Предложенное устройство для управления конвейером относится « области транспортировки изделий с одной операции на другие в поточно-механизированных линиях производства полупроводниковых и электронных приборов, радиодеталей и других изделий, сборка которых должна производиться в определенных климатических условиях.
В известных герметизированных конвейерах для сборки приборов, содержащих привод и натяжную станцию, загрузочное устройство и размещенные в боксах рабочие места, каждое из которых снабжено механизмом перегрузки изделий, загрузка осуществляется При помощи электромеханических устройств, содерл ащих систему рычагов и контактов.
Недостатком таких конвейеров является сложность конструкции и низкая производительность работы конвейера.
С целью своевременной загрузки рабочих мест с Сокращением непроизводительных простоев с Момента окончания операций сборки конвейер снабжен включенной в цепь привода цепью опроса наличия свободных мест в боксах, для чего управляющий элемент привода собран по схеме «И, ко входам которой подключены контрольный датчик подхода изделия к участку, выполненный, например, на фотоэлементе, и через схему «И .цени опроса состояния рабочих мест идентично выполненные датчики механизмов перегрузки рабочих мест, вторые выходы которых подключены к схемам «II управляющего элемента механизмов перегрузки, при этом к одному из входов этой схемы подключен контрольный датчик подхода изделия к рабочему месту, а к другому (нулевому) входу - схема «И управляющего элемента привода конвейера.
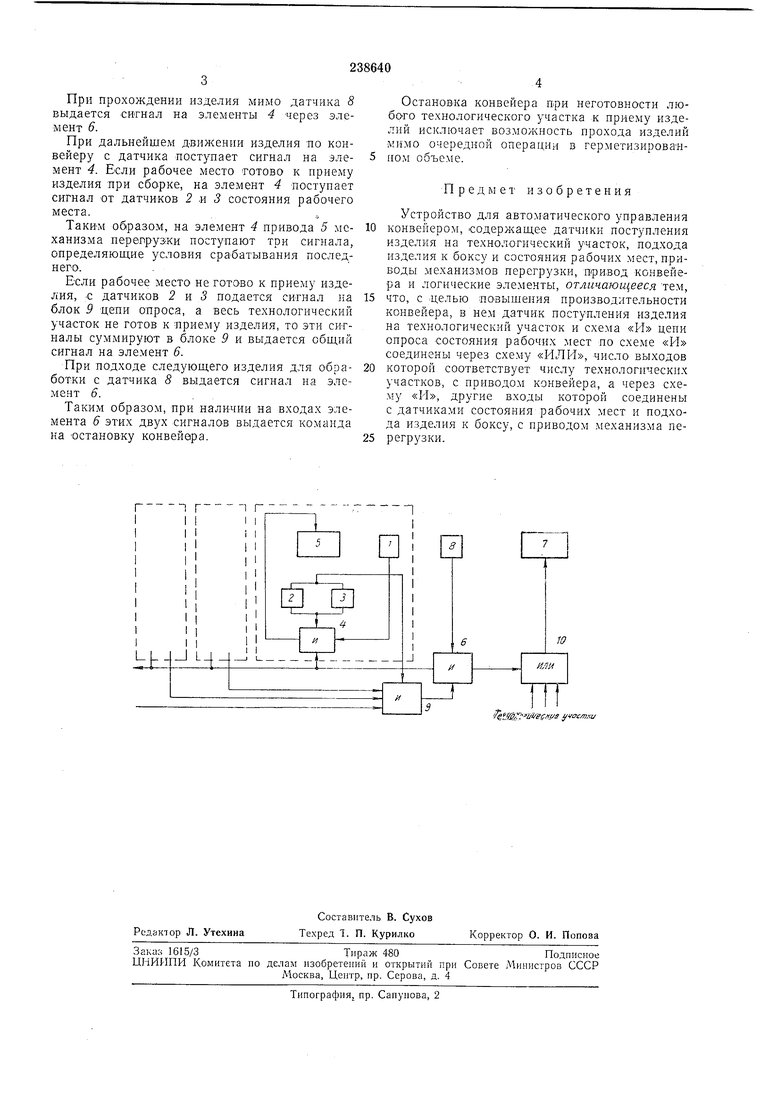
На чертеже дана принципиальная схема предлагаемого устройства.
Устройство содержит рабочие места (на чертеже обозначены пунктиром), из которых каждое имеет контроотьный датчи к /, например фотоэлемент, подхода изделия к боксу, идентично выполненные датчики 2 и 3 состояния рабочих мест, управляющий элемент 4 привода механизма перегрузки 5, выполненный по схеме «И.
Каждый технологический участок конвейера содержит управляющий элемент 6 привода 7 конвейера и рабочих мест, выполненный -по схеме «И, к одному из входов которого подключен контрольный датчик 8 в.хода изделий на участок, а к другому блок цепи опроса 5, выполненный также по схеме «II и предназначенный для суммирования сигналов состояния рабочих мест на участке.
При прохождении изделия мимо датчика 8 выдается сигнал на элементы 4 через элемент 6.
При дальнейшем движении изделия ло конвейеру с датчика поступает сигнал на элемент 4. Если рабочее место тотово к ириему изделия при сборке, на элемент 4 поступает сигнал от датчиков 2 к 3 состояния рабочего места.
Таким образом, на элемент 4 привода 5 механизма перепрузки поступают три сигнала, определяюш:ие условия сра батывания последнего.
Если рабочее место не готово к приему изделия, ;С датчиков 2 и 5 подается сигнал па блок 9 цепи опроса, а весь технологический участок не готов к приему изделия, то эти сигналы суммируют в блоке 9 и выдается обилий сигнал на элемент 6.
При подходе следующего изделия для обработки с датчика 5 выдается сигнал на элемент 6.
Таким образом, ири наличии на входах элемента 6 этих двух сигналов выдается команда на Остановку конвейера.
ОстаноВКа конвейера п.ри неготовности любОГО технологического участка к приему изделий ис(лючает возможность прохода изделий мимо очередной операции в герметизирова-ниом объеме.
Предмет изобретения
Устройство для автоматического управления
конвейером, содержащее датчики поступления изделия на технологический участок, подхода изделия к боксу и состояния рабочих мест, приводы мехаиизмов перегрузки, привод конвейера и логические элементы, отличающееся тем,
что, с целью пОВЫшения производительности конвейера, в нем датчик поступления изделия на технологический участок и схема «И цепи опроса состояния рабочих мест по схеме «И соединены через схему «ИЛИ, число выходов
которой соответствует числу технолоп ческих участков, с приводом конвейера, а через схему «И, другие входы которой соединены с датчиками состояния рабочих мест и подхода изделия к боксу, с приводом механизма перегрузки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления конвейером | 1973 |
|
SU463600A1 |
| Искропредупреждающее устройство | 1968 |
|
SU345880A1 |
| КОМПЛЕКСНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРАНЗИСТОРОВ | 1969 |
|
SU254662A1 |
| УСТРОЙСТВО ТЕЛЕКОНТРОЛЯ ДЛЯ РАССРЕДОТОЧЕННЫХ ОБЪЕКТОВ | 1972 |
|
SU428434A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ДОСТОВ^ЕЦ.ОСТИ ПЕРЕДАЧИ ДВОИЧНОЙ ИНФОРМАЦИИ | 1970 |
|
SU274152A1 |
| ГОРИЗОНТАЛЬНО-ЗАМКНУТЫЙ ТЕЛЕЖЕЧНЫЙ КОНВЕЙЕР ДЛЯ МОНТАЖА И СБОРКИ ИЗДЕЛИЙ | 1973 |
|
SU382559A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОСАДКИ ТЕСТОВЫХ ЗАГОТОВОК В ЛЮЛЬКИ КОНВЕЙЕРА | 1969 |
|
SU235669A1 |
| ПРИБОР ДЛЯ КУЛЬТИВИРОВАНИЯ МИКРООРГАНИЗМОВ | 1965 |
|
SU174332A1 |
| УСТРОЙСТВО для АВАРИЙНОЙ ЗАЩИТЫ | 1969 |
|
SU255804A1 |
| Устройство для управления перегрузочной тележкой распределительного конвейера | 1985 |
|
SU1265123A1 |
гл
SSK i/iffV f «жжда
