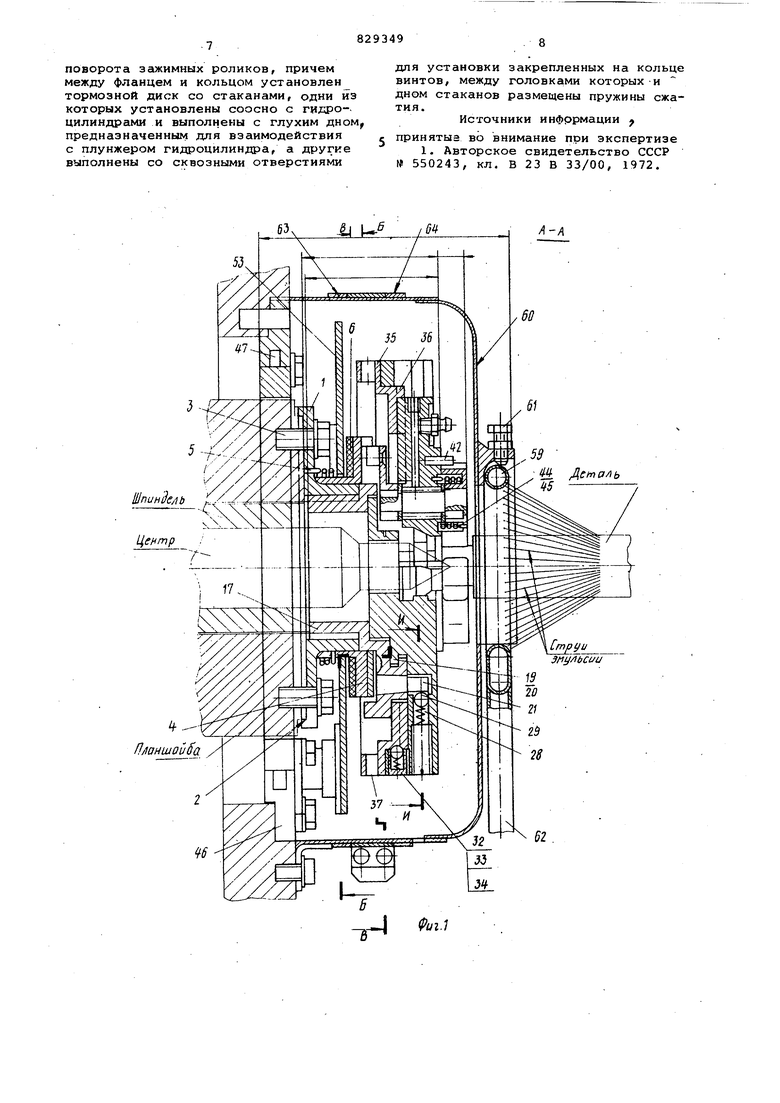
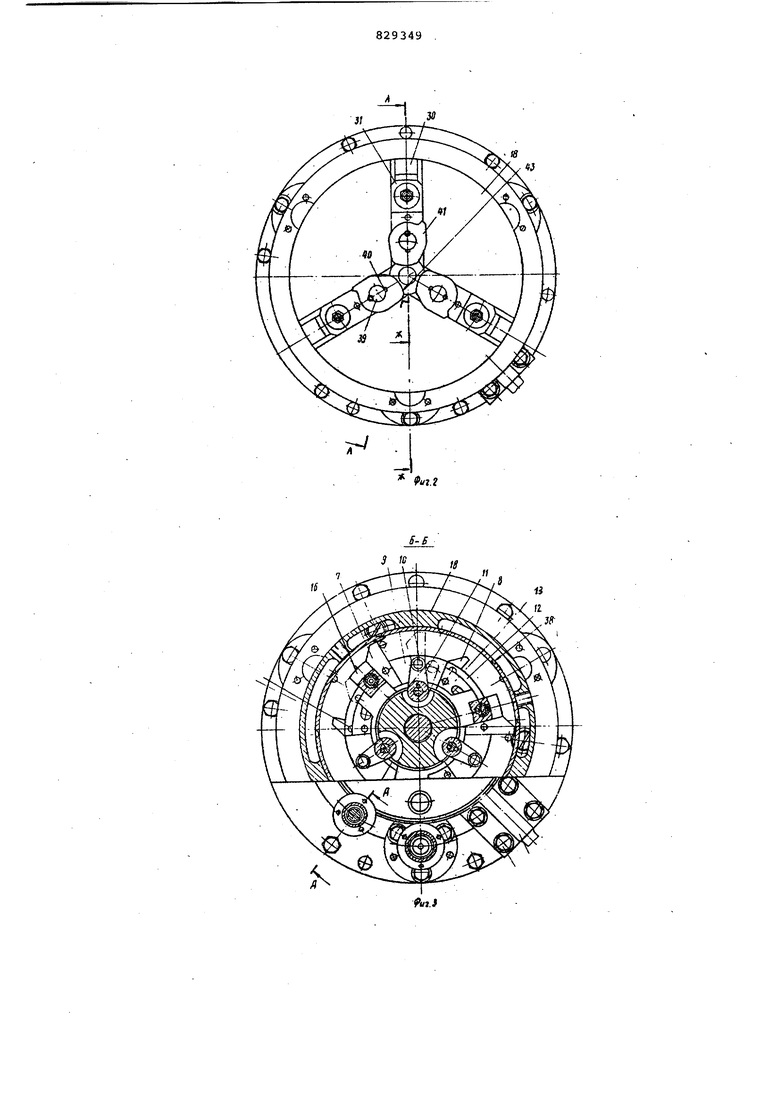
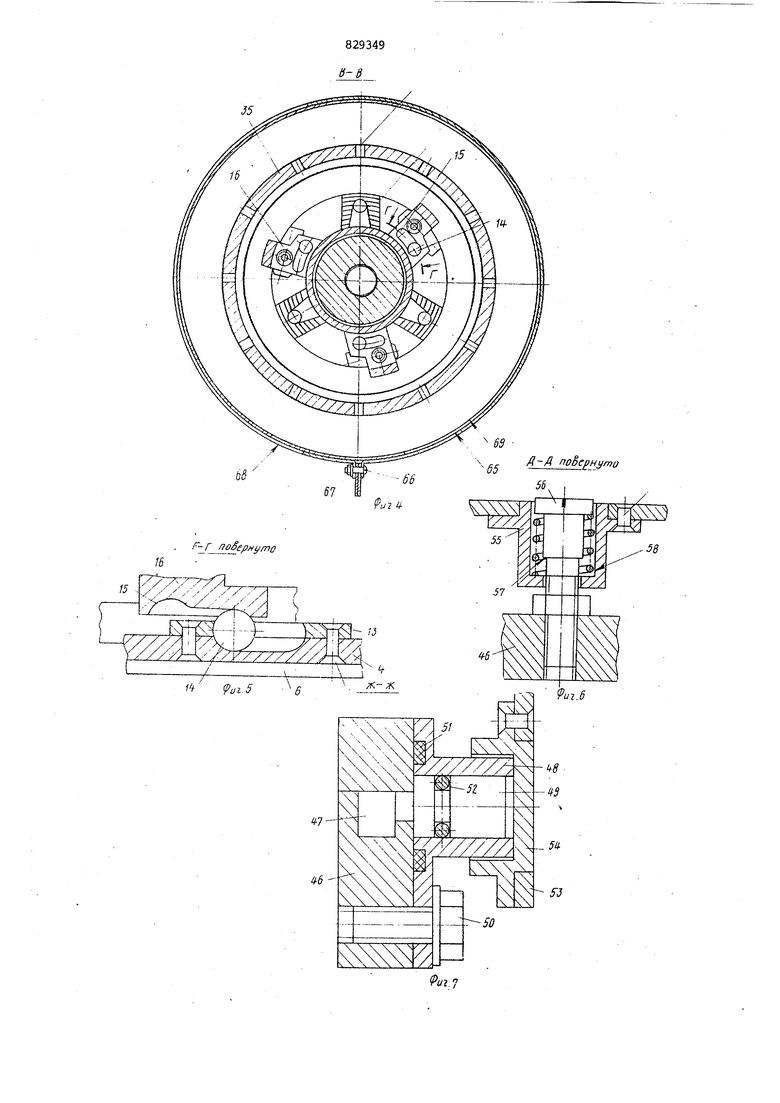
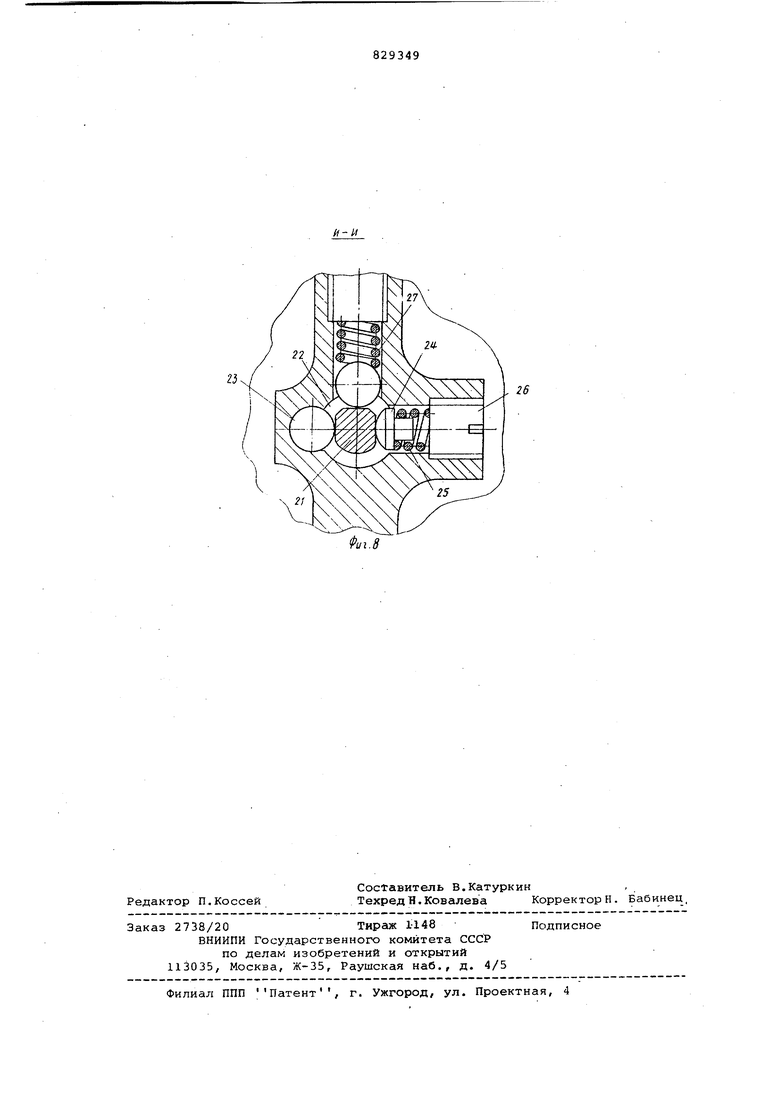
Изобретение относится к машиностроению и может быть использовано при обработке цилиндрических дета-пей на токарных и шлифовальных станках. По основному авт.св. № 550243 известен автоматический поводковый патрон для закрепления деталей класса валов, обрабатываемых в центрах. В корпусе данного патрона установлен ползуны, перемещаемые в радиальном направлении посредством диска со спи ральными пазами, взаимодействующими с выступами выполненными на ползунах, причем ползуны оснащены шарнирно закрепленными в них роликами со спиральными зажимными поверхностями а в корпусе патрона размещен механизм поворота указанных роликов, выполненный в виде жестко связанных с роликами осей, снабженных подпружиненными рычагами, входящими своими пальцами в пазы поворотного диска, взаимодействующего.посредством винто вых выемов с винтовыми выступами муфты , поворачивающей указанные подпружине ные рычаги и связанные синими роли.к а для осевого перемещения муфты пат рон снабжен электромагнитом 1. Однако привод данного поводкового патрона выполнен в виде электромагнита системы тяг и вилок, крепится вне патрона и неудобен при эксплуатации. Необходимость для поворота рычагов сообщать муфте осевое перемещение увеличивает длину патрона и тем самым снижает жесткость закрепления детали. Целью изобретения является повышение надежности работы патрона. Эта цель достигается тем, что в автоматическом поводковом патроне установлены кольцо с замкнутой внутренней полостью, связанной с гидросистемой и гидроцилиндрами, закрепленными на торцовой поверхности станка, и связанный с корпусом патрона пружиной кручения поворотный фланец, один торец которого снабжен фрикционной накладкой, а другой - упорами, ограничивающими поворот фланца в обе стороны и взаимодействующие с пальцами рычагов поворота зажимных роликов, а между фланцем и кольцом установлен тормозной диск со стаканами. Одни из которых установлены соосно с гидроцилиндрами и выполнены с ГЛУХИМ дном и взаимодействующим с плунжером гидродилиндра, а другие выполнены со сквозными отверстиями для установки закрепленных на кольце винтов, между головками которых и дном стаканов размещены пружины сжатия. На фиг,1 показано предложенное устройс1во, общий вид,продольный разре на фиг.2 - то же,вид спереди; на фиг.3 - разрез Б-Б на фиг.1; на фиг. А разрез B-D на фиг.1; на фиг. 5- разрез Г-Г на фиг.4; на фиг.6 - разрез Д-Д на фиг.З; на фиг.7 - разрез Нсл фиг. 2; на фиг. 8 - разрез И-И на фиг,1. Ступица 1 патрона посажена расточкой 2 на планшайбу станка (например круглоолифонального) и закреплена на ней болтами 3. На цилиндрическую часть ступицы надет поворотный фланец 4, который может поворачиваться относителько своей оси на некоторый угол Пружина. 5 кручения, взаимодействующа с флаьплем 4, одним концом закреплена в ступице патрона, а другим - во флан и,е, на заднем торце которого прикреплеи фрикционный диск 6, а к переднему упоры 7 и 8, образующие три секторных ЕЫема 9 для Г рохода пальцев 10 рычагов 11, и три секторных выема 12 для помещения обойм 13, с шариками 14, ко торые входлт в дуговые пазы 15 зубьев 16, вьшолненных на крестовине 17. Корпус 18 патрона снабжен буртиком 19 и с задором установлен в кольцево в1-)точке 20 крестовины. Пальцы 21- коiiycvjor: ч,лстью закрешлены в крестовине а квадратной - входят в отверстия 22 корпу;::а :i опираются одной гранью на жестко закрепленные шарики 23, а про тиБОположной - на упоры 24 с пружина 25, поджатые винтами 26. В радиал ных отверстиях 27 разметены пружины 23, вйгимс/юйствующие через шарики 29.с n-:i.iib-i.,-iMi 21 и обеспечивающие кор-. матропг возмол ность смещаться в радиа.пьно.м направлении при эксцент ситете обрабатываемой детали. На пере.цнем торце корпуса патрона выполне ны три радиа.льно расположенных стано которые входят ползуHtiix паза ны 31. На наружной поверхности корпу са патрона 18 имеется три отверстия дл.ч помещения шариков 32 пружин 33 и винтов 34, которые служат для фиксации спира.п.ьного д 1ска 35 в корпусе 18 патрона от самопроизвольного пров рачияанпя. Спиральный диск 35 помещен между передней гранью крестовины 17 и внутренней стенкой корпуса 18 патрона. На переднем торце его нарезана спиральная резьба 36, между витками которой помещаются рейки ползу ов 31 . На цилиндрической части спирального диска 35 имеется двенадцать отверстий 37 (под шпильку) в десять гнезд 38 под шарики 32. В нижней части ползунов 31 имеются отверстия, в которых на игольчатых поллипниках (без корпусов подшип ников) посажены оси 39. На осях с од кой стороны при помощи шпонов 40 зак реплены рычаги 11, ас другой - при помощи шпонов закреплены зажимные ролики 41. На передних торцах ползунов .31 запрессованы штифты 42, ограничивающие поворот зажимных роликов 41. Часть окружности зажимных роликов 41, служащих для зажима деталей, имеет спиральную поверхность 43. На тыльной части зажимных роликов 41 имеются круговые пазы 44 для помещения пружин 45 кручения, одни концы которых закреплены на ползунах 31, а вторые - на зажимных роликах. Пружины 45 стремятся повернуть зажимные ролики 41 против часовой стрелки .Кольцо 46 гидравлического привода патрона закреплено на стенке передней бабки (например круглошлйфовального) станка. Внутри кольца имеется круговая полость 47 для подвода масла к г идроцилиндрам 48 с плунжерами 49. Гидроцилиндры 48 закреплены на кольце 46 при помощи болтов 50. На фланцах гидроцилиндров 48 имеются круговые канавки для помещения уплотнительных колец 51.На образующих плунжеров 49 имеются круговые канавки для помещения уплотнительных колец 52. Тормозной диск 53 расположен между задьим торцом поворотного фланца 4 и кольцом 46. К тормозному диску прикреплены стаканы 54 и 55; Стаканы 54 с зазором одеты на цилиндрические корпуса гидроцитп ндров. Винты 56 ввинчены в резьбовые отверстия кольца 46, В средней части винтов имеются буртики 57. Пружины 58 одними концами упираются в днища стаканов 55, а другими - в головки винтов 56.- Пружины 58 прижимают тормозной диск 53 к торцам корпусов гидроцилиндров 48. Распылитель 59 вставлен в обойму кожуха 60 и закреплен болтами 61. В нижней части распылителя 59 имеется трубка 62 с ниппелем для подключения при помощи шланга к насосу, подающему охлаждающую жидкость. Кожух, 60 прикреплен к стенке передней бабки (например круглошлифовального) станка. На образующей кожуха между приваренными к нему накладками 63 и 64помещен хомут 65. Между отогнутыми концами хомута 65 при помощи болтов 66 закреплена планка 67. На одной стороне хомута 65 имеется длинное окно (150) 68. На образующей кожуха 60 имеется длинное окно 69. Расположение окон 68 на хомуте и 69 на образующей кожуха выбрано с таким расчетом, чтобы при повороте хомута 65в положение планкой 67 вверх они совпадали, и чтобы через них открывался доступ к отверстиям 37 спирального диска 35. Патрон работает следующим образом. При включении станка гидравлическое устройство начинает перемещать шлифовальный кру.г к поверхности обрабатываемой детали и включает электродвигатель станка. Одновременно по лость 47 кольца 46 переключается на слиз масла. Сжатые пружины 58, распрямляясь, передвигают тормозной диск 53 по направлению к гидроцилинд рам 48. Под воздействием тормозного диска 53 плунжеры 49 возвращаются в исходное положение. Освободившись от воздействия тормозного диска 53, поворотный фланец 4 под воздействием пружины 5, повора чиваясь против часовой стрелки,возвр щается в исходное положение, до упо.ра выступов 7 в боковые грани j3y6beB 16 крестовины 17. При этом обоймы 13 перемещают шарики 14 в исходное поло жение. Пружины 45 раскручиваются и поворачивают :|.ажимные ролики 41 вмес те с осями 39 и рычагами 11 против часовой стрелки до тех пор, пока спи ральные поверхности 43 зажимных роли ков 41 войдут в соприкосновение с по верхностью зажимаемой детали. При этом зажимные ролики автоматически подстраиваются под эксцентриситет по верхности зажимаемой детали. Под воз действием пружины 45 происходит пред варительный зажим детали и она, увлекаемая патроном, начинает вращатьс Когда шлифовальный круг войдет в соприкосновение с поверхностью зажатой в патроне деталью, возЕ1икает момент силы резания, стремящийся повер нуть ее относительно патрона по часо вой стрелке. Связанные с деталью силой -трения зажимные ролики 41 повора чиваются против часовой стрелки на Ч который угол, все сильнее зажимая деталь, причем сила зажима возрастает пропорционально увеличению силы р зания. Под воздействием момента силы резания происходит дополнительный (р бочий) зажим детали.после зажима дета крутящий момент через винты 26 корпуса 18 патрона ,пружины 25 и упоры 2-1 передается равносильно на все три пальца 2 1 крестовины 17, предотвращая возникновени е на детали поперечной силы. Если поверхность детали окажется эксцентричной по отношению к еецентровым отверстиям, то при . дополнительном зажиме корпус 18 патрона также подстроится под эксцентриситет детали. При включении электродвигателя станка начинает работать насосГ подающий охлаждающую жидкость в зону резания. Одновременно по шлангу (не показан) охлаждающая жидкость подается в распылитель 59, откуда через множество мелких отверстий выбрасывает сильными струями под углом 30 оси детали, предотвращая попадание вовнутрь кожуха абразивного щлама. При отводе шлифовального круга полости 47 кольца 46 подключаются к магистрали давления., и плунжеры 49 начинают выталкиваться из гидроцилин дров 48 и,упираясь Е стаканы 54 тормозного диска 53, прижимает его к диску 6 поворотного фланца 4. Под воздействием силы трения поворотный фланец 4, закручивая пружину 5 и перекатываясь на шариках 14 по дуговым пазам 15, начинает поворачиваться (отставать) относительно крестовины 17 по часовой стрелке. При этом поворотный фланец 4, упираясь боковыми гранями упоров в пальцы 10 рычагов 11, поворачивает их по часовой - . стрелке. Рычаги 11, закручивая пружины 45, поворачивают оси 39 с закрепленными на них зажимными роликами 41 также по часовой стрелке. Спиральные поверхности 43 зажимных роликов 41 при этом отходят от поверхности обрабатываемой детали, освобождая ее-. В конце поворота поворотного фланца 4 шарики 14 попадают в заглубленные части пазов 15 крестовины 17 и утапливаются в Них. Под воздействием тормозного диска 53 поворотный фланец 4 садится плоскостями обойм 13 на плоскости зубьев 16 крестовины 17 и продолжает поворот до упора выступов 8 поворотного фланца 4 в задние боковые грани зубьев 16 крестовины 17. Стаканы 55 тормозного диска S3, сжимая пружины 58, садятся своими днищами на буртики 57 винтов 56, передавая через них часть силы давления кольцу 46. Таким образом, максимальное давление на накладку сцепления 6 поворотного фланца 4 тормозной диск 53 оказывает лишь в начале поворота (на 2/3 длины поворота при снятии дополнительного зажима детали). При дальнейшем вращении патрона до полной его остановки тормозной диск 53 скользит по накладке сцепления 6 фрикционного диска 4, прижимаясь к ней с нeзнaчитeJIЬнoй силой. После остановки станка обработанная деталь снимается с центров станка. Таким образом, в данном патроне зажим и освобождение детали полностью автоматизированы (управление патроном производится при помощи существующей на станке автоматики). Установку и съем детали можно производить на ходу без остановки станка. Формула изобретения Автоматический поводковый патрон по авт. св. № 550243. отличающийся тем, что, с целью повьаиения надежности работы патрона, он снабжен кольцом с замкнутой внутренней полостью, связанной с гидросистемой и гидроцилиндрами, закрепленными на торцовой поверхности кольца, и связанным с корпусом патрона пружиной кручения поворотным фланцем, один торец которого снабжен фрикционной накладкой, а другой - упорами, ограничивающими поворот фланца в обе стороны и установленные с возможностью взаимодействия с пальцами рычагов
поворота зажимных роликов, причем между фланцем и кольцом установлен тормозной диск со стаканами, одни из которых установлены соосно с гидроцилиндрами и выполнены с глухим дном, предназначенным для взаимодействия с плунжером гидроцилиндра, а другие выполнены со сквозными отверстиями
для установки закрепленных на кольце винтов, между головками которых и
дном стаканов размещены пружины сжатия .
Источники инфррмации
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 550243, кл. В 23 В 33/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический поводковый патрон | 1980 |
|
SU956169A1 |
| Автомотический поводковый патрон | 1986 |
|
SU1388197A1 |
| Автоматический поводковый патрон | 1972 |
|
SU550243A1 |
| Поводковый патрон к круглошлифовальному станку | 1988 |
|
SU1645057A1 |
| Поводковое устройство | 1981 |
|
SU982854A1 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| ПНЕВМОУПРАВЛЯЕМЫЙ ДИСКОВЫЙ ТОРМОЗНОЙ МЕХАНИЗМ И ТОРМОЗНОЙ ЦИЛИНДР | 2009 |
|
RU2506180C2 |
| Поводковый патрон | 1989 |
|
SU1712070A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
,- г.
f.
за
е
1}
1J
JSb-S
. 26
