Изобретение относится к электрохимической обработке металлов и может быть использовано при изготовлении электродовинструментов для электрохимической обработки деталей сложной формы, например лопаток, паровых и газовых турбин.
Известен способ изготовления электродаинструмента для электрохимической обработ ки, включающий предварительную механическую обработку рабочего профиля с последующей доводкой его на электрохимическом станке на обратной полярности, т. е. при подсоединении положительного полюса источника питания к обрабатываемому электроду-инструменту, а отрицательного полюса - к эталонной детали 1.
Недостатком известного способа является малая точность обработки, обусловленная тем, что данный способ не обеспечивает достижение установивщегося режима электрохимической обработки из-за недостаточной величины рабочего хода электрода-инструмента, ограниченного размерами рабочей камеры электрохимического станка.
Наиболее близким к предлагаемому является способ изготовления электрода-инструмента, при котором осуществляют неоднократную доводку рабочего профиля электрода-инструмента электрохимическим методом на обратной полярности, причем в качестве начального рабочего профиля используют рабочий профиль, полученный на предыдущей операции электрохимической доводки 2.
Недостатком данного способа (применительно к изготовлению электродов-инструмен тов для электрохимической обработки) является необходимость механического крепления остатка детали с новым пакетом деталей. Поскбльку в процессе электрохимической доводки остаток предыдущего электрода полностью подвергается анодному раст ворению, то обеспечить крепление с надежным электрическим контактом остатка электрода от предыдущей операции электрохимической доводки с заготовкой нового электрода затруднительно, а при изготовлении электрода-инструмента для электрохимической обработки вогнутых поверхностей (например, турбинных лопаток со стороны «корыта) вообще невозможно.
Цель изобретения - повыщение точности изготовления электрода-инструмента за счет увеличения его рабочего хода при доводке на обратной полярности на электрохимическом станке с ограниченной величиной рабочего хода щпинделя.
-Поставленная цель достигается тем, что согласно способу осуществляют неоднократную доводку рабочего профиля электродаинструмента электрохимическим методом на обратной полярности, причем в качестве начального рабочего профиля используют рабочий профиль, полученный на предыдущей операции электрохимической доводки, при этом производят чередование операций доводки электрода-инструмента электрохимическим методом на обратной полярности и механической обработки заготовки нового электрода-инструмента по копиру, причем в качестве копира используют остаток электрода-инструмента, полученного после операции его доводки электрохимическим методом на обратной полярности.
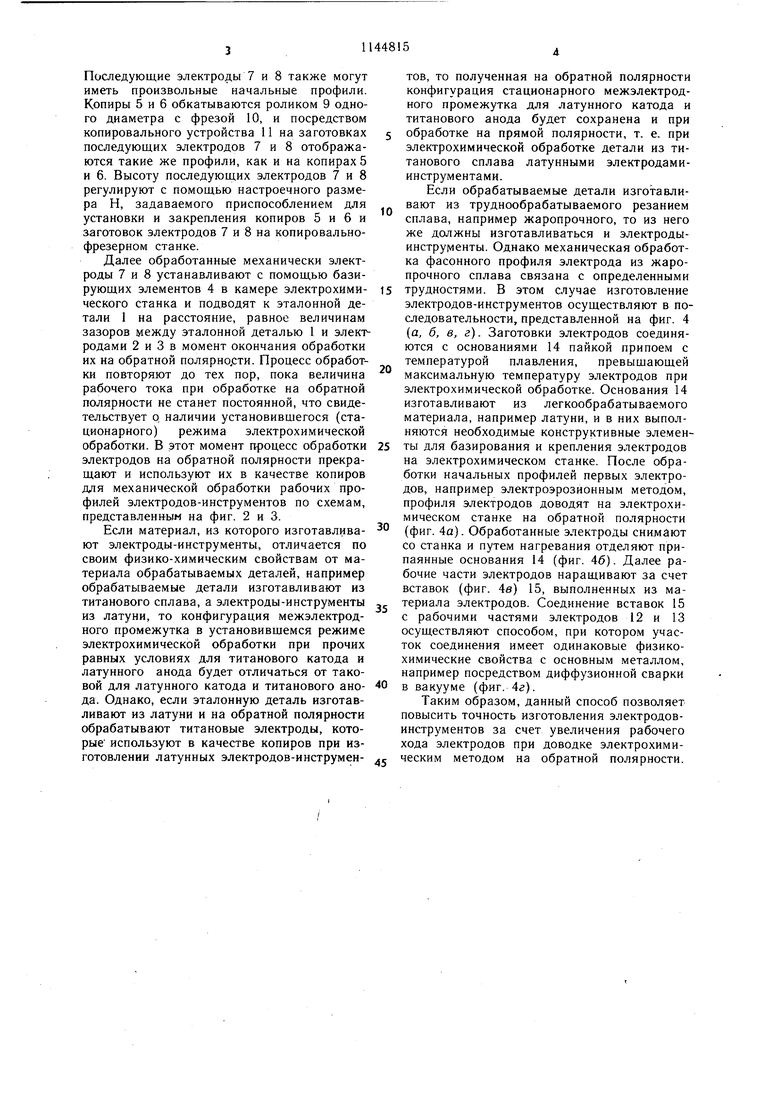
На фиг. 1 изображена схема доводки рабочего профиля электродов-инструментов на обратной полярности; на фиг. 2 и 3 - схемы объемного фрезерования рабочего профиля заготовок последующих электродов;
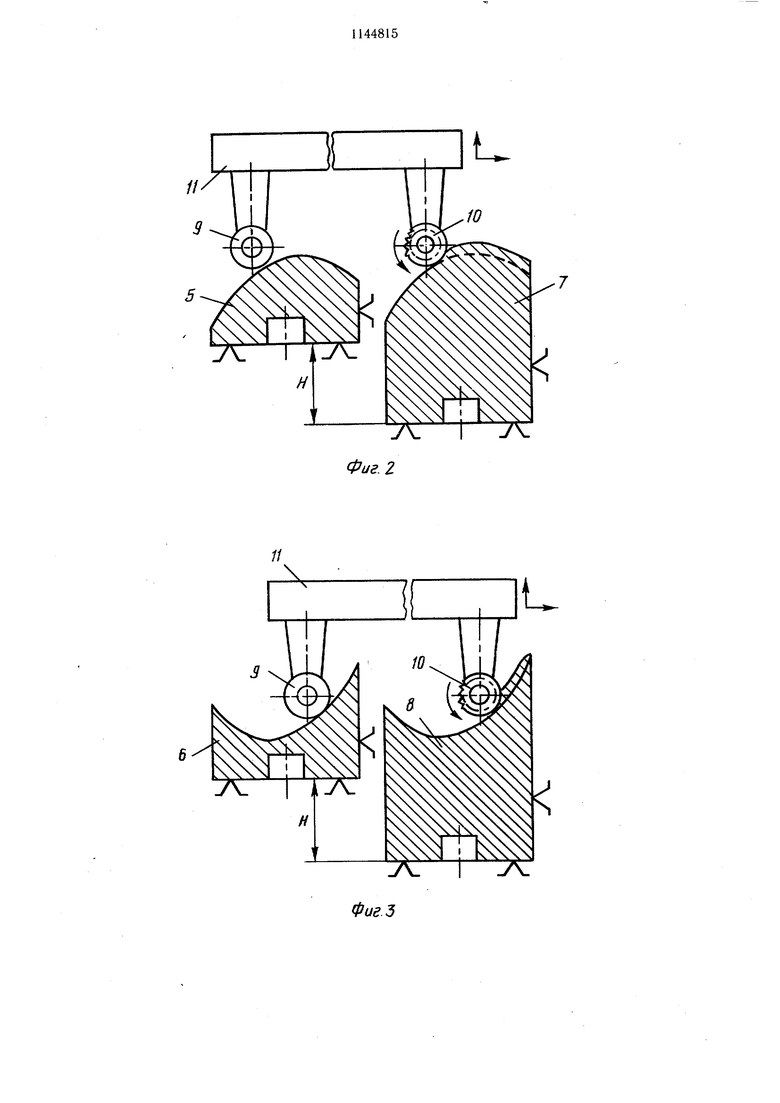
2 на фиг. 4 (а, б. в, г) - последовательность изготовления заготовок электродов-инструментов с применением диффузионной сварки в вакууме.
На фиг. 1-4 показаны эталонная деталь (например, турбинная лопатка) 1; обрабатываемые на обратной полярности электроды 2 и 3; базирующий элемент 4; копиры для механической обработки 5 и б; заготовки последующих электродов 7 и 8; обкатной ролик 9; фреза 10; копировальное устройство И; рабочие части электродов 12 и 13; основание 14; вставка 15.
Изготовление электрода-инструмента для размерной электрохимической обработки осуществляют в следующей последовательности. При обработке на обратной полярности
0 эталонную деталь, например турбинную лопатку 1, подсоединяют к отрицательному полюсу источника питания, т. е. делают катодом, а обрабатываемые электроды 2 и 3, ориентированные относительно эталонной детали с помощью базирующих элементов 4,
подсоединяют к положительному полюсу, т. е. делают анодами (фиг. 1).
Начальные профили электродов перед первой операцией электрохимической доводки могут быть выполнены либо эквидистантными профилю эталонной детали, либо быть ее «слепком. При этом точность изготовления начальных профилей не имеет значения: начальные профили электродов перед первой операцией электрохимической доводки могут быть обработаны в той мере, в какой
это необходимо для размещения .электродов в камере электрохимического станка.
После включения источника питания электроды 2 и 3 движутся к эталонной детали 1 со скоростью V и после прохождения
0 расстояния, равного величине рабочего хода S, их рабочие профили приближаются по форме к таким, при которых распределение межэлектродных зазоров удовлетворяет условиям стационарности.
После окончания обработки на обратной
5 полярности электроды 2 и 3 используют в качестве копиров 5 и 6 для механической обработки (например, для объемного фрезерования) последующих электродов 7 и 8.
Последующие электроды 7 и 8 также могут иметь произвольные начальные профили. Копиры 5 и 6 обкатываются роликом 9 одного диаметра с фрезой 10, и посредством копировального устройства 11 на заготовках последующих электродов 7 и 8 отображаются такие же профили, как и на копирах 5 и 6. Высоту последующих электродов 7 и 8 регулируют с помощью настроечного размера Н, задаваемого приспособлением для установки и закрепления копиров 5 и 6 и заготовок электродов 7 и 8 на копировальнофрезерном станке.
Далее обработанные механически электроды 7 и 8 устанавливают с помощью базирующих элементов 4 в камере электрохимического станка и подводят к эталонной детали 1 на расстояние, равное величинам зазоров между эталонной деталью 1 и электродами 2 и 3 в момент окончания обработки их на обратной полярно,сти. Процесс обработки повторяют до тех пор, пока величина рабочего тока при обработке на обратной полярности не станет постоянной, что свидетельствует Q наличии установивщегося (стационарного) режима электрохимической обработки. В этот момент гфоцесс обработки электродов на обратной полярности прекращают и используют их в качестве копиров для механической обработки рабочих профилей электродов-инструментов по схемам, представленным на фиг. 2 и 3.
Если материал, из которого изготавливают электроды-инструменты, отличается по своим физико-химическим свойствам от материала обрабатываемых деталей, например обрабатываемые детали изготавливают из титанового сплава, а электроды-инструменты из латуни, то конфигурация межэлектродного промежутка в установивщемся режиме электрохимической обработки при прочих равных условиях для титанового катода и латунного анода будет отличаться от таковой для латунного катода и титанового анода. Однако, если эталонную деталь изготавливают из латуни и на обратной полярности обрабатывают титановые электроды, которые используют в качестве копиров при изготовлении латунных электродов-инструментов, то полученная на обратной полярности конфигурация стационарного межэлектродного промежутка для латунного катода и титанового анода будет сохранена и при обработке на прямой полярности, т. е. при электрохимической обработке детали из титанового сплава латунными электродамиинструментами.
Если обрабатываемые детали изготавливают из труднообрабатываемого резанием сплава, например жаропрочного, то из него же должны изготавливаться и электродыинструменты. Однако механическая обработка фасонного профиля электрода из жаропрочного сплава связана с определенными трудностями. В этом случае изготовление электродов-инструментов осуществляют в последовательности, представленной на фиг. 4 (а, б, в, г). Заготовки электродов соединяются с основаниями 14 пайкой припоем с температурой плавления, превыщающей максимальную температуру электродов при электрохимической обработке. Основания 14 изготавливают из легкообрабатываемого материала, например латуни, и в них выполняются необходимые конструктивные элементы для базирования и крепления электродов на электрохимическом станке. После обработки начальных профилей первых электродов, например электроэрозионным методом, профиля электродов доводят на электрохимическом станке на обратной полярности {фиг. 4а). Обработанные электроды снимают со станка и путем нагревания отделяют припаянные основания 14 (фиг. 46). Далее рабочие части электродов наращивают за счет вставок (фиг. 4s) 15, выполненных из материала электродов. Соединение вставок 15 с рабочими частями электродов 12 и 13 осуществляют способом, при котором участок соединения имеет одинаковые физикохимические свойства с основным металлом, например посредством диффузионной сварки в вакууме (фиг. 4г).
Таким образом, данный способ позволяет повысить точность изготовления электродовинструментов за счет увеличения рабочего хода электродов при доводке электрохимическим методом на обратной полярности.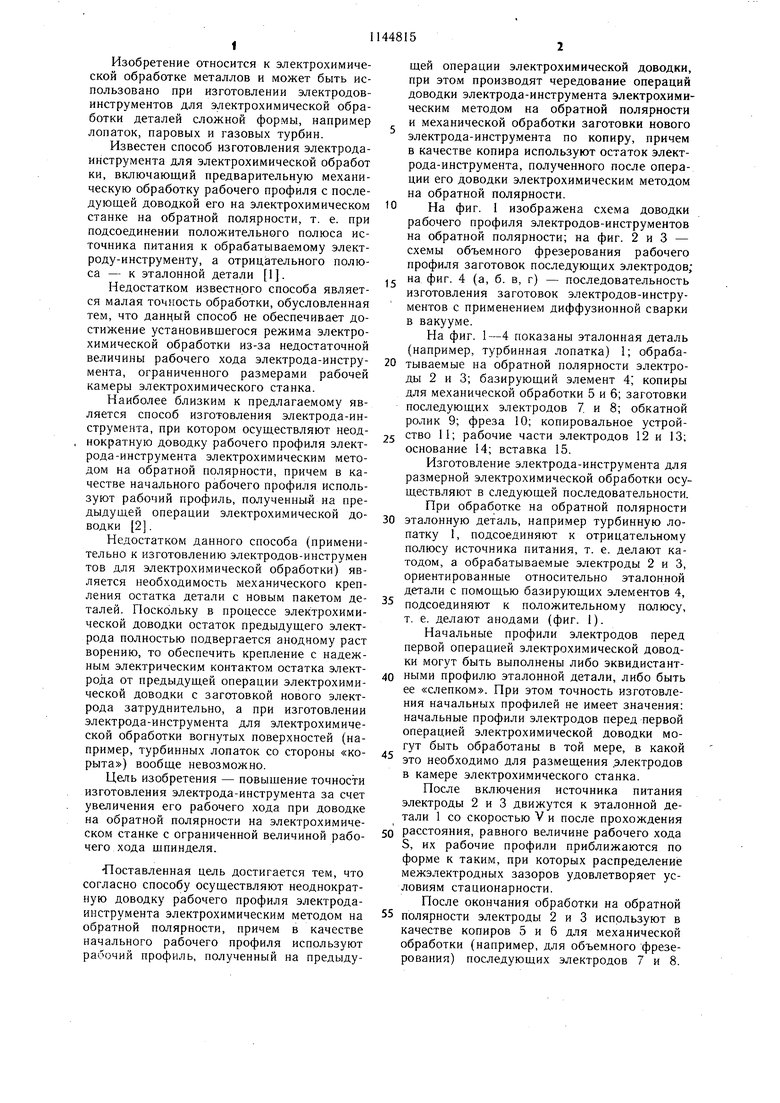
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электродов-инструментов для размерной электрохимической обработки | 1987 |
|
SU1579670A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА-ИНСТРУМЕНТА ПРИ ОБЪЕМНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ (ЭХО) | 2011 |
|
RU2481928C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2010 |
|
RU2492032C2 |
| Способ электроэрозионного изготовления формообразующих элементов вырубных штампов | 1982 |
|
SU1085730A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| Способ электрохимической доводки | 1976 |
|
SU653071A1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО НОЖА РОТОРНОЙ БРЕЮЩЕЙ ГОЛОВКИ ЭЛЕКТРОБРИТВЫ | 1993 |
|
RU2090319C1 |
| Устройство для электрохимической обработки | 1979 |
|
SU835695A1 |
| СПОСОБ ЦИКЛИЧЕСКОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2071883C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА-ИНСТРУМЕНТА ДЛЯ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ, при котором осуществляют неоднократную доводку рабочего профиля электрода-инструмента электрохимическим методом на обратной полярности, причем в качестве начального рабочего профиля используют рабочий профиль, полученный на предыдущей операции электрохимической доводки, отличающийся тем, что, с целью повыщения ТОЧНОСТИ изготовления электрода-инструмента за счет увеличения его рабочего хода при доводке электрохимическим методом на станке с ограниченной величиной рабочего хода щпинделя, производят чередование операций доводки электрохимическим методом на обратной полярности и механической обработки заготовок электрода-инструмента по копиру, причем в качестве копира используют остаток электрода-инструмента, полученного после операции его доводки электрохимическим методом на обратной полярности. (Л оо ел
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Производство газотурбинных двигателей | |||
| Под ред | |||
| М | |||
| Ф | |||
| Идзона, М., «Машиностроение, 1966, с | |||
| Подвижная хлебопекарная печь | 1925 |
|
SU433A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ электрохимической прошивки пакета деталей | 1973 |
|
SU511177A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
