1
Известны горизонтально-замкнутые тележечные конвейеры для монтажа и сборки изделий, содержащие тележки на ходовых роликах, перемещаемые по направляющим посредством цепного тягового органа, и рабочие места сборки и монтажа изделий. Однако в известных конвейерах не обеспечивается доступ ко всем поверхностям монтируемого изделия, что затрудняет операции монтажа и сборки.
Цель изобретения - повышение эффективности работы конвейера и улучшение условий труда.
Это достигается тем, что каждое рабочее место снабжено пультом связи, стулом, прикрепленным к раме конвейера с помощью направляющих, кантователем, консольно установленным на тележке, и механизмом подъема и опускания кантователя, стационарно установленным на раме конвейера и выполненным в виде электродвигателя, управляемого педалями подъема и опускания, и соединенного с ним эксцентрика, взаимодействующего со штоками, связанными посредством рычагов с гидроцилиндром, закренленным на корпусе кантователя, причем над рабочими местами расположена крышка конвейера в виде магистрального воздуховода со встроенными в него окнами, снабженными приспособлениями, регулирующими интенсивность воздушного потока и его направление.
В таком конвейере пульт связи быть выполнен с громкоговорителем, потенциометром, переключателем линии связи с мастером или с комплектовочной кладовой и регулятором температуры нагрева паяльника.
Стул может быть снабжен ходовыми роликами, размещенными на направляющих, расположенных перпендикулярно продольной оси конвейера.
Приспособление, регулирующее интенсивность воздушного потока, целесообразно выполнять в виде л алюзи, связанных пружиной с зубчатой планкой.
Приспособление, регулирующее направление воздушного потока, может быть выполнено в виде лопаток, одни концы которых шарнирно связаны осями с жестко закрепленной
планкой, а к средней части лопаток приварены оси, шарнирно связанные с подвижной планкой.
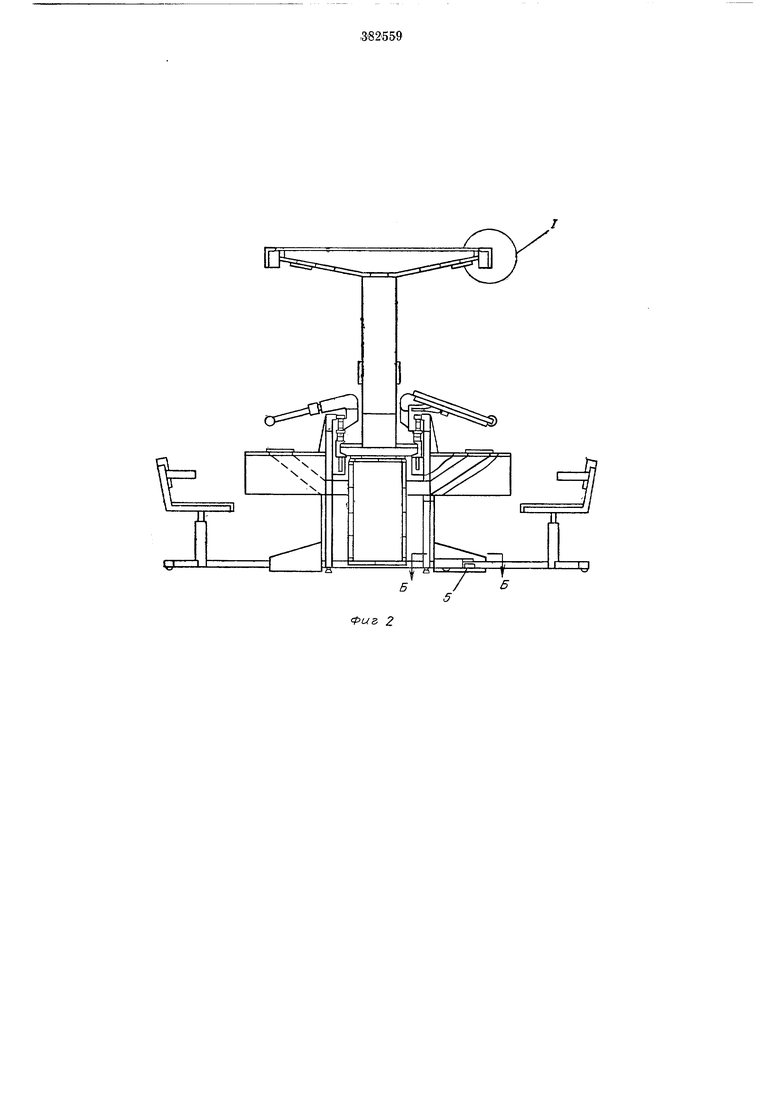
На фиг. 1 изображен предлагаемый конвейер в двух проекциях; на фиг. 2 - то же,
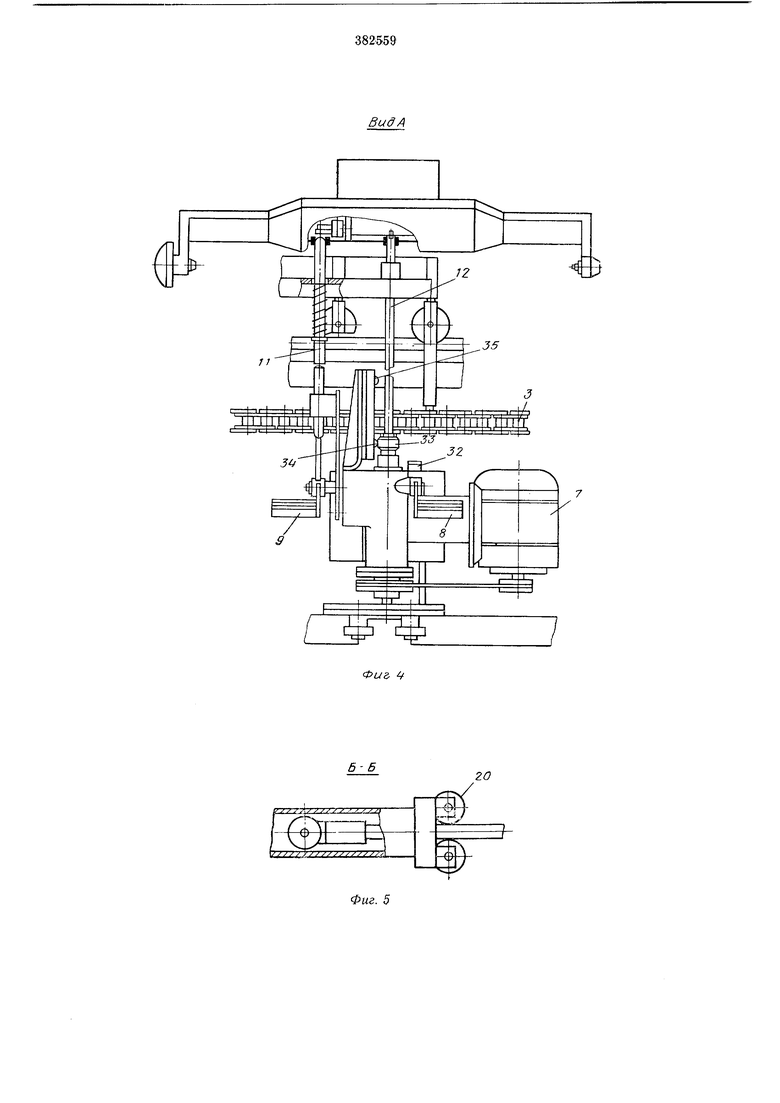
поперечный разрез; на фиг. 3 - механизм подъема и опускания кантователя, вид сбоку; на фиг. 4 - вид по стрелке А на фиг. 3; на фиг. 5 - разрез по Б-Б на фиг. 2; на фиг. 6 - приспособление, регулирующее интенсив
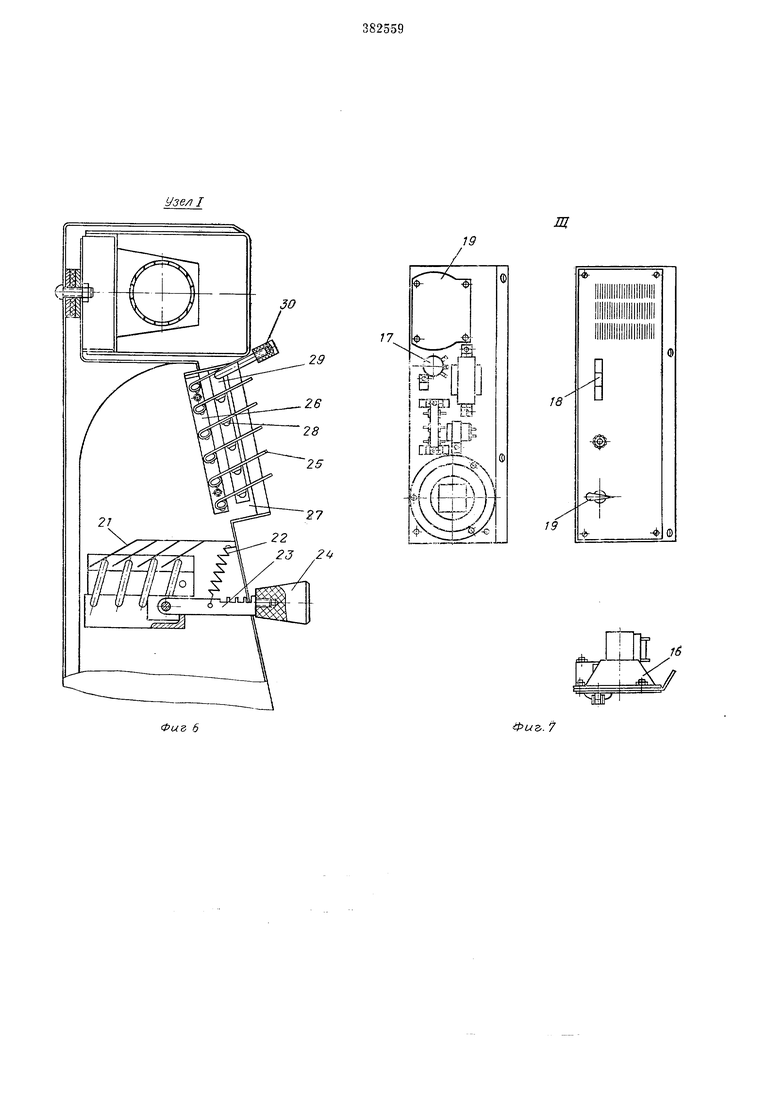
ность воздушного потока и его направление
(узел I на фиг. 2); на фиг. 7 - пульт связи в трех проекциях; на фиг. 8--схема движения воздушного потока на рабочем месте.
По направляющим / конвейера на ходовых роликах перемещаются тележки 2 посредством цепного тягового органа 5. Конвейер имеет рабочие места II сборки и монтажа изделий. Каждое рабочее место снабжено пультом III связи, стулом, прикрепленным к раме 4 конвейера с помощью направляющпх 5, кантователем 6, консольно установленным на тележке 2, и механизмом подъема и опускания кантователя, стационарно установленным на раме 4 конвейера. Механизм выполнен в виде электродвигателя 7, управляемого педалями S и 5 подъема и опускания, и соединенного с ним эксцентрика 10, взаимодействующего со штоками 11 и 12, связанными посредством рычагов 13 с гидроцилиндром 14, закрепленным на корпусе кантователя 6. Над рабочими местами расположена крыша конвейера в виде магистрального воздуховода 15 со встроенными в него окнами, снабженными приспособлениями, регулирующими интенсивность воздушного потока и его направление.
Пульт связи содержит громкоговоритель 16, потенциометр 17, переключатель 18 линии связи с мастером или с комплектовочной кладовой ц регулятор/9 температуры пагрева паяльника. Громкоговоритель 16 служит для двусторонней связи с мастером и комплектовочной кладовой, а потенциометр 17 - для регулировки громкости радиотрансляции. Стул снабжен ходовыми роликами 20, размещенными на направляющих 5, расположенных перпендикулярно продольной оси конвейера.
Приспособление, регулирующее интенсивность воздушного потока, выполнено в виде жалюзи 21, связанных пружиной 22 с зубчатой планкой 23 и рукояткой 24. Приспособление, регулирующее направление воздушного потока, выполнено в виде лопаток 25, одни концы которых шарнирно связаны осями с жестко закренленной планкой 26 на кориусе 27. К средней части лопаток 25 приварены оси 28, шарнирно связанные с подвижной планкой 29, к которой ..присоединена рукоятка 30.
Перед началом работы конвейера в комплектовочной кладовой на кантователи 6 устанавливаются остовы монтируемого изделия, а в спутниках 31 размещаются комплектующие детали. После этого кантователи со спутниками подаются на рабочее место. При необходимости подъема изделия на определенную высоту нажимается педаль 8, включающая электродвигатель 7 при помощи микропереключателя 32 подъема кантователя. Шток 12 перемещается вверх и по достижении требуемой высоты педаль 8 опускают. Фиксация кантователя 6 в требуемом положении осуществляется шариковым обратным клапаном гидроцилиндра 14.
Для онускания кантователя 6 нажимается педаль 9, а шток 11, вертикально перемещаемый эксцентриком 10, поворачивает рычаги 13 на определенный угол и открывает кран. При этом л идкость в гидроцилиндре переливается из одной полости в другую, и каитователь 6 с изделием под собственным весом плавно опускается. За несколько секунд до окончания рабочего цикла на световом табло пульта связи включается сигнал красного цвета, информирующий о начале движения конвейера, после чего автоматически включаются механизмы подъема кантователей 6. Кулачок 33, установленный на штоке 12, нажимает на микропереключатель 34, реверсирующий электродвигатель, и шток 12 идет вниз до тех пор, пока кулачок 33 не нажмет на отключающий питание микропереключатель 35. Шток 12 при этом останавливается в крайнем нилшем положении. Через несколько секунд после этого система автоматически включает электродвигатель привода конвейера, и происходит перемещеиие кантователей 6 и спутников 31 от одного рабочего места к другому. Пнтенсивность воздушного потока на рабочем месте регулируется изменением угла поворота Лчэлюзи 21 при перемеп;ении рукоятки 24 планки 23 вверх или вниз. Паправление воздушного потока регулируется при помощи лопаток 25 смещением рукоятки 30. Два отвода магистрального воздуховода 15 подходят к каждому рабочему месту. Один отвод отсасывает воздух через окно 36 вверх, а другой - через окно 37 вниз.
Предмет изобретения
1.Горизонтально-замкнутый тележечный конвейер для монтажа и сборки изделий, содержащий тележки на ходовых роликах, перемещаемые по направляющим посредством цепного тягового органа, и рабочие места сборки и монтажа изделий, отличающийся тем, что, с целью повышения эффективности работы конвейера и улучшения условий труда, каждое рабочее место снабжено пультом связи, стулом, прикрепленным к раме конвейера с помощью направляющих, кантователем, консольно )становленным на тележке, и механизмом подъема и опускания кантователя, стационарно установленным на раме конвейера и выполненным в виде электродвигателя, управляемого педалями подъема и опускания, и соединенного с ним эксцентрика, взаимодействуюи его со штоками, связанными посредством рычагов с гидроцилиндром, закрепленным на корпусе кантователя, причем над рабочими местами расположена крыша конвейера в виде магистрального воздуховода со встроенными в него окнами, снабженными приспособлениями, регулирующими интенсивность воздушного потока и его направление
2.Конвейер по п. 1, отличающийся тем, что пульт связи содержит громкоговоритель, потенциометр, переключатель линии связи с
,5
мастером или с комплектовочной кладовой и регулятор температуры нагрева паяльника.
3.Конвейер по п. 1, отличающийся тем, что стул снабжен ходовыми роликами, размещенными на направляюш,их, расположенных перпендикулярно продольной оси конвейера.
4.Конвейер по п. 1, отличающийся тем, что, приспособление, регулирующее интенсивность воздущного потока, выполнено в виде жалю16
аи, связанных пружиной с зубчатой планкой. 5. Конвейер по п. 1 отличающийся тем, что приспособление, регулирующее направление воздушного потока, выполнено в виде лопаток, однп концы которых щарннрно связаны осями с жестко закрепленной планкой, а к средней части лопаток приварены оси, шарнирно связанные с подвил :ной планкой.

| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРКИ И СВАРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 1969 |
|
SU251730A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| Кантователь деталей | 1971 |
|
SU436773A1 |
| ПАКЕТОФОРМИРУЮЩАЯ МАШИНА | 1973 |
|
SU406787A1 |
| Тележечный конвейер для монтажа и сборки изделий | 1978 |
|
SU749746A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЫХ ИЗДЕЛИЙ ИЗ БУМАЖНОВОЛОКНИСТОЙ МАССЫ | 1965 |
|
SU171730A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ сплошныхи полых ПРОФИЛЕЙ | 1968 |
|
SU212964A1 |
| ПЕРЕГРУЖАТЕЛЬ ДЛЯ ЗАГРУЗКИ ШАХТНЫХ ВАГОНЕТОК | 1973 |
|
SU397664A1 |
| УСТРОЙСТВО ДЛЯ МОНТАЖА ПРЕИМУЩЕСТВЕННО КОРПУСОВ РАДИОЭЛЕКТРОННЫХ БЛОКОВ | 1991 |
|
RU2013036C1 |
| УСТРОЙСТВО для ФОРМИРОВАНИЯ ПАКЕТА ИЗ КОРОТКОМЕРНЫХ БРЕВЕН | 1968 |
|
SU218732A1 |



ff
Фиг,
ЙЕ
30
29
Щ
f8
19
