1
Изобретение касается обработки металлов давлением.
Известные устройства для обработки концов труб, содержащие станину с установленным на ней механизмом зажима трубы по наружному диаметру, устройством для раздачи, содержащим рабочий цилиндр, на штоке которого смонтирован сменный инструмент, устройством для подрезки торцов и приводом, не обеспечивают возможности обработки толстостенных труб, имеющих погибы, близко расположенные к концу без повреждения наружной поверхности, поскольку погибы огра11ичивают длину зажимаемого участка трубы, который воспринимает все усилие раздачи, вследствие чего на ней остаются задиры и вмятины. Кроме того, устройство для подрезки торцов при раздаче конца трубы выводится из рабочего пространства раздающего устройства, что увеличивает габариты станка и снижает его производительность.
Предлагаемое устройство отличается тем, что устройство для раздачи концов трубы установлено в поворотной планшайбе, расположенной в подвижной в осевом направлении бабке, смонтированной на станине, и снабжено элементом для центрирования трубы по внутреннему днаметру, выполненным в виде сектарной разжимной цанги, соединенной с подвижной в осевом направлении гильзой,
установленной в планшайбе, при этом устройство для подрезки торцов расположеио на планшайбе, а механизм зажима трубы по наружному днаметру выполнен в виде четырех плавающих полупризм, расположенных попарно на двух каретках, установленных на станине и снабженных самостоятельным приводом.
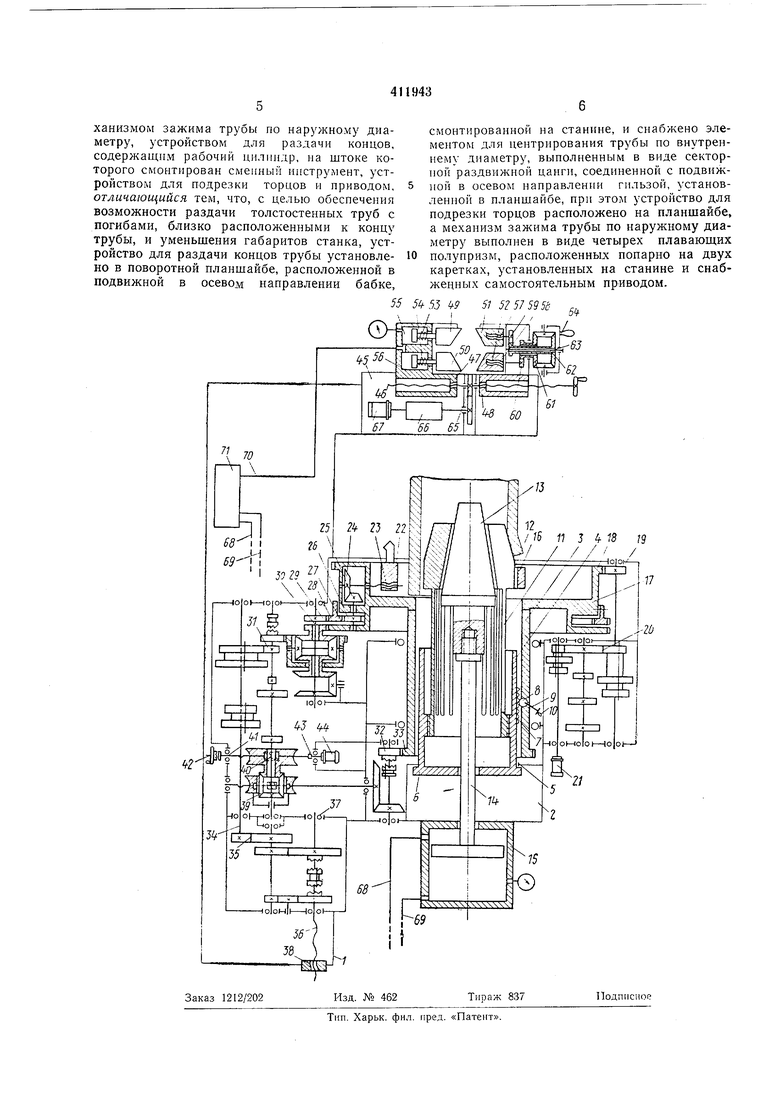
На чертеже схематически изображен описываемый станок.
;На направляющих станины / подвил но установлена бабка 2, снабженная полым щпинделем 3, смонтированным с возможностью вращення и размещения в ней подвил ной гильзы 4, конец которой установлен в расточке 5 бабки 2 и снабжен буртом 6 и зубчатой рейкой 7, соединенной шестерней 8 с валом 9 рукоятки W. В гильзе 4 закреплен сменный разжимной секторный пуансон //, выполненный в виде цанговой втулки, разрезанной на секторы, конец которой имеет центрирующую шайбу 72, и спрофилирован на наружном диаметре по конусу трубы, а внутреннее отверстие выполнено конусным. В конусном отверстии пуансона // размещен клин 13, закрепленный на конце штока 14 гидравлического цилиндра /5, установленного на корпусе бабки 2, а на центрирующей шайбе 12, установлено ограничительное кольцо 16. На шпинделе 3 установлена планшайба 17 с закрепленным на ней зубчатым колесом 18, соединенным через шестерню 19 с коробкой скоростей 20, имеющей привод от электродвигателя 2/. На нланшайбе 17 нодвиж}10 установлен резцедержатель 23, смонтированный на ходовом винте 23, который через шестерни 24- 29 соединен с выходным валом 30 коробкн подач 31, а через нее и шестерню 32 - с зубчатым колесом 55, - зaкpeПv eииым на шнннделе 3 станка. Выходной конец вала 34 коробкн подач 31 через реверсивный механизм 35 соединен с ходовым винтом 36, закреплеииым одним концом в подшипниковом узле 37 бабки 2, а другой коиец размещен в гайке 38, установленной в станине станка. Дифференциал 39 коробки подач 31 через червячную пару 40 соединен с валом 41, имеющим на конце рукоятку 42, а другим концом через муфту 43 соединен с электродвигателем 44 быстрых перемещений. На станине / также закреплены направляющие 45, на которых смонтированы на ходовом вннте 46 каретки 47 и 48 с разме.щенными в ннх сменными зажимными губками 49-5, .выполненными в виде полупризм.
Губки 49 и 50 соединены со штоками 53 и 54 гидроцилиндров 55 и 56, закреиленных на каретке 47, а губки 5/ и 52 соединены с ходовымн винтами 57 и 58, на концах которых устаиовлень шестерни 69 и 60, сцепленные с центральными колесами 6J и 62 дифференцнала 63, установленного в каретке 48, водило 64 которого, выполнено в виде рукоятки. Через закреплепную шестерню 65 и редуктор 66 ходовой винт 46 соединен с электродвигателем 67 зажима. .Гидравлические цилиндры J5, 55 и 56 соединены трубопроводами 68-70 с гидравлической установкой 7/.
При установке трубы на станке для раздачи вращением рукоятки W с валом 9 и щестерней 8 зубчатая рейка 7, а вместе с ней подвижная гильза 4 и иуаисои /7 перемещаются до упора бурта 6 в торец корпуса бабки 2, при этом пуансон 77 останавливается в крайнем левом положении, а установленное на центрирующей шайбе J2 ограничительное кольцо J6 снимается. Обрабатываемая труба внутренним диаметром заводится на центрирующую шайбу 12, после чего при включении гидроцилиидра /5 шток J4 перемещается, а закрепленный на нем клин разводит секторы пуансона 7/, при этом .центрующая шайба плотно облегает внутренний диаметр трубы, производя его центровку относительно оси вращения шпинделя 3, и перемещение клина il3 прекращается. Вращение ходового винта от электродвигателя 67 через редуктор 66 и шестерню 65 каретки 47 и 48 с зажимными губками устанавливаются на размер, несколько больший наружиого диаметра обрабатываемой трубы, и перемещение их прекращается, затем от водила 64 через центральные колеса 6 и 62, щестерни 59 и 60, ходовые винты i57 и 58 приводятся во вращение, при этом губки 51 и 53 переме1цаются и, касаясь наружного диаметра трубы, останавливаются
независимо одно от другого и от положения наружного диаметра относительно внутреннего. Включением пгдравлических .цилиндров 55 и 56 через штоки 53 и 54 губки 49 и 50 получают незавнсимое перемещение, при этом производится зажатие с определенным усилием отцентрованной по внутренне.му диаметру обрабатываемой трубы. .После ее закрепления, включением гидравлического цилиндра /5 в обратном направлении клин 13 выводится из пуансона 7/, при этом секторы сжимаются, освобождая отцентрированную трубу, а вращением рукоятки / пуансон У/ выводится из трубы и на его центрирующую шайб} 12 устаиавливается ограничительное кольцо 16. При включении электродвигателя 44 через вал 47, червячную передачу 40, дифференциал 39, коробку подач 31, вал 34 и реверсивный механизм 35 получает вращеиие ходовой винт 3:6, при этом бабка 2 отводится от обрабатываемой трубы и останавливается. Вращением рукоятки 10 подвижная гильза 4 перемещается в направлении обрабатываемой трубы до упора бурта 6 в торец корпуса бабки 2, а перемещением последней пуансон // вводится в обрабатываемую трубу и устанавливается на размер для раздачи. Включеинем гидроцилиндра 75 клин 13 перемещается и пуансоном 11 раздают трубу, при этом осевое усилие от гидроцилиндра 15 воспринимается секторами пуансона .7/ и замыкается в системе пуансон 11 - гильза 4 - бурт 6 - корпус бабка 2, не передаваясь на зажимное устройство. Величина раздачи контролируется ограиичительиым кольцом 16, при его зажиме раздача прекращается. Включением гидравлического цилиндра 15 КЛ.ИН 13 выводится из пуансона //, а вращением рукоятки 10 гильза 4 убирается в полость щпинделя 3, освобождая конец трубы для подрезки торца. Вращение плаищайбы 17 осуществляется от электродвигателя 21 через коробку скоростей 20, шестерню 19 и зубчатое колесо .18. Обработка фасок на трубе осуществляется совместным перемещением резцедержателя 22 и бабки 2. Перемещение резцедержателя 22 с величиной рабочей подачи производится от шпинделя 3 через зубчатое колесо 33, шестерню 32, коробку подач 31 через систему передач и ходовой винт 23. Перемещение бабки 2 с величиной рабочей подачи осуществляется от шпинделя 3 через зубчатое колесо 3i3, шестерню 32, коробку подач 35 и ходовой винт 36. Ускоренное перемещение резцедержателя 22 осуществляется от электродвигателя 44 через систему передач и дифференциал 39. Обработанная труба освобождается включением электродвигателя 67 в обратном направлении через редуктор 66. Ходовой винт вращается и разводит каретки 47 и 48 с губками 49-5,2.
Пред мет изобретения
Станок для обработки концов труб, содер65 жащий станину с установленным на ней ме
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| КОПИРОВАЛЬНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU382477A1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| Устройство для обработки труб | 1976 |
|
SU662203A1 |
| Станок для обработки концов труб | 1983 |
|
SU1106600A1 |
| Станок токарно-винторезный универсальный | 2019 |
|
RU2737905C1 |
| Устройство для изготовления цилиндрических спиральных пружин | 1986 |
|
SU1319987A1 |