Изобретение может быть использовано при произвол.ствс автомобилей, тракторов, Д1;зелыгых двигателей и кс.шрессоров для обработкт коленin hlX 1Я:. ...
ИзП-;-i.b cbpc:5 5::},ie cTanKV х}к обработки к;-.:;;;: .. Д2у;.,1Л E;:ajuaiouiM;viiiCH даскоьылш 1рехст(1)овнигиги . установленными в бабках, смонтироиан ;;,гх на опла-зках, продольно перемещающихся по cyaiunfe. ц.гсуиюй стойки с патронами для закрепления Г..д:лия (коленчатого ),
Такие Ie ;г; ето-г автомауиз1:рованного цикла обработки.
С целью автоматизации процесса оиработки предлагаемый станок снабжен механизмом выравнивания подачи фрез, выполнен} Ь м в виде связанного с салазками, воздействующего на привод вращения изделия регулятора, взаимодействующего с кулачком, установленным в опорной стойке соосно с изделием. Для закрепления изделия станок снабжен патронами с зажимными колодками и траверсой, несущей головки, которьте взаимодействуют с колодками патрона.
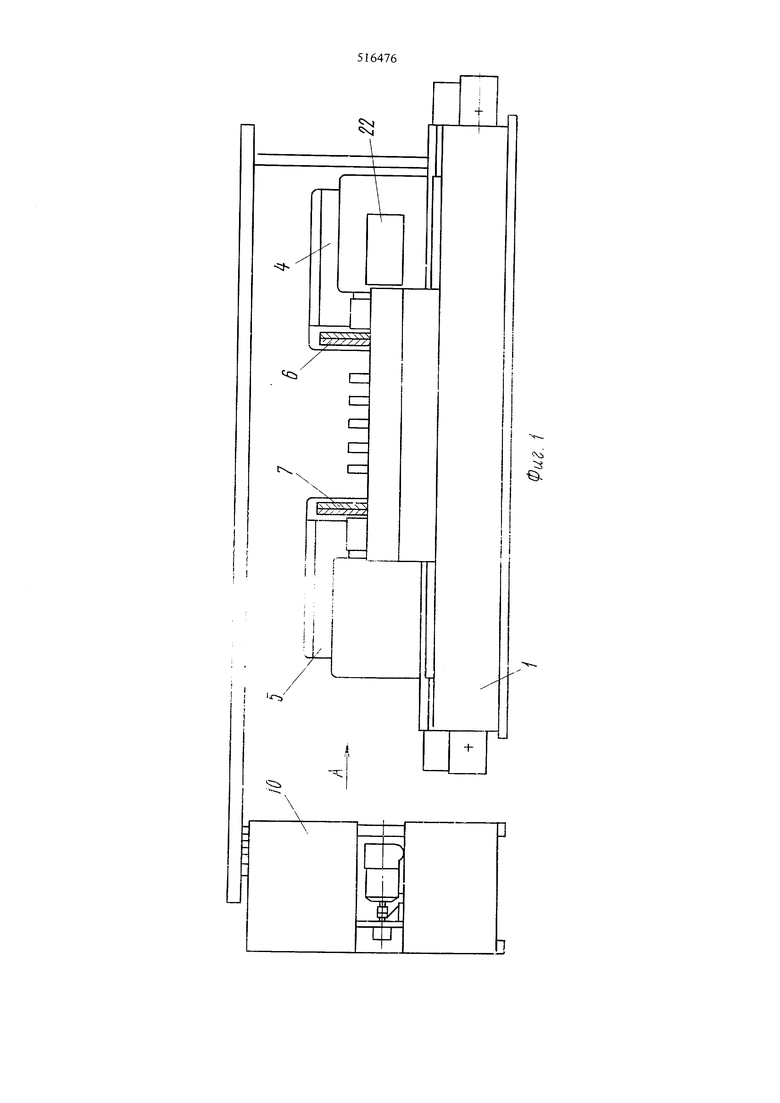
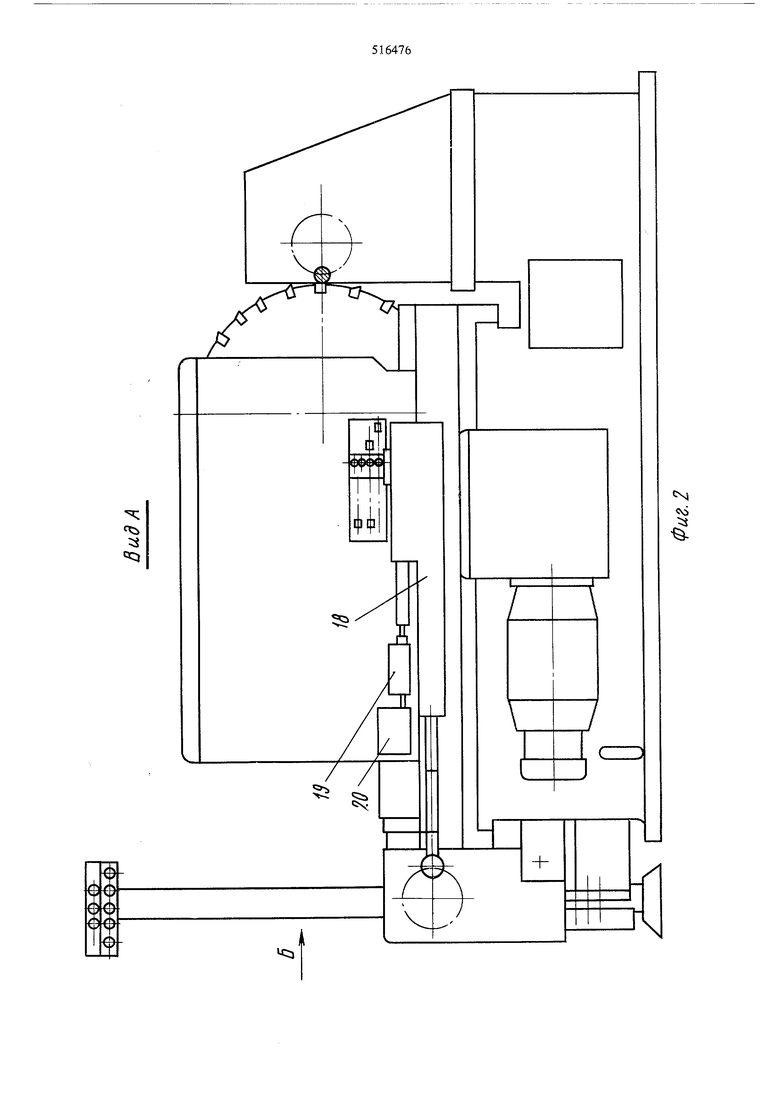
На фиг. 1 показан предлагаемый станок, вид спереди; на фиг. 2 - вид по стрелке А на фиг. 1; на
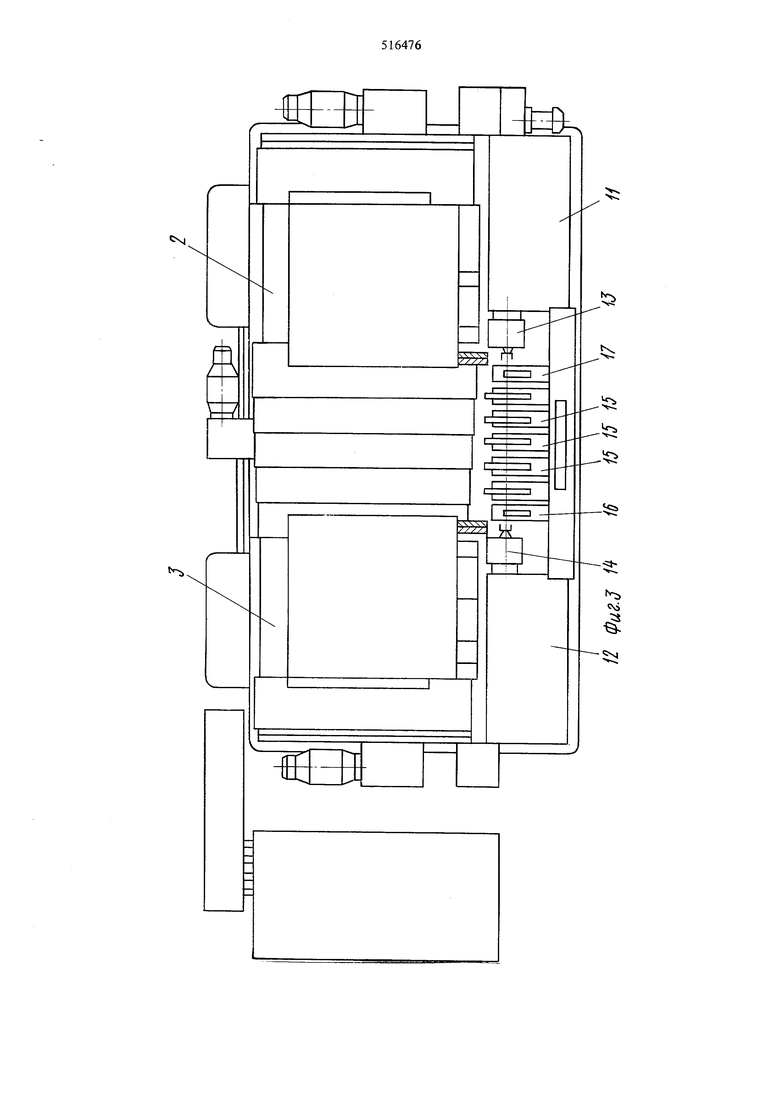
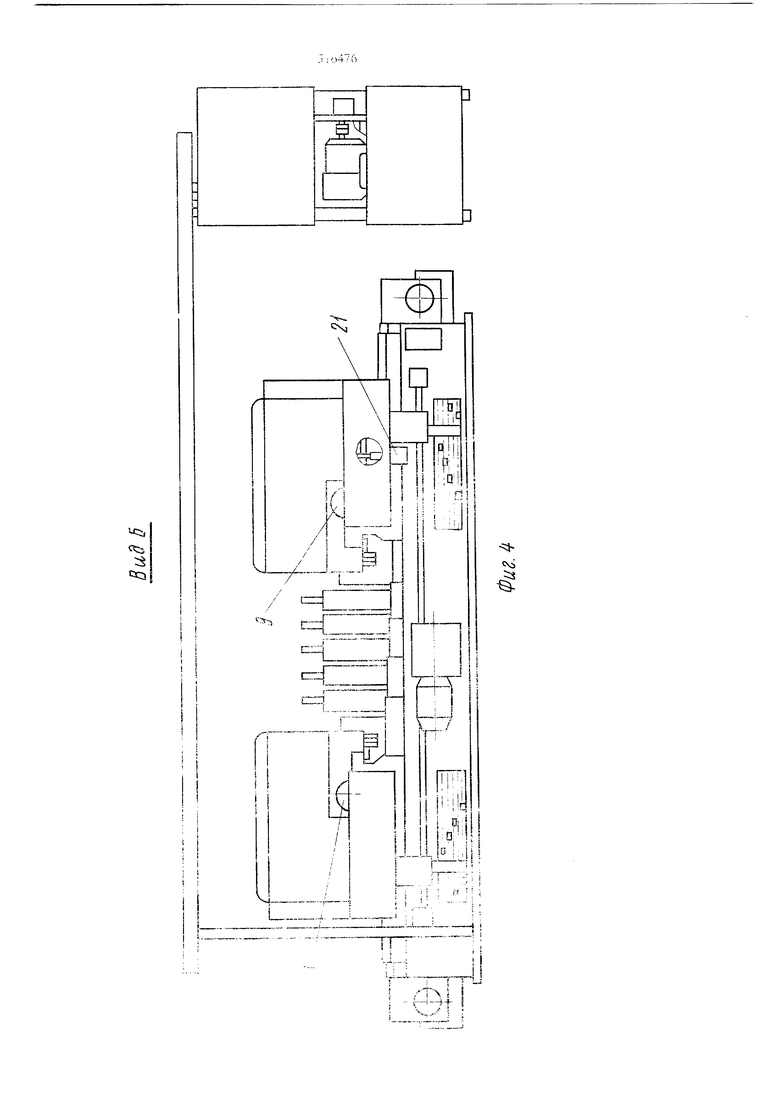
фиг. 3 - станок, вид сверху; на фиг. 4 -- вид по стрелке Б на фиг. 2; на фиг. 5 - механизм выравнивания подачк фрез (5азрез по В-В на фиг. 6); на фиг. 6 - разрет по Г-Г на фиг. 5; на фиг. 7 зажимной патрон, гфодольный разрез.
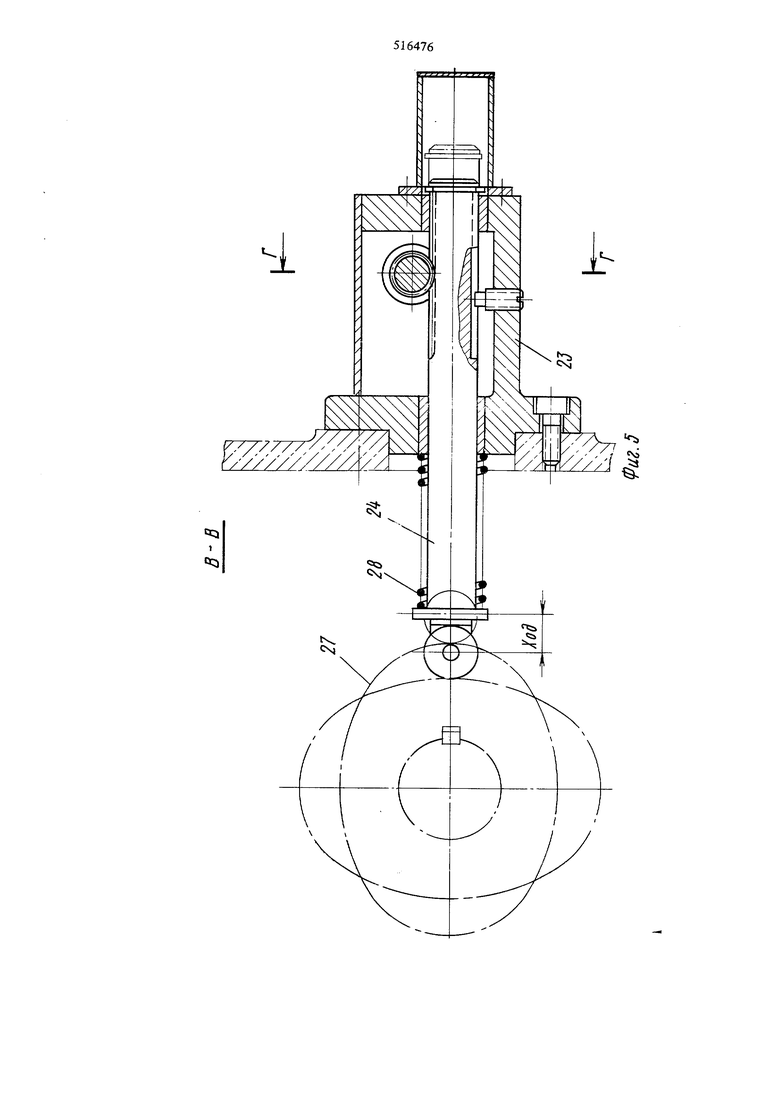
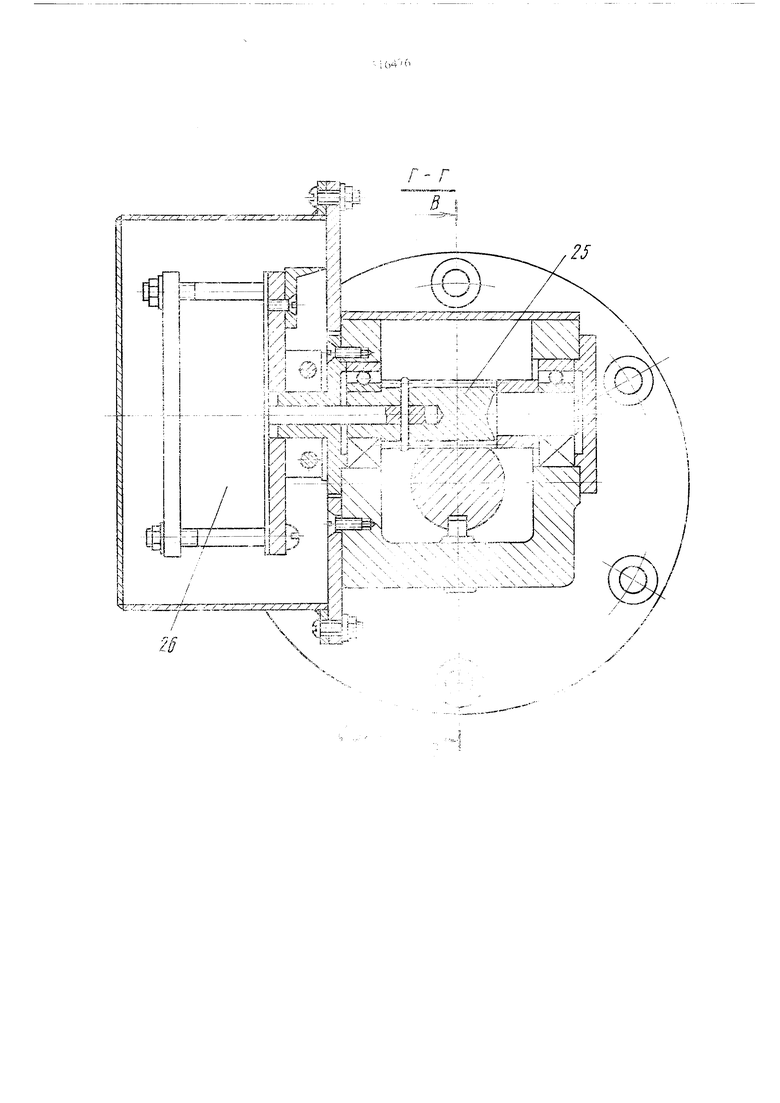
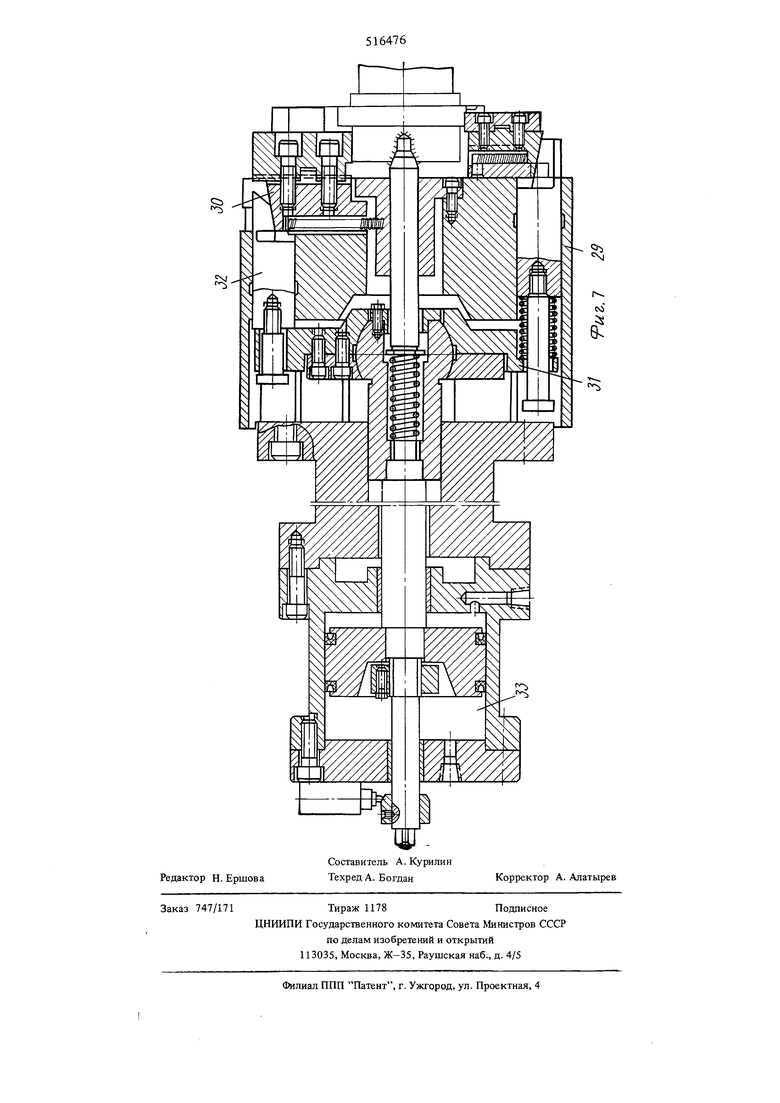
На станине 1 установлены салазки 2 и 3, которые по ней продольно перемещаются. На салазках смонтированы фрезерные бабки 4 и 5 с дисковыми трехсторонними фрезами 6 и 7. Фрезерные бабки поперечно перемещаются от гидроцилиндров 8 и 9 и гидравлической станции 10. На пере дней части станины установлены опорные стойки 11 и 12 с зажимными патронами 13 и 14. Межд} опорными стойкалти расположены люнеты 15 и загрузочные стойки 16 и 17. Кривошипно-щатущ ш механизм 18 установлен на j..-oBbix стенках салазок. Копировальный гидравлический прибор 19, коробка синхронизации 20 смонтированы на боковых стенках фрезерных бабок. Механизм 21 выравнивания подачи фрез устаноалгн на заднем торце салазок в коробке привода кргхйощипно-шатунного механизма. Пульт управления 22 размен1ен в правой опорной стойке 11, а транспортер уборки стружки - станины 1. MexaiMSM 21 состоит из корпуса 23, штока-рейки 24, реечной шестерни 25, задатчика скорости 26, кулачка 27 и пружины 28. Зажимной патрон состоит из корпуса 29, зажимных колодок 30, траверсы 31 и головок 32. Станок работает следующим образом. Заготовка коленчатого вала с помощью подъемно-транспортного средства устанавливается на загрузочные стойки 16 и 17. При нажатии на пульте управления 22 кнопки автоматический цикл заготовка в загрузочных стойках опускается на ось центров опорных стоек 11 и 12 и коренными шейками укладьшается на вкладьшш люнетов 15. В это время от электрического путевого вьпслючателя подается команда на осевое и радиальное пентрирование и зажим заготовки в зажимных патронах 13 и 14. По (:::о.-1.;ании зажима от аналогичного выключателя зажимньгк патронов подается комахода на закрытае и зажим верхгшх крышек люнетов. После зтого подается команда на доворот заготовки коленчатого вала в положение для обработки первых крайних шатунных шеек. OnHOBpeMetmo с этим производится включение вращения фрез 6 и 7 и их продольное перемещение вместе с фpeзepны ш бабкагли на исходную позицию для фрезерования. Когда фрезерные бабки выйдут на первую позицию для обработки первых двух крайних шатунных шеек, от путевых электрических выключателей бабки (не показаны) остановятся и будет подана комавда на быстрое их поперечное перемещение вперед к заготовке. Не доходя до заготовки 2-3 мм, перемещение бабок с ускоренного хода переключится на рабочую подачу и с этого момента начнется режим врезания-прорезка кривошипа при неподвижном коленчатом вале. Прорезание происходить до тех пор, пока фрезы своими режущнмл кромкадмине достигут образующей поверхности заданного диаметра щатунных шеек. Как только это осуществится, работа станка с режима врезания переклюштся на копировальный реЖ1м. заготовка колегиатого вала получит круговое вршцсние, а фрезерные бабки с фрезами поперечное следящее перемещение. Оба эти движения будут строго взаимосвязаны, причем круговое вращение заготовки в данном будет задающим. При одном обороте заготовки будут полностью обработаны пара крайш1Х щату}шых щеек, после чего фрезерные бабки получат команду на быстрый отвод назад. Достигнув заданного крайнего положения, фрезерные бабки остановятся, а затем начнется ;ix продольное перемещение к выходу на втсрзю позмдию. Одновременно с этим произойдет вк-.игение быстрого ;чрй ценйя (доворот) заготовки холепчя-гого 1зала для подготовки к обработке второ; ; пары шатунньк шеек. Доворот заготовк|1 необходи.-/ потому, что каждая плс,: ajaiyi-jHbix щеек находится под определеиньг ; углом друг к другу. После )П; баоок -а втору ПОЗИ1СИЮ V доворота ;;аго-10чхи пул)т лояапа команда и; мещения фрезерных бабок вперед к заготовке. Дальнейшая работа станка при обработке второй и третьей пары щатунных щеек будет аналогична, как и при обработке первой пары. По окончании обработки третьей пары щеек фрезерные бабки автоматически отойдут назад, после чего возвратятся в свои крайние положения в продольном направлении. Одновременно с зтими движениями произойдет доворот обработанного коленчатого вала в по.ложение загрузка-выгрузка, отжим и открытие крышек люнетов, разжим коленчатого вала в патронах и подъем его в загрузочных стойках для снятия со станка. Механизм выравнивания подачи фрез работает следующим образом. При вращеши привода будет вращаться и связанный с ним кулачок 27, который будет перемещать щток 24, вращающий шестерню 25. Вместе с шестерней будет вращаться ротор задатчика скорости 26. Смещение ротора относительно статора задатчика изменит с помощью сопротивления напряжения преобразовгтеля (не показан). Преобразователь изменит напряжение обмотки двигателя привода враше:-йя изделия, что изменит скорость вращения . Так как эта скорость является задающей для с.дящей скорости подачи фрез, то с ее изменением пудет меняться-выравниваться скорость подачи. Зажимные патроны работают следующим образом. При подаче /соглалды на заготовки масло от 1идроста1пдии ност т1ает р гидроцилиндр 33 (фиг. 7)„ В это время начинают перемещаться нггок и траверса 31. Так как траверса несет на себе головки 32, тс- они при перемещении, взаимодействуя с колодка. 30, будут перемещать их (колодки) к це лрУ; и обеспечит зажим и зленчатого вала. центрирование заго.ГБ;; QJ о- р м у 14 Изобретения Фрезерньш станок ,1ля обработки коленчатых валов дву;ь1Я лраща1ои51 шся дисковыми трехсторонними фрсзвми, }С:т,аНов;1енны.а1 в бабках, смонтированных иа салазках, продольно перемещающихся i7c стагл. г лсущей опорные стойки с naipoh:ii а , ,..;л закргпле1жя изделия, отличающ и и с ч те;.:, что. с целью автоматизации процесса обработки, станок снабжен механизмом выравнивания подачи фрез, вьшолненным в виде связанного с салазкам:,, воздействующего на привод вращения изделия регулятора, взаимодействующего с кулачк(1м, установленным в опорной стойке соосно с изделием, патроны ;у1я закрепления которого снабженг 1 раслоложетагми в их корпусах зажимными колсдкамп и траверсой, несущей головки, взаимодействуюидде с колодками.
«N xi
Ci
: CQ
/ / 1 Vs
.Л ixl / I -,1 i Tr I-r-: -: :.. -.i.- -U L. -- -- ---r-- - cf// iK: i;-Miiv.V: N:-:xi x4/ ;, . v.ai::;...-w: it sss4 :Tis:us:i F v iVT 1-.;;Гчхч;г1;.:-г И -гсН/ г V 4-iK-.i.--.; .. H-p r---i ,c.,i kio 43 Ij -/ K - --- y/
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерный станок | 1976 |
|
SU656747A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Станок для фрезерования коленчатыхВАлОВ | 1979 |
|
SU823014A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2015 |
|
RU2680790C2 |
| ПРЕДВАРИТЕЛЬНОЕ И ОКОНЧАТЕЛЬНОЕ ШЛИФОВАНИЕ КОЛЕНЧАТОГО ВАЛА ЗА ОДНО ЗАКРЕПЛЕНИЕ | 2000 |
|
RU2240218C2 |
| СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК | 2017 |
|
RU2743712C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| СПОСОБ НАРУЖНОГО КРУГЛОГО ШЛИФОВАНИЯ КОРЕННЫХ И ШАТУННЫХ ПОДШИПНИКОВ КОЛЕНЧАТОГО ВАЛА И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2553165C2 |
| Устройство к токарно-винторезному станку для нарезания зубчатых изделий | 1984 |
|
SU1197799A1 |
| Фрезерный станок для обработки внутренних плоскостей в отверстиях корпусных деталей | 1985 |
|
SU1337206A1 |