Изобретение относится к обработке металлов резанием, в частности к станкам для одновременного выполнения сверлильных и резьбонарезных работ групп отверстий.
Цель изобретения - расширение технологических возможностей и повышение надежности за счет обеспечения обработки деталей несколькими инструментальными головками и фиксации деталей по всей их длине в процессе обработки.
На фиг. 1 изображен агрегатный станок, ю вид сверху; на фиг. 2 - каретка станка с устройством фиксации и зажима деталей, вид спереди; на фиг. 3 - то же, вид сверху; на фиг. 4 - разрез А-А на фиг. 2.
Агрегатный станок состоит из станины 1 с установленными на ней силовыми головками 2 и расположенной между ними кареткой 3, установленной на цапфах 4 и 5 в кронштейнах 6 и 7 на подвижном вдоль ее оси поворота столе 8. Механизм поворота каретки 3 включает в себя зубчатое колесо 9 и сцепленную с ним шток-рейку 10 цилиндра поЕзорота каретки 3.
Каретка 3 выполнена в виде рамы 11 со смонтированными в ней цилиндрами 12 зажима деталей. Устройство фиксации и
15
20
ретки. При этом шток-рейка 10, приводимая в поступательное движение цилиндром поворота каретки 3, производит поворот зубчатого колеса 9, установленного консольно на цапфе 4. Устройство 24 фиксации вновь закрепляет каретку 3. Вторая деталь 26 ориентируется по базовым пальцам 25 и зажимает второй шайбой 16.
Для повышения жесткости крепления обрабатываемых деталей 26 сбоку к деталям штоком цилиндра 13 посредством клиньев 14 подводятся раздвижные губки 15, расположенные по обе стороны продольных частей рамы 11. Подвод рабочей среды от гидрооборудования 23 к цилиндрам 12 зажима деталей производится через продольные канавки 21 цапфы 5, размешенной в закрепленном на раме 11 стакане 20, и поперечные канавки 22. Цапфы 4 и 5 каретки 3 установлены в кронштейнах 6 и 7 на подвижном столе 8.
После установки и закрепления обрабатываемых деталей 26 силовые головки 2, установленные на станине 1, перемещаются вперед, производя рабочий ход. По окончании обработки головки 2 возвращаются в исходное положение, а подвижной стол 8
зажима деталей образовано цилиндром 13, 25 с деталями 26 перемещается на следующую клиньями 14, раздвижными губками 15, рас-рабочую позицию, где производится второй
положенными по обе стороны вдоль продольных частей рамы 11, и зажимными шайбами 16, устанавливаемыми на детали под упорами 17 пропущенных через отверстия 18 продольных частей paMtJ -11 штоков 19 ци- линдров 12 зажима деталей. При этом цапфа 5 размещена в закрепленном на раме 11 стакане 20 и имеет продольные канавки 21 и поперечные канавки 22. Продольные канавки 21 сообщаются с источником подачи среды - гидрооборудованием 23, а попе- речные канавки 22 - с цилиндрами 12 и 13, причем каждая продольная канавка соединена с принадлежащей ей кольцевой канавкой. Канавки 22 связаны трубопроводами
рабочий цикл силовых головок 2 - резьбо- нарезание. Дважды обработанные детали с силовым столом 8 возвращаются в исходное положение.
Готовые детали 26 снимаются с каретки 3, а новые заготовки устанавливаются и закрепляются аналогично описанному.
Формула изобретения
. Агрегатный станок, содержащий станину с установленными на ней с возможностью перемещения силовыми головками, меж ду которыми расположена с возмож(не показаны) с полостями цилиндров 1240 ностью поворота вокруг горизонтальной оси
зажима детали и 13 фиксации детали. Накаретка, размещенная в кронштейнах и свяподвижном столе 8 размещено устройство 24занная с гидроцилиндра.ми устройства фикфиксации каретки 3, предназначенное длясации и зажима, соединенными системой
ТО1П1ОЙ ориерггации и закрепления кареткитрубопроводов с гидрооборудованием, от50
в момент обработки деталей. На каретке 3 с днух сторон имеются также по два паль- 45 ца 25 для ориентации обрабатываемой детали 26.
Станок работает следующим образом.
На каретку 3 подъемно-транснортными средствами устанавливается обрабатывае- .маи деталь 26, зажимается зажимной шайбой 16 путем действия на нее упора 17 штока 19 от цилиндра 12 зажима детали и ориентируется по базовым пальцам 25. При своем движении шток 19 свободно проходит в отверстие 18 продольных частей каретки 3.
Затем каретка 3, освобожденная от крепления устройством 24 ее фиксации, поворачивается на 180° механизмом поворота ка55
личающиися тем, что, с целью расширения технологических возможностей и повышения надежности, станок снабжен столом, установленным с возможностью перемещения вдоль оси каретки и несущим последнюю, причем каретка выполнена в виде рамы, внутри которой размешены гндроцилиндры устройства фиксации и зажима, а последнее выполнено в виде установленных с возможностью перемещения губок, расположенных вдоль продольных частей рамы, и шайб, предназначенных для взаимодействия со штоками гидроцилиндров, установленных с возможностью перемещения в отверстиях, которые выполнены в продольных частях рамы.
ретки. При этом шток-рейка 10, приводимая в поступательное движение цилиндром поворота каретки 3, производит поворот зубчатого колеса 9, установленного консольно на цапфе 4. Устройство 24 фиксации вновь закрепляет каретку 3. Вторая деталь 26 ориентируется по базовым пальцам 25 и зажимает второй шайбой 16.
Для повышения жесткости крепления обрабатываемых деталей 26 сбоку к деталям штоком цилиндра 13 посредством клиньев 14 подводятся раздвижные губки 15, расположенные по обе стороны продольных частей рамы 11. Подвод рабочей среды от гидрооборудования 23 к цилиндрам 12 зажима деталей производится через продольные канавки 21 цапфы 5, размешенной в закрепленном на раме 11 стакане 20, и поперечные канавки 22. Цапфы 4 и 5 каретки 3 установлены в кронштейнах 6 и 7 на подвижном столе 8.
После установки и закрепления обрабатываемых деталей 26 силовые головки 2, установленные на станине 1, перемещаются вперед, производя рабочий ход. По окончании обработки головки 2 возвращаются в исходное положение, а подвижной стол 8
с деталями 26 перемещается на следующую рабочую позицию, где производится второй
рабочий цикл силовых головок 2 - резьбо- нарезание. Дважды обработанные детали с силовым столом 8 возвращаются в исходное положение.
Готовые детали 26 снимаются с каретки 3, а новые заготовки устанавливаются и закрепляются аналогично описанному.
Формула изобретения
. Агрегатный станок, содержащий станину с установленными на ней с возможностью перемещения силовыми головками, меж ду которыми расположена с возмож ностью поворота вокруг горизонтальной оси
личающиися тем, что, с целью расширения технологических возможностей и повышения надежности, станок снабжен столом, установленным с возможностью перемещения вдоль оси каретки и несущим последнюю, причем каретка выполнена в виде рамы, внутри которой размешены гндроцилиндры устройства фиксации и зажима, а последнее выполнено в виде установленных с возможностью перемещения губок, расположенных вдоль продольных частей рамы, и шайб, предназначенных для взаимодействия со штоками гидроцилиндров, установленных с возможностью перемещения в отверстиях, которые выполнены в продольных частях рамы.
2. Станок по п. 1, отличающийся тем, что он снабжен установленными в кронштейнах цапфами, предназначенными для размещения каретки, и закрепленным на последней
стаканом, несущим одну из цапф, в которой выполнены продольные и поперечные канавки, предназначенные для связи трубопроводов с гидрооборудованием.
fpuz.l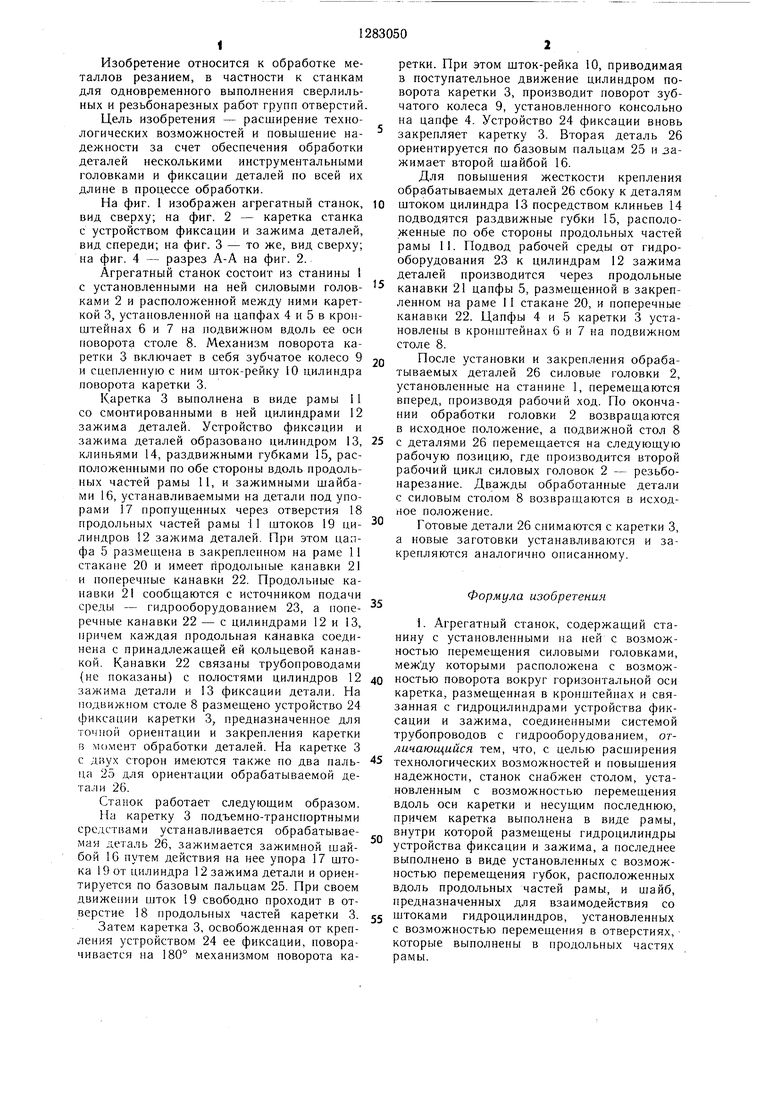
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный сверлильный станок | 1977 |
|
SU660811A1 |
| Металлорежущий станок | 1990 |
|
SU1830333A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| Многопозиционный агрегатный станок | 1986 |
|
SU1340991A1 |
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2083332C1 |
| Агрегатный переналаживаемый станок | 1986 |
|
SU1335421A2 |
| Агрегатный станок | 1975 |
|
SU553088A1 |
| Многоинструментальный двусторонний агрегатный станок | 1986 |
|
SU1386415A1 |


Изобретение относится к области обработки металлов резанием, в частности касается станков для одновременного выполнения сверлильных и резьбонарезных работ групп отверстий. Целью изобретения является расширение технологических возможностей и повышение надежности за счет обеспечения обработки деталей несколькими инструментальными головками и фиксации деталей по всей их длине в процессе обработки. Станок содержит станину с установленными на ней перемещающимися головками и расположенную между головками каретку 3, установленную на кронштейнах 6, 7 с возможностью поворота вокруг горизонтальной оси. Каретка размещена на столе 8, пере.мещаютемся вдоль оси поворота каретки 3, каретка выполнена в виде рамы, внутри которой размещены гидроцилиндры 12 и 13 устройства фиксации и зажима. Последнее выполнено в виде раздвижных губок 15, расположенных по обе стороны вдоль продольных частей рамы, и шайб 16, взаимодействующих со штоками 19 гидроцилиндров 12, перемещающихся в отверстиях, которые выполнены в продольных частях рамы. В - кронштейнах 6, 7 размещены цапфы 5, несущие каретку 3, а на последней закреплен стакан 20, в котором размещена цапфа 5, имеющая продольные 21 и поперечные 22 канавки, предназначенные для связи трубопроводов с гидрооборудованием. 1 3. п. ф-лы, 4 ил. о & (Л г 25 W ,S 9 16 11 П 12 26 22 Г, Ю 00 со о ел /720 22 CPU2.2
10 9 2 25 15 П 15 15
11 5
Ри,2.Ъ
75,
Фиг.
| Агрегатный сверлильный станок | 1977 |
|
SU660811A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
