Известны автоматические фрезерные станки с непрерывной подачей обрабатываемых деталей относительно фрезерной головки бесконечным цепным транспортером. Транспортер выполняется в виде двух параллельных горизонтальных ветвей, расположенных в вертикальной плоскости под фрезерной головкой станка. При этом верхняя ветвь транспортера является рабочей, а нижняя осуществляет обратное холостое движение. При таком расположении транспортера установка деталей на его каретках должна производиться в непосредственной близости от зоны фрезерования, что затрудняет условия загрузки и монтаж загрузочного устройства при автоматической загрузке деталей.
Предлагаемый станок отличается от известных тем, что бесконечный цепной транспортер установлен в вертикальной плоскости с цепью, размещенной по контуру треугольника. Вертикальная боковая сторона последнего образует рабочую ветвь транспортера и расположена с наклоном в сторону, противоположную фрезерной головке, а верхняя горизонтальная сторона образует загрузочную ветвь транспортера. Транспортер устанавливается на салазках, автоматически подвижных по наклонным направляющим перпендикулярно к оси шпинделя фрезерной головки.
новленного на салазках транспортера параллельно его рабочей ветви и кинематически связанного с электродвигателем ходового винта, зацепляющегося с полугайками, закрепленными на каретках транспортера. Винт снабжен заборной частью, выполненной по профилю резьбы на длине первых трех-четырех витков. Подшипники ходового винта установлены на
салазках транспортера на ползуне, который передвигается в направлении, перпендикулярном к рабочей ветви транспортера, с помощью регулировочного клина. Станок снабжен электрическим командоаппаратом, осуществляющим его автоматическое управление. Барабан командоаппарата кинематически связан посредством зубчатых передач и мальтийского механизма с каретками бесконечного цепного транспортера.
Такие конструктивные отличия станка повышают его производительность и обеспечивают безопасную работу на нем.
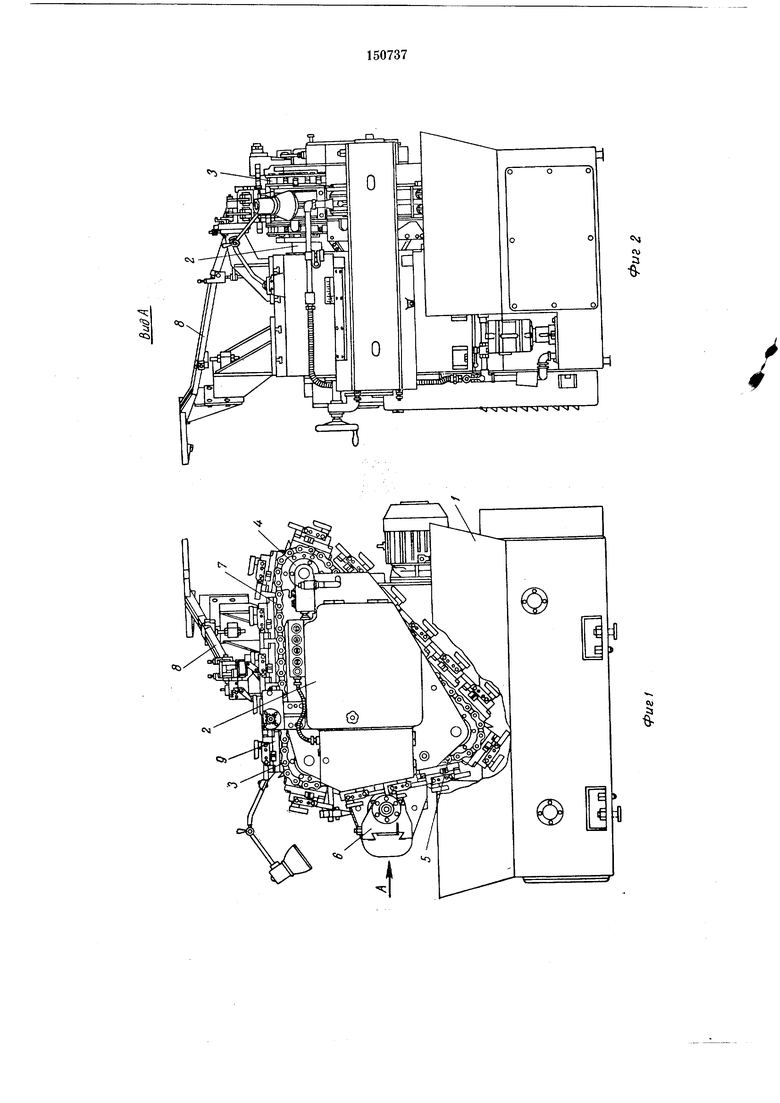
Па фиг. 1 изображен общий вид автоматического фрезерного станка со стороны цепного транспортера; на фиг. 2 - вид по стрелке Л на фиг. 1; на фиг. 3 - конструкция бесконечного цепного транспортера с приводным механизмом и электрическим командоаппаратом автоматического управления станком.
ляющих, выполненных на ее боковой вертикальной стенке, установлены подвижные салазки 2, несущие бесконечный цепной транспортер 3. Бесконечный цепной транспортер расположен в вертикальной плоскости по контуру разностороннего треугольника и размещается тремя ветвями несущими звездочками 4, расположенными в углах треугольника. Боковая вертикальная ветвь 5 транспортера является рабочей и выполнена с обратным по отнощению к фрезерной головке углом наклона к вертикали. Она обеспечивает продольную подачу деталей сверху вниз относительно щпинделя неподвижной фрезерной головки 6. Вследствие такого расположения рабочей ветви транспортера образующаяся при фрезеровании стружка свободно падает вниз в поддон станка, не засоряя транспортер и его приводной механизм. Разгрззка деталей осуществляется в нижней части рабочей ветви транспортера.
Верхняя горизонтальная ветвь 7 транспортера предназначена для загрузки деталей. Для автоматической загрузки на станине станка установлено автоматическое загрузочное устройство 8 с вибробункером или любого другого типа.
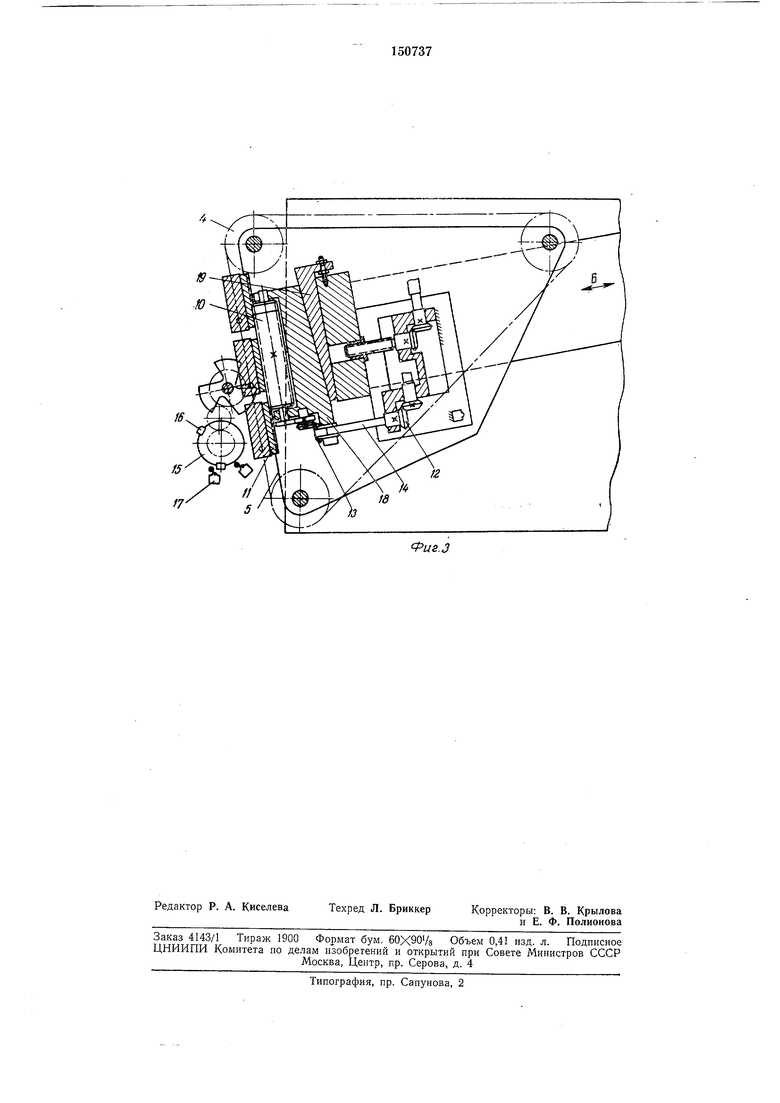
На звеньях цепи транспортера укреплены каретки 9, предназначенные для установки и закрепления обрабатываемых деталей. Приводным механизмом цепного транспортера является винтовая передача, ходовой винт 10 которой установлен на салазках 2 и входит в зацепление в зоне фрезерования с полугайками 11, закрепленными на каретках 9. Привод вращения винта 10 осуществляется от коробки подач через конические пары 12 - 13 к скользящий шлицевой валик 14. Каретки 9 в зоне фрезерования движутся между боковыми направляющими (на чертел е не показаны), обеспечивающими жесткость и устойчивость кареток в процессе обработки деталей. Салазки 2 вместе с транспортером 3 могут осуществлять с помощью ходового винта 10 поперечную автоматическую подачу «на фрезу с заданным циклом по наклонным направляющим по стрелке Б (см. фиг. 3), что позволяет фрезеровать не только открытые сквозные поверхности, но и закрытые поверхности- выемки различной формы.
Автоматическое управление циклом работы
станка осуществляется электромагнитными муфтами от электрокомандоаппарата, на периодически вращающемся барабане 15 которого (см. фиг. 3) имеются установочные упоры 16, взаимодействующие с путевыми выключателями 17. Для регулирования положения ходового винта 10 по отнощению к нолугайкам .// (с целью выборки излищних люфтов) ходовой винт установлен на салазках 2 в нолзуне 18, передвигающемся в направлении, перпендикулярном оси винта, посредством регулируемого клина 19.
Предмет изобретения
1. Автоматический фрезерный станок непрерывного действия с бесконечным цепным транспортером, с каретками для установки обрабатываемых деталей и с неподвижной фрезерной головкой, отличающийся тем, что, с
целью повыщения его производительности и обеспечения безопасности работы на нем, бесконечный цепной транспортер установлен в вертикальной плоскости с цепью, размещенной по контуру треугольника, вертикальная
боковая сторона которого образует рабочую ветвь транспортера и расположена с наклоном в сторону, противоположную фрезерной головке, а верхняя горизонтальная сторона образует загрузочную ветвь транспортера.
2. Станок по п. 1, отличающийся тем, что бесконечный цепной транспортер установлен на салазках, автоматически подвижных по наклонным направляющим перпендикулярно к оси щцинделя фрезерной головки.
3. Станок по пп. 1 и 2, отличающийся тем, что привод транспортера выполнен в виде установленного на салазках транспортера параллельно его рабочей ветви и кинематически связанного с электродвигателем ходового винта, зацепляющегося с полугайками, закрепленными на каретках транспортера.
4.Ходовой винт но п. 3, отличающийся тем, что он снабжен заборной частью, выполненной по профилю резьбы на длине первых трехчетырех витков.
5.Станок по пп. 1, 2 и 3, отличающийся тем, что подшипники ходового винта установлены на салазках транспортера на ползуне, передвигающемся в направлении, перпендикулярном к рабочей ветви транспортера, с помощью регулировочного клина.
X1
oci
со
c«
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок для обработкидВЕРНыХ пОлОТЕН | 1980 |
|
SU852546A1 |
| Агрегат для обработки деревянных опор линий электропередач | 1981 |
|
SU933458A1 |
| Агрегат для обработки деревянныхдЕТАлЕй ОпОР лиНий элЕКТРОпЕРЕдАч | 1979 |
|
SU812575A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Фрезерный станок | 1976 |
|
SU657929A1 |
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| ЦЕПНОЙ ТРАНСПОРТЕР ДЛЯ ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК ЧЕРЕЗ ЗОНУ ОБРАБОТКИ | 2023 |
|
RU2828693C1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Роботизированный технологический комплекс | 1987 |
|
SU1465264A1 |