Известны автоматизированные фрезерные станки, содержащ.ие подвижную фрезерную бабку н делительный поворотный барабан с горизонтальной осью вращения, на боковой вертикальной гра.ни которого расположена обрабатываемая заготовка, а позиции загрузки и разгрузки расположены на верхней и нижней его гранях.
Предложенный фрезерный станок отличается от известных тем, что для улучшения уелоВИЙ отвода стружки направляющие фрезерной бабки выполнены в вертикальной плоскости иерпеидикулярно оси барабана.
Кроме ТОГО, для повышения жесткости конструкции фрезерной бабки и обеспечения возможиости поворота барабана при отводе его из зоны обработки он установлен на подвижных салазках.
Для посадки барабана на фиксаторы, зажима его три обработке заготовки и поджИ.ма к направляющим при отводе до выхода инструмента -из заготовки он снабжен гидроцилиндрами. Гидроцилиндры перемещают барабан вдоль оси. С целью увеличения надежности работы станка в автоматическом режиме работы и обеспечения удобства управления рабочими органами станка при наладке он снабжен гидравлической системой управления, которая обеспечивает гидромеханическое управление от кулачков в автоматическо м режиме
работы и электрогидравлическое управление в наладочном режиме работы с переключением с одиого режима на другой нри иомощи золот,ника с электроуиравле1Г11ем.
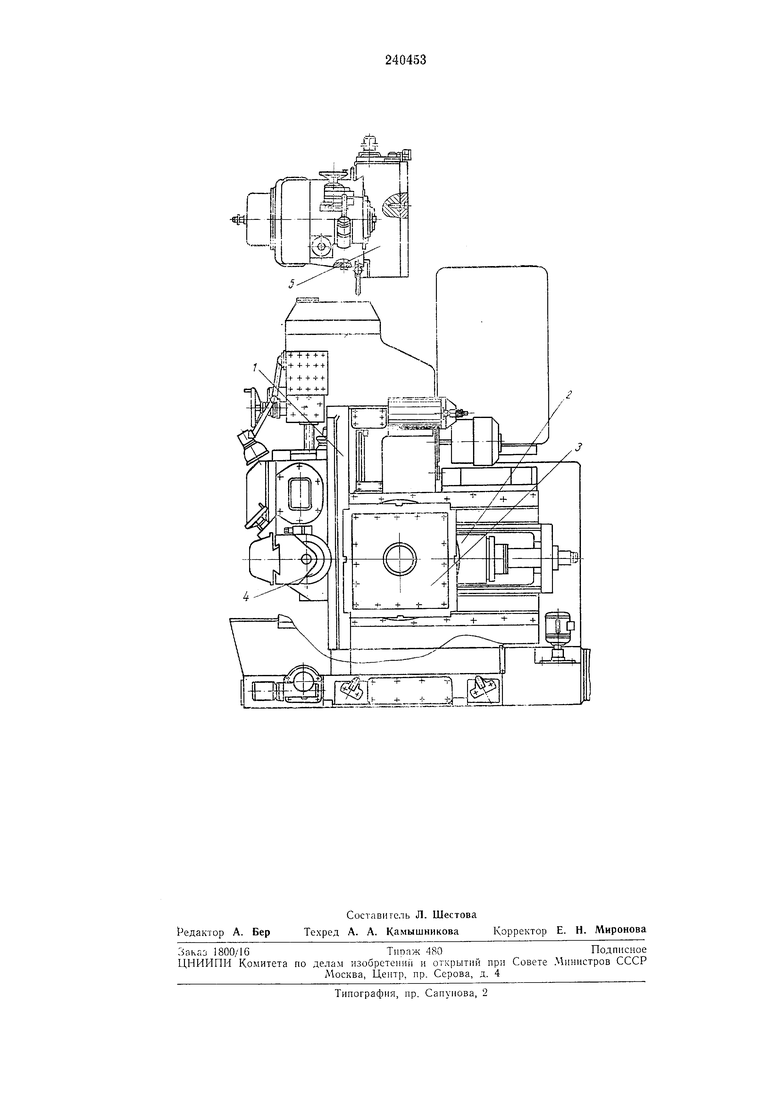
Па чертеже схематически изображен описываемый автомагизироваиный станок.
Па станнне / спереди на горизонтальных направляющих смонтирозаны подвижные салазки 2 с поворотным барабаном 3. Па гра-нчх четырехстороннего барабана устанавливаются зажимные ирисиоссбления, в которых креиятся обрабатываемые изделия.
Па вертикалоных направляющих станины смонтирована фрезерная бабка 4. Станок может выполнятьея в двух ва.риаптах: с фрезерной бабкой 4, имеющей шииидель, параллельный вертикальной грани барабана, или с фрезерно бабкой Л, у KOTOpoit шпиндель перпеидикулярен Вертикальной граии барабана.
Первая фре.5ерная. бабка предназначеиа для работы цилиндрическими, дисковыми и фасонными фрезами, а вторая - торцовыми и концевыми.
Фрезерная бабка иеремещается от отдельного привода через коробку подач. Пепь рабочей подачи и ускоренного хода включается гидравЛ1 ческимц фрикниоиными муфта мп, находящимися в коробке подач. Барабан пере.мещается, иоворачивагтся и зажимается лгеханизмами с гидравлическим приводом, смонтированным в станине станка.
Станок в автоматическом цикле работает следующим образом.
Во время фрезерования салазки с барабапом находятся в крайнем левом лоложепин. Обрабатывается изделие, расноложеиное на левой вертнкальиой ирани барабана прн перемещении фрезерной бабки 4 или 5 сверху вниз по вертикальным направляющим станины. Одповременно в .приспособление, размещенное на верхней горизонтальной грани барабана, загрулсается следующая заготовка. После окончания фрезерования салазки барабана отводятся вправо и одновременно с этИ|М ф-резерпая бабка 4 или 5 подш-гмается па ускоренном коду. Перед на.чалом отвода салазок барабана отключается давление в части цилиндров зажима барабана, вследствие чего ослабляется прижим последнего к направляющим станины, и движение салазок становится возможны. После отвода изделия от фрезы барабан не-ремещается в направлении оси на полную величину, о беспечивающую освобождение его от фиксаторов. После подхода барабана в крайнее правое положение он поворачивается на 90. Салазки с барабаном отводятся внраво для тото, чтобы при повороте присп0со бления с изделиями не задели подннмающуюся фрезерную бабку. Пссле окончания поворота ба рабаиа салазки перемещаются влево до регулируемого жесткого упора. Пеоколько не доходя до крайнего левого положения производится посадка барабана иа жесткие фиксаторы. Для этого барабан перемещается вдоль своей оси под действием зажнмиых гидравлических цилиндров. После остановки -салазок -с барабанам у жесткого упора зажимные цилиндры запирают барабан на фиксаторах, одиовремеино ирижимая его салазки к наира.вляющим станины. После Окончания зажима барабана -включается рабочий ход фрезерной бабки 4 или 5 вниз, т. е. начинается следующнй цикл работы станка.
Система управлення стайка выполнена таки, образс.м, что в полуавтоматическом и авто гатическом циклах работы большинство команд осуществляется гидромеханически от уноров управления, связанных с салазками барабана, а в наладочном цикле работы можно получить отдельно каждое движение с управлением от кнопок, расположенных на
пульте управления. С этой целью в гидросхе ме предусмотрены золотники с путевым и электрическим управлением н имеются две магистрали, из которых одна находится под давлением при работе в полуавтоматическом и автоматическом режимах, а другая - в наладочном режнме. Давление в этих матистралях переключается при помощи золотника с электроуправлением при повороте переключателя режима работы.
Предмет изобретения
1.АвтО(матизированный фрезерный станок, содержащий подвижную ф.резерную бабку и делительный пово-ротный 6aipa6aH с горизонтальной осью вращения, на боковой вертикальной грани которого расположена обрабатываемая заготовка, а позиции загрузки и разгрузки расположены соответственно на верхней и нижней его гранях, отличающийся тем, что, с целью улучшения условий отвода стружки, направляющие фрезерной бабки выполиены в вертикальной плоскости нерпендикулярио оси барабана.
2.Автоматизированный фрезерный станок по п. 1, отличающийся тем, что, с целью повышення жесткости конструкции фрезерной бабки и обеспечения возможности поворота бараб ана лри отводе его из зоны обработки, поворогный барабан установлен на -подвижных салазках.
3.Автоматизированный фрезерный станок по пп. 1 и 2, отличающийся тем, что, с целью посадки барабана на фиксатары, зажим.а его при обработке заготовки и поджима к направляющим при отводе до выхода инструмента из заготовки, он снабжен гидроцилиндрами, перемещающими ба-рабан вдоль его оси.
4.АвтОМатизированный фрезерный станок по пп. 1-3, отличающийся тем, что, с целью увеличения надежности работы станка в автоматическом режиме работы и обеспечения удобства управления рабочими о рганами станка при наладке, станОК снабжен гидравлической системой управления, обеспечивающей гидромеханическое управление от кулачков в автоматичееком режиме работы и электрогидравлическое управление в наладочном режиме работы с пере-ключением с одного режима на другой прн помощи золотника с электроуправлением.
-ф -
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерный станок с поворотным шпинделем | 2023 |
|
RU2818062C1 |
| Фрезерно-расточной станок модульного типа | 2022 |
|
RU2797896C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| АВТОМАТИЧЕСКИЙ ФРЕЗЕРНЫЙ СТАНОК | 1962 |
|
SU150737A1 |
| Фрезерный станок для обработки коленчатых валов | 1972 |
|
SU516476A1 |
| ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНО-РАСТОЧНЫЙ СТАНОК С ПОДВИЖНОЙ СТОЙКОЙ | 2004 |
|
RU2333078C1 |
| ГЛУБОКОРАСТОЧНОЙ СТАНОК | 1971 |
|
SU424671A1 |
| Камнерезный станок | 1971 |
|
SU447285A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Многоцелевой станок | 2016 |
|
RU2646414C2 |