1
Станок может быть дспользован для фасонной обработки торцов труб электроконтактным способом при изготовлении элементов трубчатых форм, стрел монтажных кранов и т. д.
Известны подобные станки, содержащие станину с рельсовым путем, неремещающуюся по нему тележку с узлом крепления трубы, снабженным токоподводящей планкой, и установленную на станине головку для крепления инструмента. Однако эти станки недостаточно производительны.
Производительность предложенного станка повышается за счет обрезки обоих концов трубы за один установ электроконтактным снособом благодаря тому, что станок снабжен двумя упорами со сменными фиксаторами в виде отрезка трубы с торцом, имеющим конфигурацию обрабатываемого конца трубы, и устройствами для фиксации тележки, выполненными в виде кронштейна с пневмоцилиндром, обеспечивающим поджатие токопоДвода. Устройства смонтированы на станине с интервалом, меньшим, чем длина токоподводящей планки.
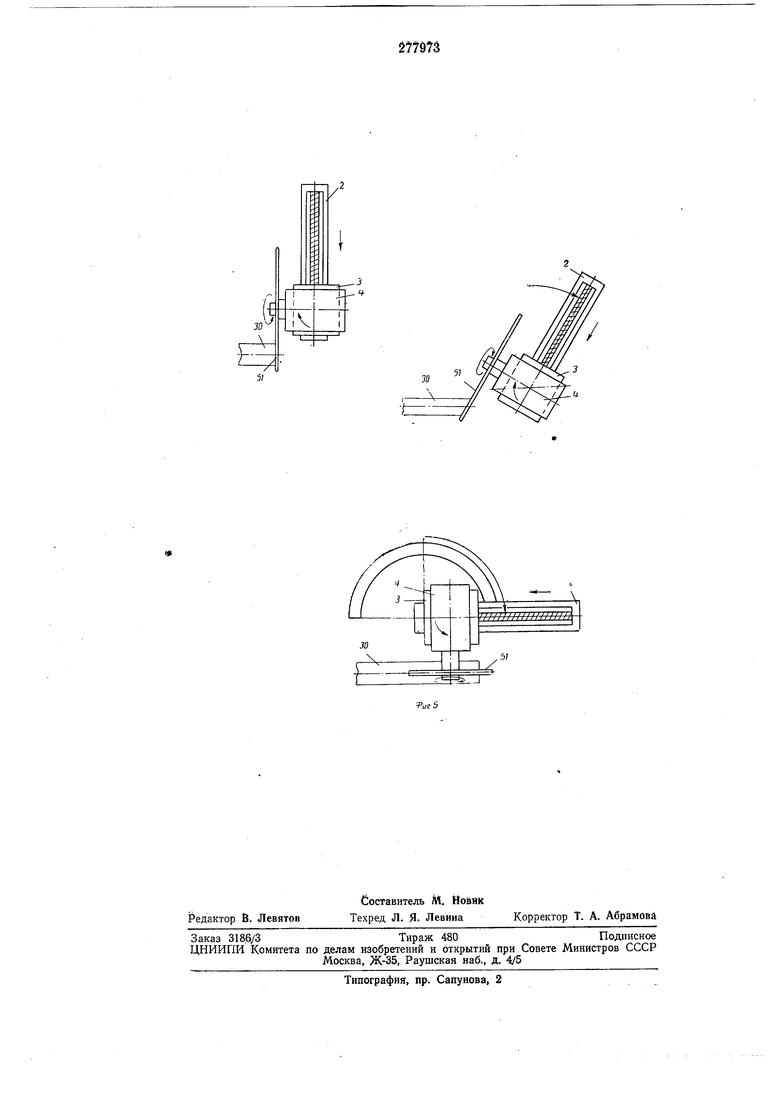
На фиг. 1 изображен станок, общий вид; на фиг. 2 - упор; на фиг. 3 - одно из устройств для фиксации тележки; на фиг. 4 - схема обработки электродом в виде трубы;
на фиг. 5 - схема обработки электродом в виде диска.
На станине 1 станка установлены поворотные салазки 2, по которым перемещается стол 3 с поворотной (относительно стола) головкой 4. Инструмент-электрод 5 установлен в натроне 6, кулачки 7 которого соединены с источником 8 технологического тока. Сверху располагается электродвигатель 9 вращения
патрона. Перемещение стола осуществляется посредством винта 10, шестерня 11 которого соединена с центральным приводом вращения (на чертежах не показан). Переставляемый ограничитель 12, закрепленный на круговой
направляющей 13 станины, ограничивает поворот салазок. Отсчет угла поворота салазок 2 производится по лимбу 14. Технологическая вода нодается в зону резания насосом 15.
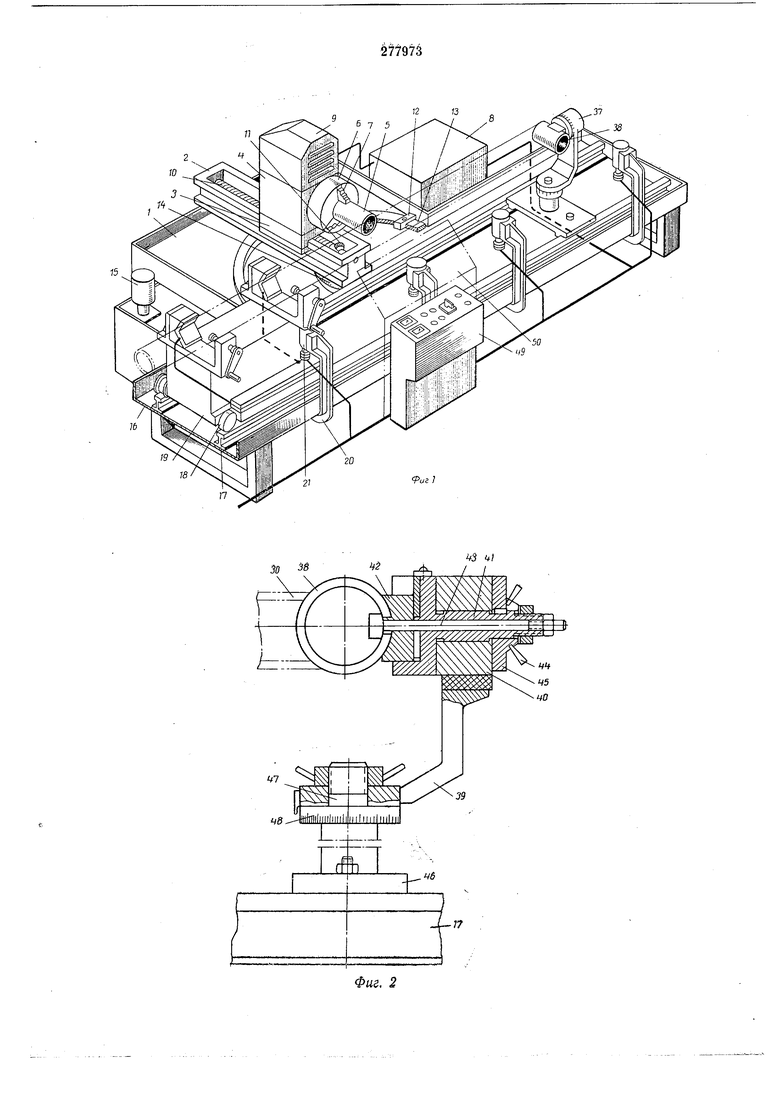
На станнне расположено продольное корыто 16 с рельсовымпутем 17, по которому на катках 18 перемещается тележка 19. К корыту на кронштейнах 20 прикреплено несколько устройств для фиксации тележки, содержащих пневмоцилиндры 21, на штоках 22 которых через изоляторы 23 закреплены токоподводы 24, соединенные гибкими токопроводами 25 с шиной 26, идущей к источнику технологического тока. Шток отводится в верхнее
На тележке через изолятор 28 закреплено устройство 29 для зажима заготовки 30. Неподвижная губка 31 устройства 29 при помогци шицы 32 соединена с контактной планкой 33, закрепленной через изолятор 34 на тележке. Длина планки 33 выбирается большей, чем расстояние между пневмоцилиндрами 21, что нозволяет в любой момент иметь гарантированный контакт.
Для зажима заготовки служит винт 35. При изменении диаметра трубы прокладка 36 может быть заменена.
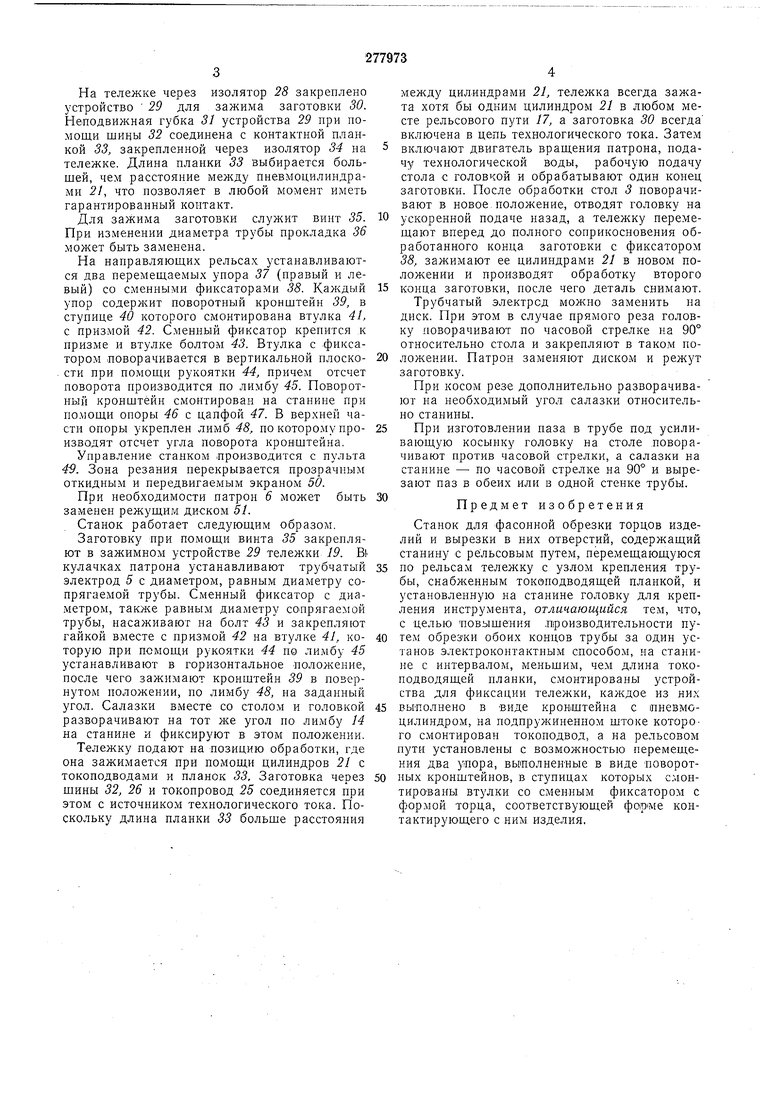
На направляющих рельсах устанавливаются два перемещаемых упора 37 (правый и левый) со сменными фиксаторами 55. Каждый упор содержит поворотный кронштейн 39, в ступице 40 которого смонтирована втулка 41, с призмой 42. Сменный фиксатор кренится к призме и втулке болтом 43. Втулка с фиксатором поворачивается в вертикальной плоско- сти при помощи рукоятки 44, причем отсчет поворота производится по лимбу 45. Поворотный кронштейн смонтирован на станине при помоши опоры 46 с цапфой 47. В верхней части опоры укреплен лимб 48, по которому производят отсчет угла поворота кронштейна.
Управление станком .производится с пульта 4-9. Зона резания перекрывается прозрачным откидным и передвигаемым экраном 50.
При необходимости патрон 6 может быть заменен режущим диском 51.
Станок работает следующим образом.
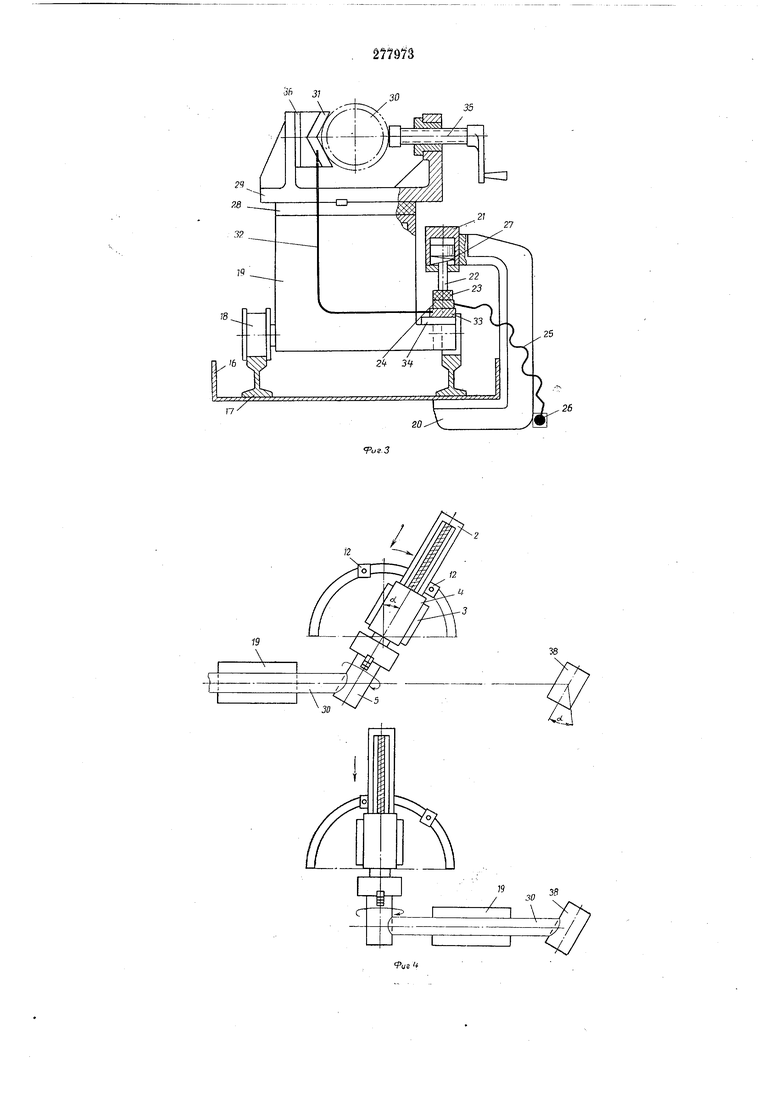
Заготовку при помощи винта 35 закрепляют в зажимном устройстве 29 тележки 19. В кулачках патрона устанавливают трубчатый электрод 5 с диаметром, равным диаметру сопрягаемой трубы. Сменный фиксатор с диаметром, также равным диаметру сопрягаемой трубы, насаживают на болт 43 и закрепляют гайкой вместе с призмой 42 на втулке 41, которую при помощи рукоятки 44 по лимбу 45 устанавливают в горизонтальное положение, после чего зажимают кронштейн 39 в повернутом положении, по лимбу 48, на заданный угол. Салазки вместе со столом и головкой разворачивают на тот же угол по лимбу 14 на станине и фиксируют в этом положении.
Тележку подают на позицию обработки, где она зажимается при помощи цилиндров 21 с токоподводами и планок 33. Заготовка через щины 32, 26 и токопровод 25 соединяется при этом с источником технологического тока. Поскольку длина планки 33 больще расстояния
между цилиндрами 21, тележка всегда зажата хотя бы одним цилиндром 21 в любом месте рельсового пути 17, а заготовка 30 всегда включена в цепь технологического тока. Затем включают двигатель вращения патрона, подачу технологической воды, рабочую подачу стола с головкой и обрабатывают один конец заготовки. После обработки стол 3 поворачивают в новое, положение, отводят головку на ускоренной подаче назад, а тележку перемещают вперед до полного соприкосновения обработанного конца заготовки с фиксатором 38, зажимают ее цилиндрами 21 в новом положении и производят обработку второго конца заготовки, носле чего деталь снимают.
Трубчатый электрод можно заменить на диск. При этом в случае прямого реза головку поворачивают по часовой стрелке на 90° относительно стола и закрепляют в таком положении. Патрон заменяют диском и режут заготовку.
При косом резе дополнительно разворачивают на необходимый угол салазки относительно станины.
При изготовлении наза в трубе под усиливающую косынку головку на столе поворачивают против часовой стрелки, а салазки на станине - по часовой стрелке на 90° и вырезают паз в обеих или в одной стенке трубы.
Предмет изобретения
Станок для фасонной обрезки торцов изделий и вырезки в них отверстий, содержащий станину с рельсовым путем, перемещающуюся но рельсам тележку с узлом крепления трубы, снаблсенным токоподводящей планкой, и установленную на станине головку для крепления инструмента, отличающийся тем, что, с целью повышения .вроизводительности путем обрезки обоих концов трубы за один установ электроконтактным способом, на станине с интервалом, меньшим, чем длина токонодводящей планки, смонтированы устройства для фиксации тележки, каждое из них выполнено в виде кронштейна с пневмоцилиндром, на подпружиненном штоке которого смонтирован токоподвод, а на рельсовом пути установлены с возможностью перемещения два улора, выполненные в виде поворотных кронштейнов, в ступицах которых с.монтированы втулки со сменным фиксатором с формой торца, соответствующей фо)р1ме контактирующего с ним изделия. 2 )3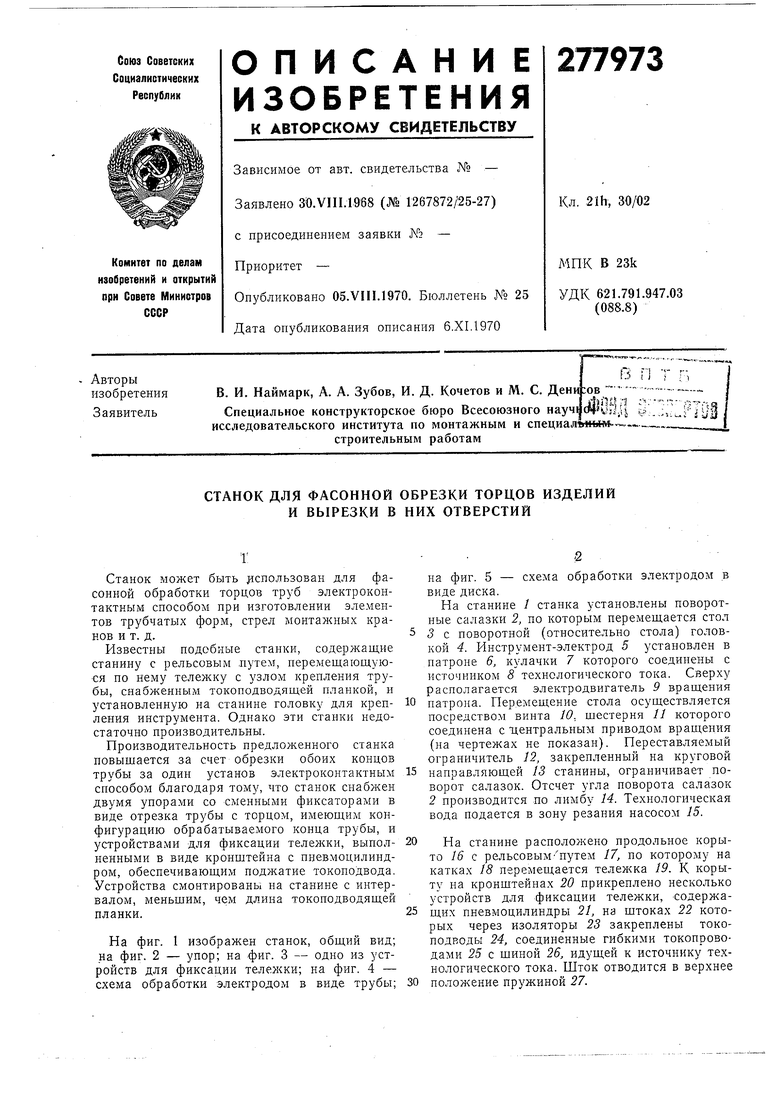
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| ЭЛЕКТРОКОНТАКТНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ БАНДАЖЕЙ КОЛЕСНЫХ ПАР | 1995 |
|
RU2085346C1 |
| Устройство для электроконтактной обработки | 1980 |
|
SU984785A1 |
| МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1969 |
|
SU238035A1 |
| Станок для фасонной обработки изделий электроконтактным способом | 1970 |
|
SU380074A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГИБКИ ЭЛЕМЕНТОВЗМЕЕВИКОВ | 1971 |
|
SU295590A1 |
| Вертикальный многошпиндельный станок | 1983 |
|
SU1135615A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
SO б
5 и
17
19
30
35
30
