Известны установки для закатки концов трубчатых деталей, содержащие станину, бабку с вращающимся роликовым инструменто.м, устройство для зажима обрабатываемых деталей, а также устройства для перемещения бабки вдоль оси установки.
Однако известные установки не позволяют обрабатывать крупногабаритные детали.
С целью расширения технологических возможностей в предлагаемой установке устройство для зажима обрабатываемых деталей, содержащее зажимные губки, установлено на каретке, перемещающейся возвратно-постунательно вдоль оси установки в процессе обработки и несущей консольную раму с осевым упором, взаимодействующим с торцом обрабатываемой детали. Рама снабжена поддерживающим ее роликом, перемещающимся по станине при каретки, а упор выполнен переставным вдоль рамы.
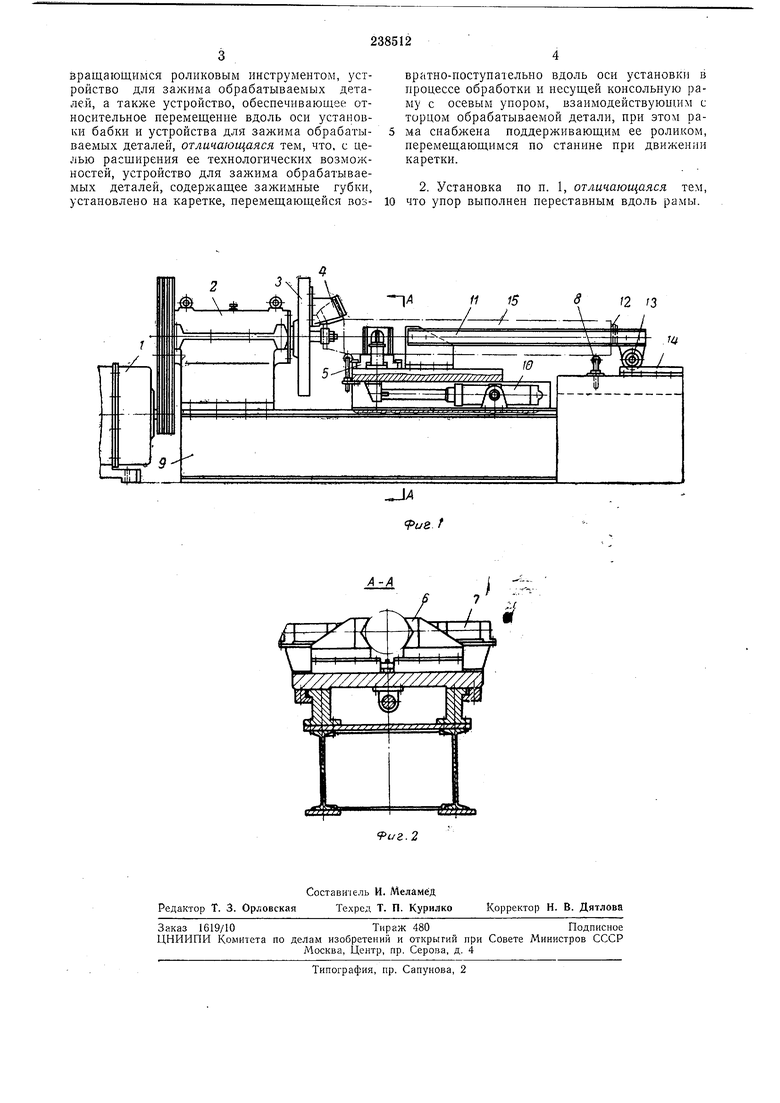
На фиг. 1 представлена описываемая установка для закатки концов трубчатых деталей Б общем виде, на фиг. 2 - устройство для зажима деталей, разрез по А-Л фиг. 1.
Установка содержит привод /; бабку 2, планщайбу 3 с установленными в обой.мах формирующими роликами 4, каретку 5, несущую зажимные иризматические губки 6 и гидроцилиндры 7, обеспечивающие их перемещение, опорные ролики 8, станину 9 и гидроцилиндр продольной иодачн 10. На каретке 5 жестко закреплена консольная рама // с задним упором 12, взаимодействующим с торцом обрабатываемой детали. Консольная ра.ма поддерживается катком 13, перемещающимся но направляющим М.
Заготовка 15 с нагретым до ковочной гемпературы концом устанавливается на опорные ролики 8. Холодный конец заготовки взаимодействует с задним уиором 12, фикclфyeмы в определенном полон ении на раме в завис11мостн от длины заготовки.
Заготовку зажимают губками 6, пере.мещаемыми гидроцилнндрами 7. Включают привод
1 вращения планшайбы 3, несущей формующие ролики 4. Каждый из формующих роликов установлен на оси в своей обойме (на чертеже не обозначены) и свободно вращается.
При переходе от одной группы диаметров заготовок к другой обоймы с роликами перемещаются в радиальном направлении по планшайбе и жестко на ней закрепляются. Затем каретку 5 с обрабатываемой дегалью
приближают к планшайбе 3 и обрабатывают (закатывают или редуцируют) конец детали.
Предмет изобретения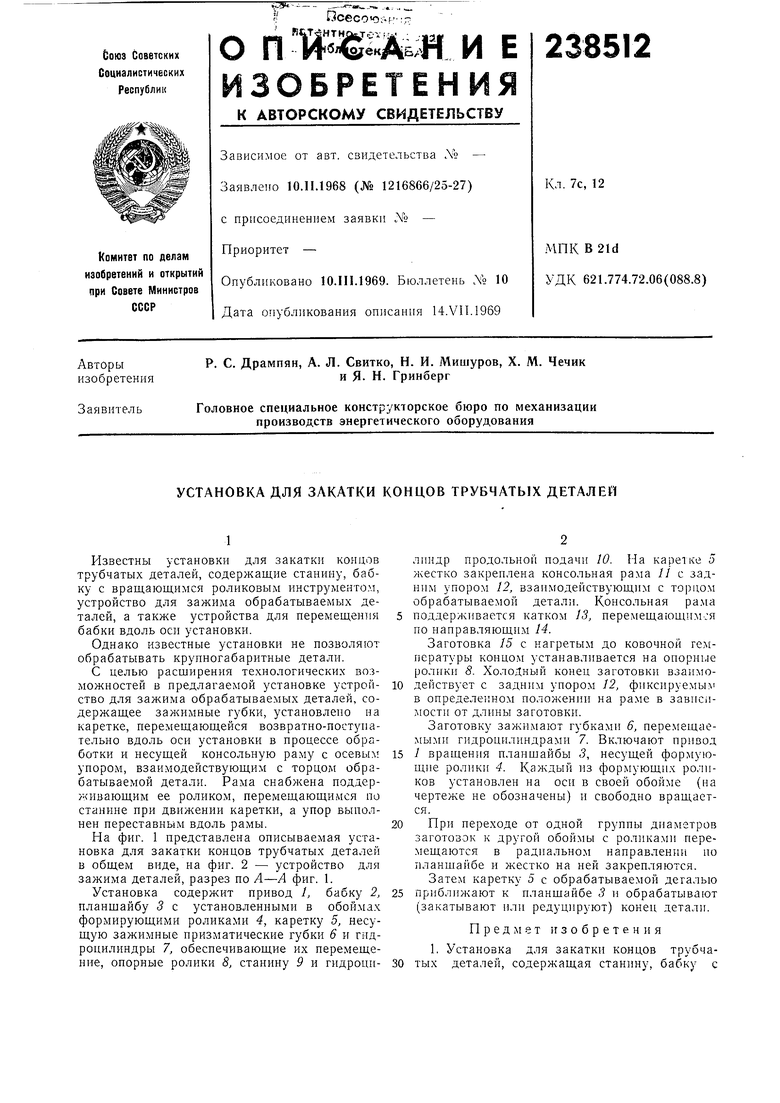
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Агрегатный станок | 1985 |
|
SU1283050A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| Автоматический поводковый патрон | 1979 |
|
SU829349A2 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНЦОВ ТРУБ | 1971 |
|
SU411943A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |