Известна установка для сборки и сварки крупногабаритных изделий, содержащая колонны, смонтированную между ними раму с зажимными устройствами и самостоятельную стойку с нодъемно-иоворотной консолью, на которой с возможностью перемещения установлена каретка.
В предлагаемой установке рама выполнена в виде кольца, имеющего возможность горизонтального перемещения между колоннами и оснащенного выдвижными в радиальном направлении платформами с установленными на них силовыми цилиндрами и выдвижными монтажными мостиками. Каждый щток силового цилиндра оснащен зажимным устройством, а каретка дополнительно снабжена поворотно-выдвижной рабочей площадкой.
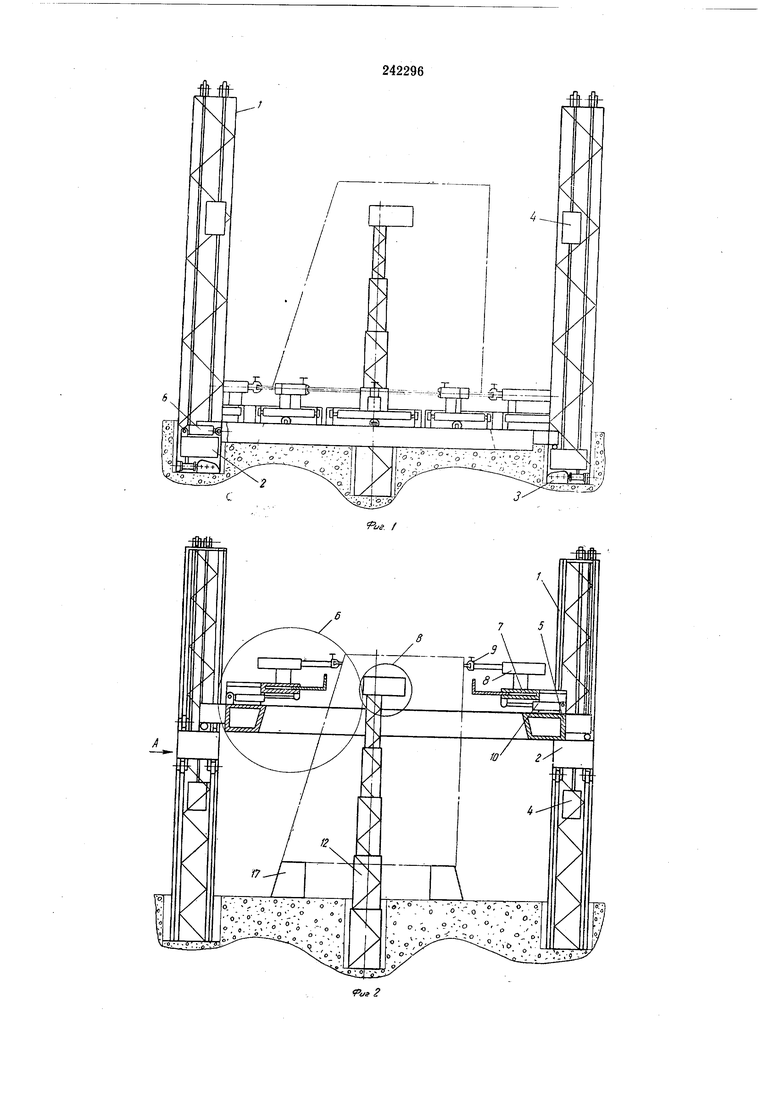
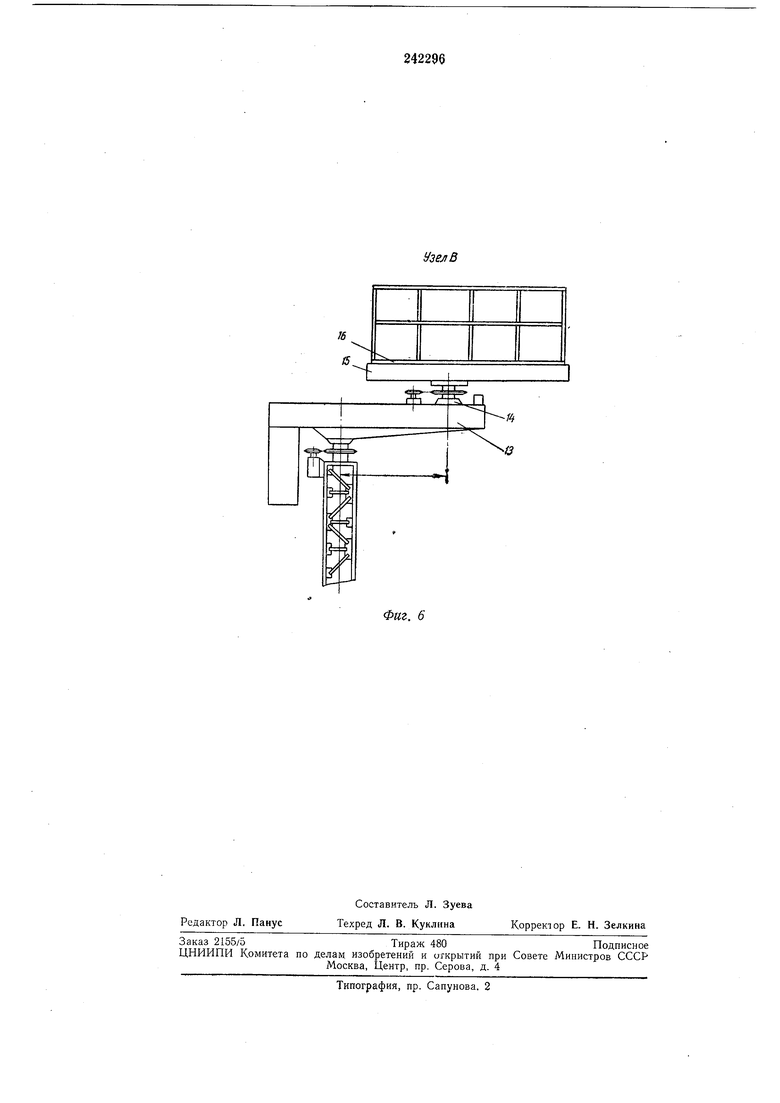
На фиг. 1 изображена предлагаемая установка; на фиг. 2 - то же, в разрезе; на фиг. 3 - вид по стрелке Л на фиг. 2; , на фиг. 4 и 5 - узел Б на фиг. 2 при обжатии кольцевых ребер жесткости соответственно минимального и максимального диаметров; на фиг. 6- узел В на фиг. 2.
Установка состоит из двух пар несущих колонн J, по направляющим которых вертикально перемещаются каретки 2. Перемещение кареток 2 осуществляется через систему блоков и тросов от электролебедок 3. Для снижения мощности лебедок предусмотрены противовесы 4. На «арегках 2 имеются направляющие, по «оторьш свои-ми катками перемещается «ольцеваЯ рама 5.illе,ремещениекольцевой рамы осуществляется с помощью гидроцилиндpoiB 6.
На кольцевой раме в направляющих установлено восемь выдвижных в радиальном направлении платформ 7, на которых установлены обжимные гидроцилиндры 8. Штоки
гидроцилиндров заканчиваются зажимами 9 для захвата ребра жесткости. Зажим имеет ручную винтовую настройку по вертикали. Платформы 7 перемещаются гидроцилиндрами 10. Для обеспечения доступа -к наружной
поверхности общивки обечайки на каждой платформе предусмотрен выдвижной мостик //.
Доставка разметчиков в любую точку внутренней поверхности общивки обечайки производится телескопическим подъемником 12, на верхней вертикальной цапфе которого может поворачиваться относительно вертикальной оси консоль 13. По направляющим консоли в горизонтальной плоскости перемещается каретка 14, на которой закреплена площадка J5, поворачивающаяся относительно вертикальной оси каретки. В направляющих площадки телескопически в горизонтальной плоскости перемещается монтажный мостик 16, на котоВсе движения устройства для доставки разметчиков в любую точку внутренией поверхности обшивки обечайки осуществляются с помощью гидравлических приводов.
Для установки .комической и цилиндрической секций предусмотрены опорные тумбы 17.
Цеховым краном на тумбы устанавливается своим больш-им основанием коническая (правильный . или неправильный усеченный конус) или цилиндрическая обечайка (основания обечайки не зашиты).
Кольцевая рама, в исходном положении находящаяся внизу, поднимается до уровня установки первого нижнего кольцевого ребра жесткости с помощью электролебедок.
Мостики / выдвигаются в радиальном направлении к наружиой обшивке обечайки, создавая вокруг нее площадку для размещения сборщиков.
Зажимы обжимных гидроцилиндров 8 нодводятся к наружной обшивке обечайки и закрепляются на кольцевом ребре жесткости, которое доставляется на кондуктор цеховым краном. Обжатие кольцевого ребра жесткости к наружной обшивке обечайки производится восьмью гидроцилиндрами 8 в определенной технологической последовательности. При необходимости эти ке гидрЬцилиндры могут разжимать ребро жесткости.
После обжатия ребра жесткости и его прихватки электросваркой зажимы гидроцилиндров 8 и выдвижные мостики возвращаются в исходное положение, а кольцевая рама поднимается вверх на уровень установки следующего ребра жесткости, где технологический процесс повторяется.
В случае обработки обечайки неправильной формы, когда центр сечения по верхнему ребру жесткости смещен по отношению к центру сечения предыдущего ребра жесткости, центр кольцевой рамы совмещается с центром сечения обечайки, для чего передвигается кольцо в горизонтальной плоскости на величину смещения цеитров с помощью гидроцилипдров 6.
В случае, если диаметр обечайки уменьшается значительно, а хода гидроцилиндров 8 уже недостаточно, чтобы приблизиться к наружной обшивке обечайки, то с помощью гидроцилиндров 10 выдвигают по направлению к
центру кольцевой рамы платформы с установленными на них обжимными гидроцилиндрами.
Для выполнения разметочных работ в любую точку внутренней поверхности обечайки рабочие доставляются на монтажном мостике 16, поднимаемом на нужную высоту с помощью телескопического подъемника. Для разметочных работ на максимальных
диаметрах монтажный мостик по направляющим площадки и площадка по направляющим консоли 13 отводятся от оси подъемника на необходимый вылет. Конструкция поворачивается вокруг вертикальной оси подъемника, что обеспечивает объезд разметчика по внутреннему периметру обечайки.
При необходимости разметки внутренней поверхности на малых диаметрах монтажный мостик вдвигается в площадку, которая совместно с кареткой 14 устанавливается по отношению к вертикальной оси нодъемника на расстоянии, равном эксцентриситету данного сечения обечайки к этой же оси. Вращение монтажного мостика в данном
случае совершается вокруг вертикальной оси каретки 14.
Предмет изобретения
Установка для сборки и сварки крупногабаритных изделий, преимущественно цилинд рических и конических обечаек с наружными кольцевыми ребрами жесткости, содержащая колонны, смонтированную между ними раму
с зажимными устройствами и самостоятельную стойку с подъемно-поворотной консолью, на которой с возможностью перемещения установлена каретка, отличающаяся тем, что, с целью повышения производительности и рас
ширения диапазона типоразмеров свариваемых изделий, рама выполнена в виде кольца, имеющего возможность горизонтального перемещения между колоннами и оснащенного выдвижными в радиальном направлении платформами с установленными на них силовыми цилиндрами и выдвижными монтажными мостиками, нричем каждый шток силового цилиндра оснащен зажимным устройством, а каретка дополнительно снабжена поворотно-вы
движной рабочей площадкой.
10
го
8.