Известны устройства для электрохимической обработки монолитным вращающимся электродом-инструментом легкопассивирующихся материалов, например, твердых и титановых сплавов на перемен.нам токе.
Предложениое устройство отличается от известных тем, что электрод-инструмент выполнен составным, разделенным на изолированные друг от друга секции, причем последние, чередуясь, присоединены к разноименным полюсам источников тока.
Это позволяет коммутировать в межэлектродном промежутке биполярные прямоугольные импульсы.
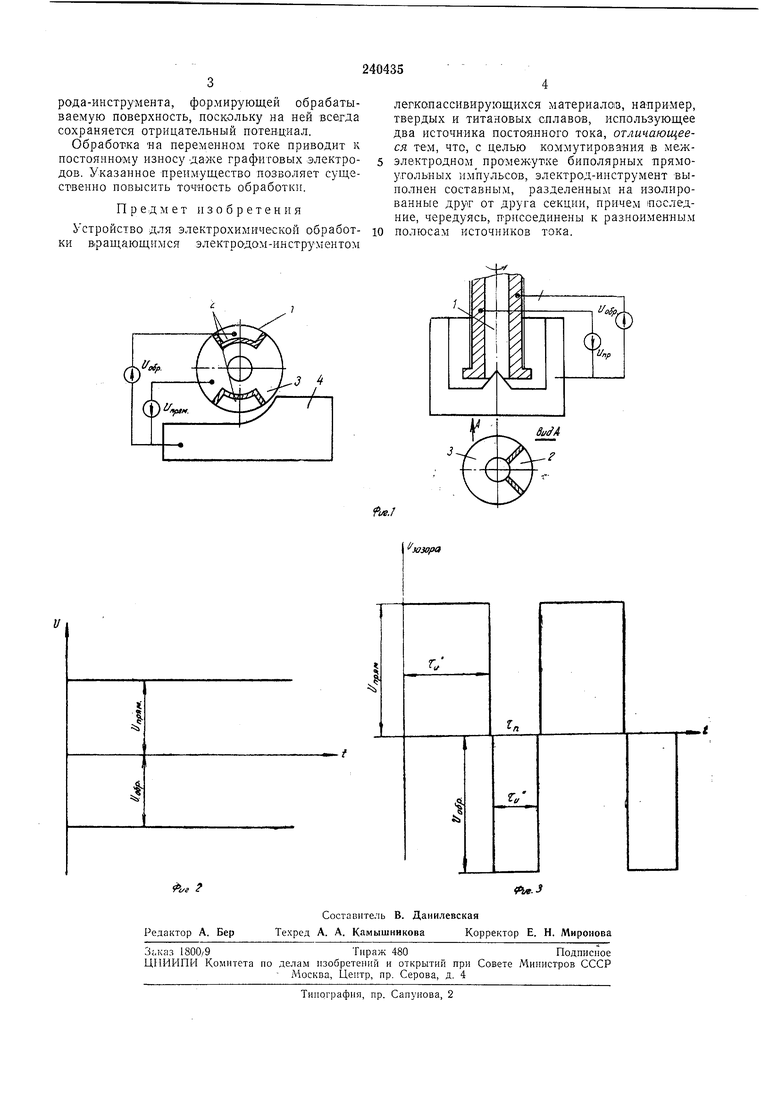
На фиг. 1 представлено предлагаемое устройство; на фиг. 2 и 3 - крИ|Вые напряжения.
В олисывае1мом устройстве питание рабочего промежутка осуществляется от двух независимых и одновременно работающих источнИКов постоянного напряжения.
С этой целью электрод-инструмент 1 выполняют составньим, состоящим из нескольких секций 2 и 3, электрически изолированных друг от друга.
К одной группе секций 3 подается от источника постоянного напряжения отрицательный по отношению, к детали 4 потенциал Опрям , а к другой 2 - положительный потенциал U обр от второго источника постоянного на пряжения. Вторые полюса обоих источников прнсоединены к детали.
При вращении электрода-инструмента к каждой точке межэлектродного зазора периодически и поочередно подходят секции инструмента, подключенные к разноименным полюсам соответствующих .источников питания. Вследствие этого, напряжение в электрохимическом зазоре изменяется по определенному закону (см. фиг. 3). Частоту полученных таким способом импульсов можно изменять, регулируя скорость вращения электрода-инструмента, или изменяя число Секций (вкладышей) 3.
Соотношение между длительностью пмпульса прямой и обратной полярности регулируется изменением ширины соответствующих секторов.
Амплитуда импульсной прямой и обратной полярности может регулироваться в широких пределах путем изменения величины выходного напряжения одного или обоих источников питания.
Наличие иауз между импульсами т:„, обусловленных изоляцией между ВКладышами, положительно сказывается на производительности обработки, т. к. в этот пер)1од происходит интенсивная очистка промежутка от продуктов процесса в условиях отсутствия съема металла.
рода-инструмента, формирующей обрабатываемую поверхность, поскольку на ней всегда сохраняется отрицательный потевциал.
Обработка на переменном токе приводит к постоянному износу даже графитовых электродов. Указанное преимущество позволяет существенно повысить точность обработки.
Предмет изобретения
Устройство для электрохимической обработки в ращающимся электродом-инструментом
легкопассивирующихся материалов, на-пример, твердых и титановых сплавов, использующее два источника ПОСТОЯБНОГО тока, отличающееся тем, что, с целью коммутирования в межэлектродном промежутке биполярных -прямоугольных импульсов, электрод-инструмент выполнен составным, разделенным на изолированные друг от друга секции, причем иоследние, чередуясь, Присоединены к разноименным полюсам источников тока.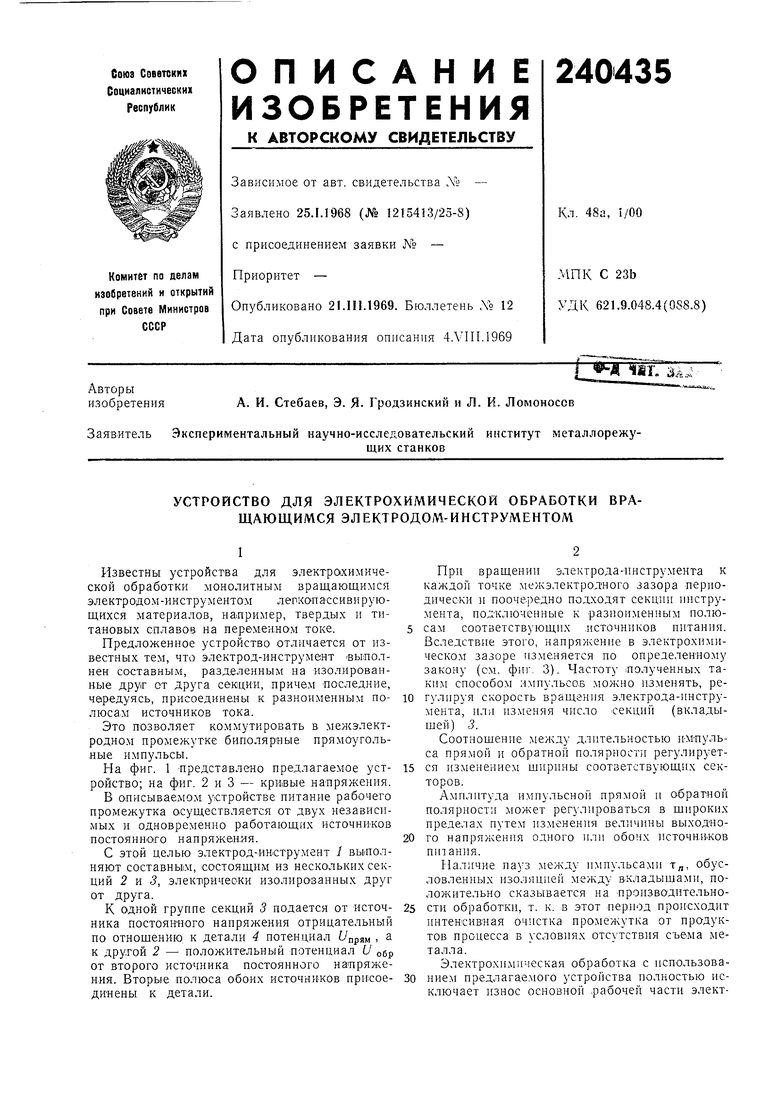
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБО | 1973 |
|
SU374136A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА "ИГЛА" | 2000 |
|
RU2176580C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2010 |
|
RU2450897C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| СПОСОБ ДВУСТОРОННЕЙ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2448818C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| Способ изготовления электрода-инструмента для размерной электрохимической обработки | 1982 |
|
SU1144815A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
