991. №6. С. 36-37).
По формулам (1) с помощью формул (2) и (3) получаем выражения для удельных приэлектродных мощностей прямой qЭП и обратной полярностей qЭО в аргоне на алюминиевой электродной проволоке


Согласно (4) и (5) удельная мощность (на 1 А тока дуги) в алюминиевый электрод дуги прямой полярности существенно больше и интенсивнее растет с увеличением тока дуги, поэтому разница в удельных мощностях возрастает с ростом тока. Это означает, что соответственно алюминиевый катод будет плавиться интенсивнее, чем алюминиевый анод.
Для алюминиевого изделия формулы (4) и (5) будут также справедливы, что означает, что проплавляющее воздействие на основной металл выше на обратной полярности дуги в аргоне.
Формулы (4) и (5) проверяли экспериментально, путем сравнения скоростей плавления алюминиевой сварочной электродной проволоки на обратной и прямой полярностях дуги. Наплавку проволокой марки Al 99,7 по стандарту EN 18273 S фирмы FIDAT (Италия) диаметром 1,2 мм проводили на сварочной установке FastMigMXF 65 фирмы Кемпи, включающей источник питания постоянного тока и полуавтомат. Наплавка производилась на изделие в виде пластины из сплава АМц толщиной 6 мм. Расход аргона оставался постоянным и составлял 8 л/мин. Настройка режимов наплавки на установке осуществляется следующим образом. Задается напряжение дуги 22 В и скорость подачи электродной проволоки. Компьютер установки автоматически подбирает необходимый сварочный ток и затем при сварке поддерживает заданную скорость подачи электродной проволоки постоянной, изменяя, при необходимости, ток дуги.
Номинальный режим при наплавке дугой обратной полярности составил U=22B, VЭ=13, 33 см/с, I=168А. Расчетная плотность тока на электроде составила 14862 А/см2. Коэффициент расплавления αp в г/(А⋅с) при механизированной сварке рассчитывали по известной формуле

где ρ - плотность проволоки, г/см3, для алюминия ρ=2,7 г/см3,
j - плотность тока на электродной проволоке, А/см2.
Получили расчетное αPO=8,72 г/(А⋅ч). Это хорошо совпадает с данными приведенными в монографии В.А. Ленивкина и др., приведенными на фиг. 4.
При изменении полярности дуги на прямую полярность удалось на данной установке получить несколько стабильных режимов наплавки при отсутствии катодного разрушения окисной пленки алюминия на изделии. Исходные данные и результаты расчетов приведены в таблице 3.

Статистическая обработка данных пяти опытов по двум критериям нормального распределения, показала, что разброс значений αРП носит случайный характер и подчиняется закону нормального распределения. Поэтому рассчитывали среднее значение коэффициента расплавления по пяти опытам αРП=19,33 г/(А⋅ч), для него среднее относительное отклонение по абсолютной величине от 19,33 г/(А⋅ч) составило 4,84%. То есть данными опытами не установлено существенной зависимости коэффициента расплавления на прямой полярности дуги αРП от тока дуги в исследованном диапазоне токов.
В то же время сравнение среднего значения из таблицы 3 и полученного для обратной полярности показывает, что их отношение αРП/αРO=19,33/8,72=2,22. То есть, во столько раз выше на прямой полярности на данных режимах производительность расплавления алюминиевого электрода на 1 А тока дуги.
Рассчитывали удельную эффективную мощность от дуги в электрод для электрода-анода по формуле (4)
qЭО=4,86+1,15⋅10-2IO=4,86+1,15⋅10-2⋅168=6,79 Вт/А.
Также рассчитывали удельную эффективную мощность в электрод для электрода-катода по формуле (5)
qЭП=7,94+2,38⋅10-2IП=7,94+4,0=11,94 Вт/А.
Отношение qЭП/qЭО=11,94/6,79=1,76.
Это достаточно близко совпадает с отношением коэффициентов расплавления, учитывая, что как отмечается в специальной литературе, может отличаться теплосодержание капель анода и катода. Так из таблицы 3 видно, что теплосодержание капель для стальной проволоки на прямой полярности ниже. При прочих равных условиях это способствует дополнительному повышению скорости расплавления электрода на прямой полярности. Это увеличивает разницу отношений коэффициентов расплавления и qЭП/qЭО. Точность оценки мощностей в алюминиевые анод и катод с помощью формул (4) и (5) можно оценить в ±10%. При действии приэлектродных областей дуги на электрод вводимые мощности могут увеличиваться по сравнению с плоским изделием в связи с повышением плотности тока на стержневом электроде.
Таким образом, теоретические и экспериментальные исследования показывают, что производительность расплавления алюминиевой электродной проволоки-катода существенно выше, чем анода при одинаковых токах. Эта зависимость установлена как для стальной проволоки в аргоне, так и опытами авторов для алюминиевой проволоки. Поэтому использование в предлагаемом способе в дуге с плавящимся электродом значительной доли импульсов тока с отрицательного плавящегося электрода-катода существенно увеличивает производительность его расплавления по сравнению с дугой обратной полярности.
При сварке необходимо получить в шве требуемое соотношение наплавляемого и основного металла, что возможно при сварке по предлагаемому способу, в отличие от однодуговой сварки. Для этого необходимо подавать электродную проволоку с требуемой скоростью, что достигается определением необходимого тока дуги в плавящемся электроде.
При одинаковом токе производительность расплавления П=αр⋅I увеличивается с уменьшением диаметра электрода. В таблице 4 приведены рекомендации по выбору плотности тока в дуге обратной полярности при сварке алюминиевых сплавов дугой в аргоне.
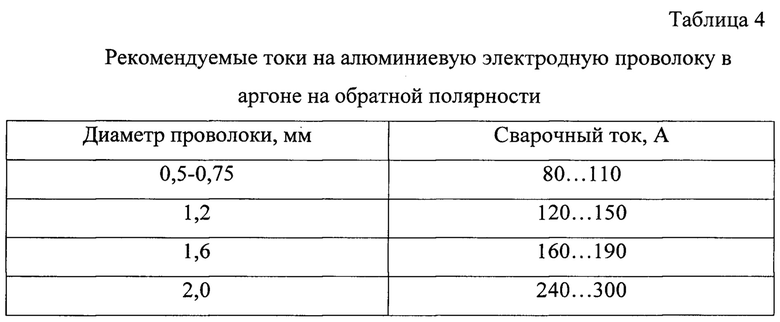
Такие рекомендации приведены в справочнике «Сварка в машиностроении, т. 2. М.: Машиностроение, 1978. 462 с. С. 234, таблица 16.
Средний за период ток на плавящийся электрод дуги по предлагаемому способу должен выбираться по рекомендациям для тока обратной полярности, приведенным в таблице 4, так как разница энтальпий жидкого электродного металла на прямой и обратной полярностях составляет всего 4,3% от среднего значения (см. таблицу 2).
Соотношение времени протекания тока в дуге с плавящегося электрода с отрицательного электрода-катода на изделие по отношению к длительности цикла следует выбирать в пределах λП=(0,8…0,4)tЦ. Соотношение αН=(0,8…0,6)tЦ подходит для длительности прямой полярности дуги с неплавящегося электрода. Такие соотношения относительной продолжительности импульсов обусловлены тем, что необходимо обеспечить стойкость неплавящегося вольфрамового электрода, и в то же время максимальную производительность расплавления плавящегося электрода.
Средний ток в дуге с плавящимся электродом с прямоугольной формой импульсов тока IСП за цикл можно определить по формуле (в общем случае, при различной величине токов импульсов)

где IПК - значение тока импульса прямой полярности;
tПК - время протекания тока импульса прямой полярности;
IПА - значение тока импульса обратной полярности;
tПА - время протекания тока импульса обратной полярности.
Время tПК+tПА=tЦП составляет время цикла для плавящегося электрода.
Значение IСП в зависимости от диаметра электрода следует выбирать по рекомендациям для однодуговой сварки на обратной полярности дуги в соответствии с требованиями таблицы 4 или аналогичных таблиц. Это связано с тем, что формирование и перенос капель электродного металла в основном определяется мощностью в электрод и слабо зависит от полярности дуги. Увеличение вносимой в электрод мощности на прямой полярности эквивалентно повышению тока обратной полярности.
Назначение допустимых импульсов токов на неплавящийся электрод является весьма существенным в предлагаемом способе сварки и должно производиться следующим образом. Из таблицы 1 для каждого диаметра неплавящегося электрода можно найти отношение допустимых токов прямой и обратной полярностей. Целесообразнее всего оперировать средними значениями допустимых токов, так как они точнее отражают соотношение стойкости электродов. Например, для диаметра 4 мм такое отношение средних токов 295/40=7,38. Это означает, что мощность от дуги в неплавящийся вольфрамовый электрод диаметром 4 мм на 1 А тока на прямой полярности в 7,38 раза меньше, чем на обратной полярности.
Приняв λН, например, λН=0,8, допустим, что импульсы тока на неплавящемся электроде будет гореть только на обратной полярности и только длительности 1- λН. В этом случае допустимый ток обратной полярности в импульсе прямоугольной формы на неплавящийся электрод при однодуговой сварке 40/0,2=200 А. Аналогично, если действуют только импульсы прямой полярности такой дуги, то допустимое значение тока такого импульса 295/0,8≈369 А. Для определения допустимых токов действия обеих полярностей совместно для однодуговой сварки необходимо каждый из токов разделить на 2. Получим соответственно IНА=100 и IНК=185 А.
Токи импульсов прямой IП и обратной полярности IО отличаются на 85 А. Такое регулирование возможно при работе со сварочными источниками питания, которые позволяют регулировать как ток импульсов, так и их длительность.
При использовании сварочных источников питания с равными токами импульсов необходимо определять значение коэффициента λН, при котором будет выполняться такое условие равенства токов. Наличие определенного диапазона допустимых токов на неплавящийся электрод в соответствии с данными таблицы 1 всегда позволяет это выполнить. Для этого коэффициент 1-λН следует вначале выбрать как обратную величину отношения допустимых токов прямой и обратной полярностей. Например, если используется электрод диаметром 5 мм, то согласно таблице 1 отношение допустимых токов 400/80=5. Следовательно, 1-λН=1/5=0,2. Тогда λН=0,8. Далее подбор токов выполняется аналогично описанному выше.
Ток в дуге с плавящимся электродом, когда он является катодом IПК служит основным источником мощности его расплавления. Одновременно происходит катодная очистка окисной пленки алюминия с поверхности проволоки. Это позволяет снизить требования к подготовке качества поверхности проволоки, трудоемкость такой подготовки. Поскольку подготовка проволоки связана с применением химических реактивов, повышается экологическая безопасность процесса сварки.
Рекомендуемые токи для плавящегося электрода на обратной полярности при однодуговой сварке в аргоне известны. Они имеют определенный диапазон. Поэтому для заданного диаметра вольфрамового электрода и мощности дуги с неплавящимся электродом можно подобрать диаметр плавящегося электрода, при котором будет получена необходимая производительность расплавления электрода П=αPI.
Токи импульсов на плавящийся электрод выбираются следующим образом. Допустим, что отношение λП выбрано для дуги с плавящегося электрода λП=0,7. Допустим, что выбран плавящийся электрод диаметром 2 мм, тогда в соответствии с таблицей 4 рекомендуемые токи для однодуговой сварки на обратной полярности 240…340 А. Можно выбрать среднее значение 290 А. Поскольку в формуле (7) два неизвестных тока, то можно выбрать токи импульсов одинаковыми и тогда ток каждого импульса будет 290 А. Это означает, что средний ток за период также равен 290 А. Если источник питания позволяет независимо регулировать ток импульсов, то возможно пропорциональное изменение токов импульсов таким образом, чтобы средний ток остался без изменений. Такая регулировка может позволить обеспечить оптимальный процесс переноса электродного металла в сварочную ванну. Увеличение импульса тока прямой полярности будет приводить к повышению производительности расплавления электрода, уменьшению глубины и площади проплавления основного металла и увеличению доли электродного металла в металле сварного шва. Это является дополнительным параметром процесса сварки и служит повышению его технологической гибкости в отношении изменения наплавленного и расплавленного основного металла.
Регулирование времени протекания токов дуг в диапазоне λП=(0,8…0,4)tЦП длительности периода и соответственно 1-λП=(0,2…0,6)tЦП необходимо для создания дополнительных технологических возможностей связанных с выбором оптимального переноса капель электродного металла и давлением дуг на сварочную ванну, регулирования соотношения между проплавлением основного металла и расплавлением электродного металла, эффективного разрушения окисной пленки алюминия на изделии и электроде.
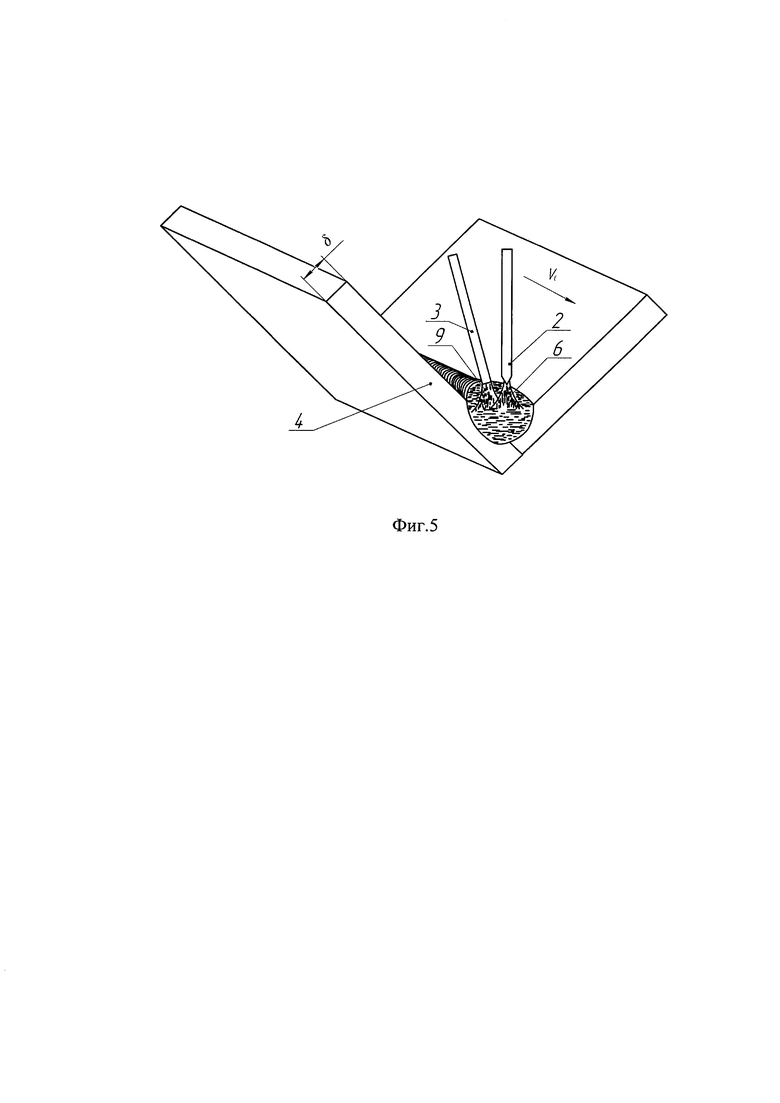
На фиг. 5 показана схема заполнения углового сварного шва таврового соединения «в лодочку» по предлагаемому способу при сварке алюминиевого изделия 4. Неплавящийся электрод 2 и плавящийся электрод 3 располагаются вдоль направления сварки и движутся со скоростью VС, причем неплавящийся электрод 2 располагается впереди по отношению к направлению сварки. Дуга прямого действия 6 с неплавящегося электрода 2 обеспечивает катодную очистку поверхности кромок и их проплавление. Свариваемое изделие 4 представляет собой тавровое соединение без разделки кромок, свариваемое «в лодочку». Свариваемые пластины собираются без зазора. Толщина пластин таврового соединения δ. Дуга с неплавящегося электрода 2, обеспечивает максимально возможную на выбранных режимах высоту провара углового шва. Вторая дуга прямого действия 9, горит с плавящегося электрода 3 на изделие 4 и обеспечивает заполнение требуемого катета углового шва жидким расплавленным металлом. При действии дуги 9, происходит катодная очистка плавящегося электрода 3 от окисной пленки алюминия, когда он является катодом. В связи с высокой скоростью расплавления плавящегося электрода 3 происходит полное заполнение катета углового шва. Пример 1
Производилась наплавка по предлагаемому способу неплавящимся электродом диаметром dЭ=3 и электродной проволокой Св-АМц диаметром (dЭ=1,2 мм на пластину из алюминиевого сплава АМц толщиной δ=6 мм. Скорость наплавки составляла VС=0,3 см/с. Дуги прямого действия горели в среде аргона. Расход аргона составлял G=10 л/мин. Дуга с неплавящегося электрода питалась от сварочного источника питания с разнополярными импульсами тока прямоугольной формы типа TIG200PAC/DC. Источник питания генерирует импульсы сварочного тока частотой 60 Гц. Номинальный ток источника питания 200 А. Основные технические характеристики источника питания приведены в таблице 5.
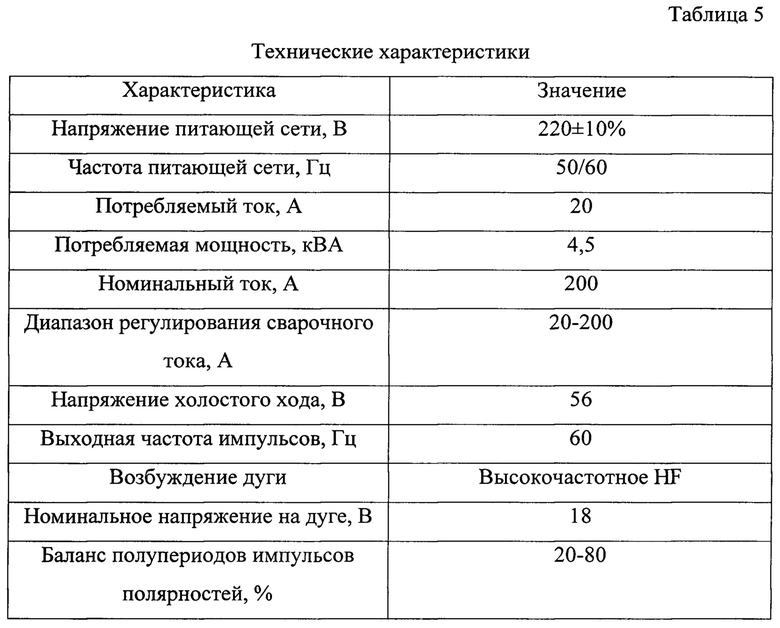
Данные приведены в паспорте и руководстве по эксплуатации установок для аргонодуговой сварки универсальных инверторных фирмы «BrimaWeldingIntemational, 22 с. С. 6. Издательство «Тиберис». Сайт: www.tiberis.ru/katalog-brendov/brima/ Дата обращения 04.09.19 г.
Источник питания позволяет изменять долю протекания тока обратной полярности и соответственно прямой полярности при установке равных токов импульсов прямой и обратной полярности. Источник питания снабжен высокочастотным возбудителем дуги.
Дуга между плавящимся электродом и изделием питалась от второго такого же источника питания. Наплавку выполняли с помощью сварочного полуавтомата сварочной установки FastMigMXF 65 фирмы Кемпи, держатель которого устанавливали на сварочный автомат АДСВ-6.
Баланс прямой полярности в дуге с неплавящимся электродом был выбран λН=0,8, затем подбирались равные токи импульсов прямой и обратной полярности. Для неплавящегося электрода диаметром 3 мм по таблице 1 выбирали средний рекомендуемый ток прямой полярности при однодуговой сварке IСП=160 А, для обратной полярности IСО=30А. Отношение допустимых токов IСП/IСО=160/30=5,33. Обратная величина составляет 1-λН=1/(5,33)≈0,19, что близко к выбранному значению.
При использовании только импульса тока обратной полярности при однодуговой сварке ток в импульсе IНО=30/0,2=150 А. При использовании только импульса тока прямой полярности IНП=160/0,8=200 А. При совместном действии импульсов токи необходимо уменьшить в 2 раза: IНО=75 А, IНП=100 А. В связи с тем, что разные токи на источнике установить нельзя, принимаем токи IНО=IНП=100 А.
Проверяли стойкость неплавящегося электрода
100⋅0,2⋅5,33+100⋅1⋅0,8=106,6+80=186,6.
Это эквивалентный ток действия постоянного тока прямой полярности немного превышает максимально допустимый ток на неплавящийся электрод диаметром 3 мм по таблице 1 IНПМ=180 А. Снизили тот импульсов до 95 А и снова проводили проверку.
95⋅0,2⋅5,33+95⋅1⋅0,8=101,3+76=177,3 А<180 А.
При токах импульсов 95 А стойкость вольфрамового электрода обеспечивается.
Для плавящегося электрода выбираем также λН=0,8, что обеспечит максимально возможную производительность расплавления электродной проволоки для данного способа сварки и в то же время катодную очистку от окисной пленки. Рекомендуемые токи обратной полярности на электрод при однодуговой сварке по таблице 4 IO=120…150 А. Выбирали ток двух импульсов 150 А, поскольку он обеспечивается данным источником питания.
Эффективный коэффициент расплавления плавящегося электрода за период αРЭ можно определить по формуле

где αРА - коэффициент расплавления электродной проволоки, когда она является анодом в дуге прямого действия (обратная полярность), г/(А⋅ч);
αРК - коэффициент расплавления электродной проволоки, когда она является катодом в дуге прямого действия (прямая полярность), г/(А⋅ч).
Значение αРА можно принять установленным в опыте авторов с дугой обратной полярности αРА=8, 72 г/(А⋅ч). Значение αРК принимаем αРК=19,33 г/(А⋅ч) по проведенным опытам с дугой прямой полярности. Получаем
αРЭ=8,72⋅0,2+19,33⋅0,8=17,2 г/(А⋅ч).
Получили, что производительность расплавления электродной проволоки повысилась почти в 2 раза по сравнению с дугой обратной полярности при однодуговой сварке. Производительность расплавления электрода при токе 150 А составит 150⋅17,2=2,58 кг/час. Расчетная скорость расплавления электродной проволоки по формуле (6) VЭ=23,5 см/с.
Благодаря высокой доле тока на плавящийся электрод-катод приращение скорости плавления достаточно велико из-за высокой скорости расплавления катода. Действительная скорость подачи при сварке составила VЭО=23,0 см/с вместо расчетной VЭ=23,5 см/с.
Удельную эффективную мощность дуги с неплавящимся электродом определяем с помощью формул (4) и (5)
qИЭН=(4,86+1,15⋅10-2⋅95)⋅0,8+(7,94+2,38⋅95⋅10-2)0,2=6,8 Вт/А.
Для дуги с плавящегося электрода без учета переносимой электродным металлом мощности
qИЭП=(4,86+1,15⋅10-2⋅150)⋅0,8+(7,94+2,38⋅150⋅10-2)0,2=7,57 Вт/А.
Мощность передается к изделию жидким электродным металлом qЖ=(4,86+1,15⋅10-2⋅150)⋅0,2+(7,94+2,38⋅150⋅10-2)⋅0,8=10,53 Вт/А.
Удельная мощность, переносимая жидким электродным металлом выше, но она мало влияет на проплавление основного металла.
Расчет эффективных мощностей позволяет проводить расчет провара основного металла и термических циклов сварки.
В результате наплавки на скорости сварки VС=0,3 см/с получили ширину валика наплавочного шва 7 мм, площадь поперечного сечения наплавленного металла 70 мм2, площадь проплавления 20 мм2. Доля участия основного металла в металле шва 29%, что является хорошим результатом из-за малого перемешивания основного и наплавляемого металла. При этом происходила хорошая очистка изделия и алюминиевой проволоки от окисной пленки алюминия, количество окисных включений в шве уменьшилось по сравнению с однодуговой наплавкой плавящимся электродом на обратной полярности.
Пример 2. С целью определения мощности источника питания необходимого для осуществления предлагаемого способа при использовании вольфрамового электрода диаметром 6 мм при λН=0,7 рассчитывали допустимый ток на неплавящийся электрод.
Для неплавящегося электрода диаметром 6 мм по таблице 1 допускается средний ток прямой полярности при однодуговой сварке Iсп=400 А, для обратной полярности IСО=80 А. Отношение допустимых токов IМП/IМО=400/80=5. Обратная величина составляет 1-λН=1/5=0,2. Большинство источников питания позволяют получить такое значение. Ближайшее значение, кратное 0,1 составляет 1-λ=0,3. Принимаем последнее значение 1-λН.
При использовании только импульса тока обратной полярности при однодуговой сварке ток в импульсе IПО=80/0,3≈267 А. При использовании только импульса тока прямой полярности IПП=400/0,7≈570 А. Данные токи для однодуговой сварки необходимо разделить на 2 в связи с совместным протеканием токов импульсов. Получаем токи 133 А и 285 А В связи с тем, что разница токов импульсов достаточно велика, необходимо подбирать источники питания, обеспечивающиерегулирование токов в импульсах с номинальным током минимум на 300 А и регулирование длительности протекания импульсов.
Пример 3. Производилась односторонняя сварка по предлагаемому способу электродной проволокой Св-АМц диаметром dЭ=1,2 мм на пластин из алюминиевого сплава АД0 толщиной 5=8 мм. Сваривалось стыковое соединение С18 по ГОСТ 14806-80 c V-образной разделкой кромок на подкладке с канавкой. Величина притупления 3 мм, зазор 2 мм. Использовали вольфрамовый электрод диаметром 5 мм. Расход аргона составлял G=10 л/мин.
При однодуговой сварке неплавящимся электродом на однофазном переменном токе промышленной частоты было установлено, что притупление полностью проплавляется при диаметре электрода 4 мм на скорости VС=0,7 см/с при токе 200 А. После этого определяли токи импульсов на неплавящийся электрод.
Дуга с неплавящегося электрода питалась от сварочного источника питания с разнополярными импульсами тока прямоугольной формы типа TIG200PAC/DC. Источник питания позволяет использовать импульсы с частотой 60 Гц. Номинальный ток источника питания 200 А. Технические характеристики источника питания приведены в таблице 5.
Баланс обратной полярности в дуге с неплавящегося электрода действия был выбран ориентировочно 1-λН=0,2, затем подбирались равные токи импульсов прямой и обратной полярности. Для неплавящегося электрода диаметром 4 мм по таблице 1 допускается средний ток прямой полярности при однодуговой сварке IСП=295А, для обратной полярности IСО=40А. Отношение средних допустимых токов IМП/IМО=295/40=7,38. Обратная величина составляет 1-λН=1/7,38=0,136. Источники питания не позволяют получать такое значение. Принимаем ближайшее возможное значение 1-λН=0,2. При использовании только импульса тока обратной полярности при однодуговой сварке ток в импульсе IПО=40/0,2=200 А. При использовании только импульса тока прямой полярности IПП=295/0,8≈369 А. В данном случае расчетные токи не совпадают между собой. Принимаем меньшее из расчетных значений. Для однодуговой сварки необходимо разделить токи на 2. Тогда ток импульсов составит 100 А. Получаем IНО=IНП=100 А. Стойкость вольфрамового электрода при этом токе будет обеспечена, так как приняли меньшее из расчетных значений.
Для диаметра плавящегося электрода 1,2 мм согласно таблице 4 подходят токи обратной полярности 120…150 А. Принимаем ток 150 А, так как он обеспечивается данным источником. Наряду с высокой производительностью наплавки получим существенное проплавляющее воздействие дуги с плавящегося электрода.
Поскольку токи полярностей равны, то эффективный коэффициент расплавления период αРЭ можно определить по формуле (8). Коэффициент расплавления электродной проволоки мало зависит от ее диаметра. Поэтому, как и в примере 1, принимаем αРЭ≈17,2 г/(А⋅ч). Производительность расплавления при токе в плавящийся электрод 150 А составит П=17,2⋅150=2,58 кг/час.
При выполнении сварки получили полное проплавление притупления кромок, несмотря на уменьшение тока по сравнению с однодуговой сваркой неплавящимся электродом с 200 А до 150 А. Оказало влияние проплавляющее действие второй дуги с плавящимся электродом. При сварке была заполнена полностью разделка кромок сечением 30 мм с небольшой выпуклостью высотой 0,5 мм.
Способ может быть реализован с помощью выпускаемых серийно промышленностью сварочных источников питания разнополярных импульсов тока, полуавтоматов и автоматов для механизированной и автоматической сварки в инертных газах с подачей присадочной проволоки. Поэтому способ обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |
| Способ автоматической наплавки в инертном газе комбинацией дуг | 2022 |
|
RU2798645C1 |
| Способ дуговой автоматической наплавки плавящимся электродом в инертном газе | 2022 |
|
RU2778341C1 |
| Способ сварки неплавящимся электродом алюминия и его сплавов | 2023 |
|
RU2817683C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2021 |
|
RU2772563C1 |
Изобретение относится к способу дуговой механизированной наплавки алюминиевых сплавов в среде аргона. Сварку ведут комбинацией неплавящегося и плавящегося электродов с образованием общей сварочной ванны и периодическим импульсным питанием дуг прямого действия. Дугу с неплавящегося вольфрамового электрода питают разнополярными импульсами тока с преобладанием прямой полярности, а для повторного возбуждения дуг используют высокочастотные импульсы. Дуги питают непрерывно от двух источников питания с разнополярными импульсами тока с частотой импульсов не менее 50 Гц. Отношение длительности протекания тока прямой полярности на неплавящийся электрод выбирают в пределах 0,8-0,6 периода первого источника питания, что обеспечивает как разрушение окисной пленки алюминия на изделии, так и стойкость электрода. Величину токов импульсов на неплавящийся электрод выбирают по предельным допустимым токам прямой и обратной полярности при однодуговой сварке на постоянном токе. Отношение длительности протекания тока прямой полярности на плавящийся электрод выбирают в пределах 0,8-0,4 периода второго источника питания. Это обеспечивает повышение скорости расплавления электрода в 1,5…2,0 раза по сравнению со сваркой дугой обратной полярности. Средний ток импульсов на плавящийся электрод выбирают по рекомендуемым токам для однодуговой сварки дугой обратной полярности. Каждый из электродов может располагаться впереди по отношению к направлению сварки. 5 ил.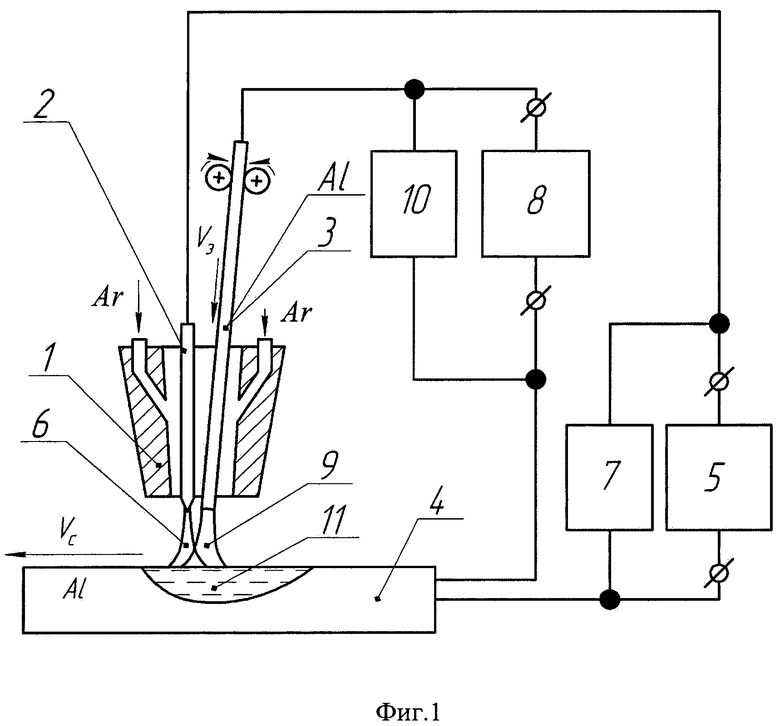
Способ дуговой механизированной сварки алюминиевых сплавов в среде аргона, включающий комбинацию неплавящегося вольфрамового и плавящегося электродов с образованием общей сварочной ванны и с периодическим импульсным питанием дуг прямого действия, при этом дугу с неплавящегося вольфрамового электрода питают разнополярными импульсами тока, а для повторного возбуждения дуг используют высокочастотные импульсы, отличающийся тем, что каждую из дуг питают непрерывно от своего источника питания с разнополярными импульсами тока и с частотой импульсов не менее 50 Гц, при этом отношение длительности импульса тока прямой полярности на неплавящийся электрод к длительности периода сварки первого источника питания выбирают в пределах 0,8-0,6, а средний ток импульсов на неплавящийся электрод выбирают величиной, равной предельно допустимому току прямой и обратной полярности при однодуговой сварке на постоянном токе для того же диаметра электрода, при этом отношение длительности протекания тока прямой полярности на плавящийся электрод к длительности периода сварки второго источника питания выбирают в пределах 0,8-0,4, а средний ток импульсов на плавящийся электрод выбирают величиной, равной току для однодуговой сварки дугой обратной полярности для того же диаметра электрода.
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2646302C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2003 |
|
RU2254214C1 |
| Способ дуговой сварки алюминиевых сплавов на переменном токе неплавящимся электродом | 1985 |
|
SU1266687A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ НАПЛАВКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2649351C1 |
| JP 2010069494 A, 02.04.2010 | |||
| CN 102814577 A, 12.12.2012 | |||
| Способ получения нанопорошка сложного никель-кобальтового оксида со структурой шпинели | 2021 |
|
RU2756678C1 |
| Н.М.ВОРОПАЙ и др | |||
| Двухдуговая наплавка алюминиевых поршней комбинированным-неплавящимся и плавящимся электродом | |||
| Автоматическая сварка, N6, 1996, с.21-25. | |||

