1
Изобретение относится к области транспортировки изделий при переходе с одной операции на другие в поточно-механизированных линиях, например, в радиоэлектронной промышленности.
Известны устройства для автоматического управления конвейером, содержащие привод механизма перегрузки с элементом включения, датчики поступления изделия на технологические участки и рабочие места, датчики состояния рабочих мест и логические элементы.
Однако такие устройства сложны и ненадежны, поскольку в них применяется большое количество датчиков и элементов запоминания поступления изделия на технологический участок. Кроме того, изменения границ технологических участков в конвейере или изменение количества рабочих мест в участке зависит от элементов управления механизмов перегрузки.
Требуется остановка конвейера и перестановка датчиков входа изделий на участок.
Предложенное устройство отличается от известных тем, что оно снабжено блоками управления технологическими участками, каждый из которых состоит из элементов «И (1-/г), по числу, соответствующему количеству рабочих мест; каждый элемент «И соединен одним из входов с датчиком состояния соответствующего рабочего места, а выходом - с соответствующим исполнительным органом для сценления механизма перегрузки с общим приводом механизмов перегрузки и соответствующим входом элемента «ИЛИ, выходом соединенного с другими входами элементов «И через кольцевой коммутатор, при этом выход элемента «ИЛИ соединен со входом элемента включения привода механизма перегрузки, одним из входов подключенного к выходу ригмозадатчика.
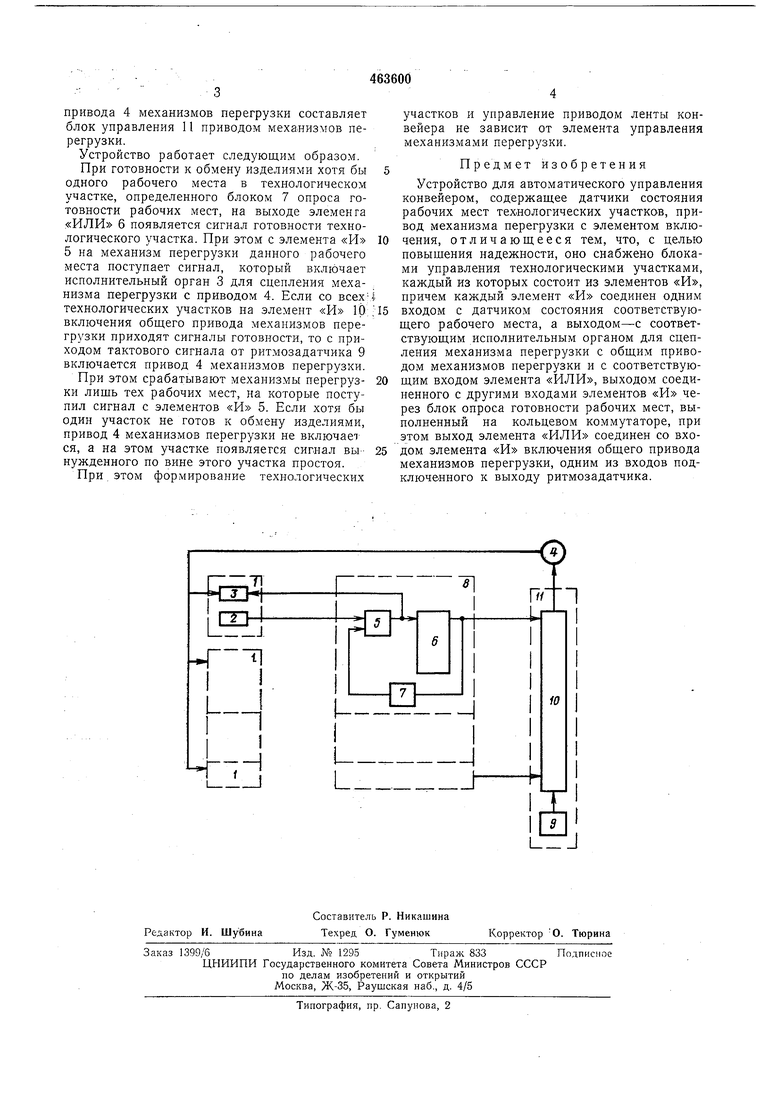
На чертеже показана схема предложенного устройства.
Устройство содержит рабочие места 1, каждое из которых снабжено датчиком 2 состояния рабочего места, например микровыключателем, исполнительный орган 3 для сцепления механизма перегрузки с общим приводом 4 механизмов перегрузки, элемент «И 5, элемент «ИЛИ 6, блок 7 опроса готовности рабочих мест, выполненный на кольцевом коммутаторе, исходное положение которого зависит от режима распределения изделий внутри технологического участка.
Соединение датчика 2 состояния рабочего места с блоками управления 8 технологическими участками позволяет без остановки и перемонтажа конвейера изменить количество рабочих мест в любом из технологических участков, а так же границы самих участков. Ритмозадатчик 9, элемент «И 10 включения
привода 4 механизмов перегрузки составляет блок управления 11 приводом механизмов перегрузки.
Устройство работает следующим образом.
При готовности к обмену изделиями хотя бы одного рабочего места в технологическом участке, определенного блоком 7 опроса готовности рабочих мест, на выходе элемента «ИЛИ 6 появляется сигнал готовности технологического участка. При этом с элемента «П 5 на механизм перегрузки данного рабочего места поступает сигнал, который включает исполнительный орган 3 для сцепления механизма перегрузки с приводом 4. Если со всех технологических участков на элемент «И 10 включения общего привода механизмов перегрузки приходят сигналы готовности, то с приходом тактового сигнала от ритмозадатчика 9 включается привод 4 механизмов перегрузки.
При этом срабатывают механизмы перегрузки лишь тех рабочих мест, на которые поступил сигнал с элементов «И 5. Если хотя бы один участок не готов к обмену изделиями, привод 4 механизмов перегрузки не включае ся, а на этом участке появляется сигнал вынужденного по вине этого участка простоя.
При этом формирование технологических
участков и управление приводом ленты конвейера не зависит от элемента управления механизмами перегрузки.
Предмет изобретения
Устройство для автоматического управления конвейером, содержащее датчики состояния рабочих мест технологических участков, привод механизма перегрузки с элементом включения, отличающееся тем, что, с целью повыщения надежности, оно снабжено блоками управления технологическими участками, каждый из которых состоит из элементов «И, причем каждый элемент «И соединен одним входом с датчиком состояния соответствующего рабочего места, а выходом-с соответствующим исполнительным органом для сцепления механизма перегрузки с общим приводом механизмов перегрузки и с соответствующим входом элемента «ИЛИ, выходом соединенного с другими входами элементов «И через блок опроса готовности рабочих мест, выполненный на кольцевом коммутаторе, при этом выход элемента «ИЛИ соединен со входом элемента «И включения общего привода механизмов перегрузки, одним из входов подключенного к выходу ритмозадатчика.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯКОНВЕЙЕРОМ | 1969 |
|
SU238640A1 |
| Устройство для управления перегрузочной тележкой распределительного конвейера | 1985 |
|
SU1265123A1 |
| Устройство для управления рабочимипОСТАМи | 1979 |
|
SU840927A2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТРАНСПОРТНЫМ ПОТОКОМ СЫРЬЕВЫХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2026806C1 |
| Устройство управления загрузкой приемного накопителя | 1979 |
|
SU877566A1 |
| Устройство управления сортировкой изделий | 1986 |
|
SU1388111A1 |
| Система автоматического управления роторным конвейером | 1986 |
|
SU1361506A1 |
| ИНФОРМАЦИОННО-УПРАВЛЯЮЩИЙ КОМПЛЕКС АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ УПРАВЛЕНИЯ ПОДГОТОВКОЙ ДВИГАТЕЛЬНЫХ УСТАНОВОК И ТЕХНОЛОГИЧЕСКИМ ОБОРУДОВАНИЕМ РАКЕТ КОСМИЧЕСКОГО НАЗНАЧЕНИЯ НА ТЕХНИЧЕСКОМ И СТАРТОВОМ КОМПЛЕКСАХ | 2015 |
|
RU2604362C1 |
| Линия автоматизированного определения показателей качества картофеля | 1981 |
|
SU1030723A1 |
| Устройство для передачи информации при учете перемещающихся изделий | 1982 |
|
SU1068957A2 |
