Известны переносные устройства для центровки труб, содержащие подвижный и неподвижный ., соединенные между собой механизмом перемещения, и рукоятку.
Предложенное устройство отличается тем, что оно снабжено индИКатором положения стыкуемых кромок, установленным на неподВижнол корпусе с еоэможностью пере,мещения в (вертикальной шлоскоСти. Индикатор вынолнен в виде призмы с К01нта1ктными губками и nasoLM, в котором щарни/рно закреплены подпружиненные рычажные щупы, а рукоятка снабжена лимбом для контроля iпoл0iжe ния щупО)В, при этом В рабочем положении -контактные губки установлены на одной трубе, а щупы - jia другой. Благодаря этому повышается точность сборки изделия.
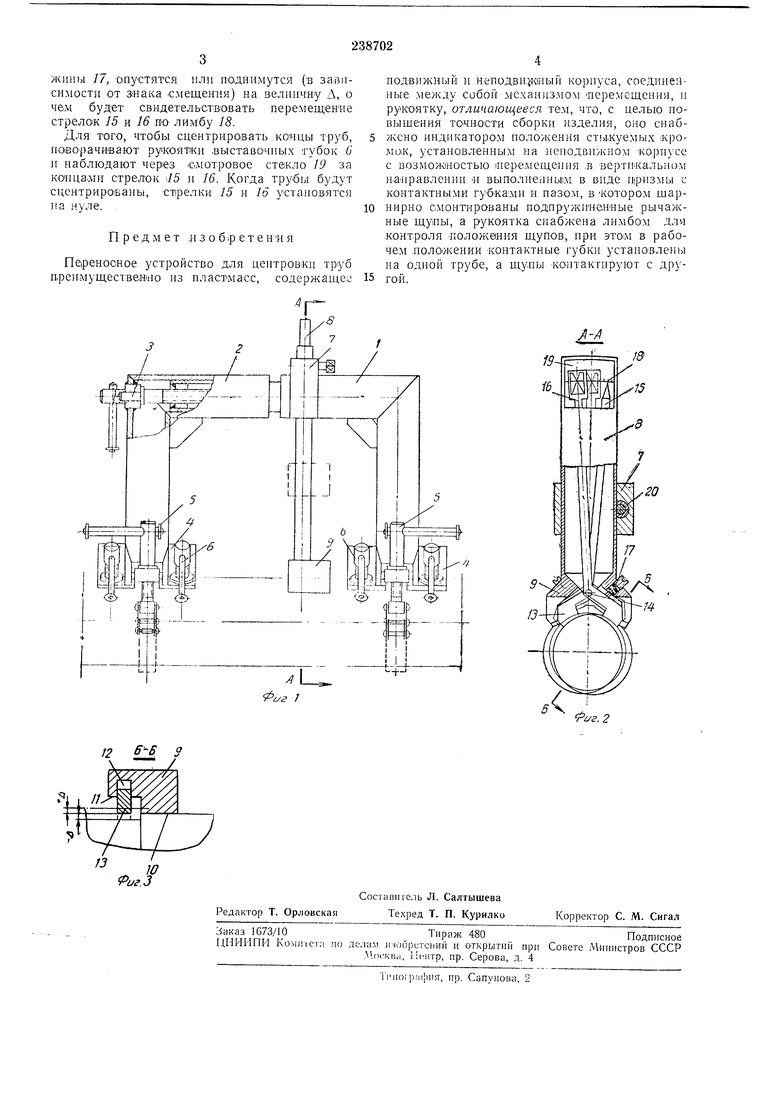
На фиг. 1 ПО|Казано предложенное устройство iB общем виде; на фиг. 2 - рукоятка с призмой, разрез по Л-А фиг. 1; на фит. 3 - призма, разрез по Б-5 фиг. 2.
Устройство для центровки содержит неподвижный / подвижный 2 Корпуса и винтовой механизм 3. На концах «орп-усов смонтированы установочные призмы 4 с зажимньими элементами 5 и выставочными губками б. В корпусе / закреплена втулка 7, в которой установлена рукоятка S. К нижней части рукоятки S присоединена измерительная призма Р, имеющая контактную /( и неконтактную Л ступени. В пазу 12 призмы 9 |размещены рычал ые щупы /5, сидящие иа оси 14. Противоположные .концы щупов выполнены в виде стрелок 15 и /6. Щупы иоджаты -пружинами 17.
Рукоятка 6 снабжена лимбом 18 и с:мотровым стеклом 19. Етул.ка 7 стопорный винт 20.
Предлагаемый центратор работает следующим образом.
Перед тем как поставить центратор на собираемый стык освобождают винт 2( и рукоятку 8 поднимают до тех пор, пока призма 9 займет положение, показанное пункти;ром. Затем фиксируют рукоятку винтом 20 и ставят центратор на концы центрируемых труб, которые при помощи зажашных элементов 5 закрепляют в установочных призмах 4. Винтовью механизмом 3 стягивают корпуса / и 2 до соприкосновения концов пбнтрируемых труб.
Освобождают винт 20, перемещают рукоятку 8 так, чтобы измерительная призма 9 :касалась труб. При этом ступень 10 призмы -Контактирует с поверхностью одной трубы, а ступень /) устанавливается «ад поверхностью
другой. Положение фиксируют винтом 20.
ЕслиКОНЦЫ труб не сцентрированы и цилиндрическая поверхность одной трубы смещена относительно цилиндрической поверхности другой, то один илИ оба щупа 13, повол
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для определения линий реза на поверхности деталей типа труб | 1980 |
|
SU1006112A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2277232C1 |
| СТАНОК ДЛЯ ФАСОННОЙ ОБРЕЗКИ ТОРЦОВ ИЗДЕЛИЙ И ВЫРЕЗКИ В НИХ ОТВЕРСТИИ | 1970 |
|
SU277973A1 |
| Устройство для сборки электронногоблОКА чАСОВ | 1979 |
|
SU822139A1 |
| Устройство для центрирования трубпРи СТыКОВКЕ пОд СВАРКу | 1979 |
|
SU846206A1 |
| Устройство для сборки труб различного диаметра под сварку | 1989 |
|
SU1764917A1 |
| УСТРОЙСТВО для ВЫСВЕРЛИВАНИЯ ОБОРВАННЫХШНИЛЕК | 1971 |
|
SU306916A1 |
| Устройство для обработки внутреннихпОВЕРХНОСТЕй ТЕл ВРАщЕНия | 1979 |
|
SU841920A1 |
| СТЕНД ДЛЯ СБОРКИ И СВАРКИ РАМЫ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2017 |
|
RU2680114C1 |
| Устройство для измерения размеров сварных соединений | 1990 |
|
SU1710985A1 |
