(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ И КОНИЧЕСКИХ СВАРНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Стенд для сборки и сварки кольцевых швов | 1980 |
|
SU948595A1 |
| Установка для сварки внутренних и наружных швов обечаек | 1972 |
|
SU774876A1 |
| УСТАНОВКА ДЛЯ СБОРКИ И СВАРКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1969 |
|
SU242296A1 |
| Устройство для установки обечаек при их сборке с последующей сваркой | 1956 |
|
SU108781A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Сварочный манипулятор | 1960 |
|
SU135555A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
1
Изобретение относится к монтажно-сварочному оборудованию, в частности и кондукторам и установкам для сборки и свар- - ч ки крупногабаритных цилиндрических и коi- 1 нических секций из обечаек, и может быть j применено на предприятиях судостроитель; ; ной промышленностью.
; ; Известна установка для сборки и сварI ки крупногабаритных изделий, содержащая жестко закрепленные на основании колонны и смонтированную между ними раму, выполненную в виде кольца, установленного с ю возможностью горизонтального перемещения между колоннами и оснащенного выдвижными в радиальном направлении платформами с установленными на них силовыми цилиндрами и выдвижными монтажными мостиками, причем каждый щток силового цилиндра оснащен зажимным устройством, а каретка снабжена поворотно-выдвижной рабочей площадкой 1.
Недостатками этой установки являются отсутствие механизированной перестановки 20 колонн для сборки различных типоразмеров изделий, выведение вручную кромки обечайки, невозможность одновременного доступа к любому месту стыка по периметру
секции, что снижает производительность из-за сужения фронта работ.
Наиболее близкой по технической сущности к достигаемому результату к изобретению является установка для изготовления крупногабаритных цилиндрических и конических сварных изделий, содержащая смонтированные на основании радиальные направляющие с установленными в них тележками, оснащенными опорами для изделия и наружными колоннами с фиксаторами изделия, а также привод одновременного перемещения тележек 2.
Недостатком данной установки является недостаточная производительность, так как не обеспечивается одновременная сборка и сварка внутренних и наружных щвов.
Целью изобретения является повыщение производительности путем обеспечения одновременной сборки и сварки как внутренних, так и наружных щвов.
Для этого на каждой тележке с.монтирована внутренняя колонна с фиксаторами изделия, причем внутренние и наружные колонны установлены с возможностью одновременного подъема, кинематически связаны с приводом одновременно перемещения тележек и оснащены монтажными площадками со сварочными головками и направляющиM}i, при этом опоры для изделия выполнены в виде подъемных приводных роликов, а в направляющих монтажных площадок смонтированы раздвижные переходные мостики.
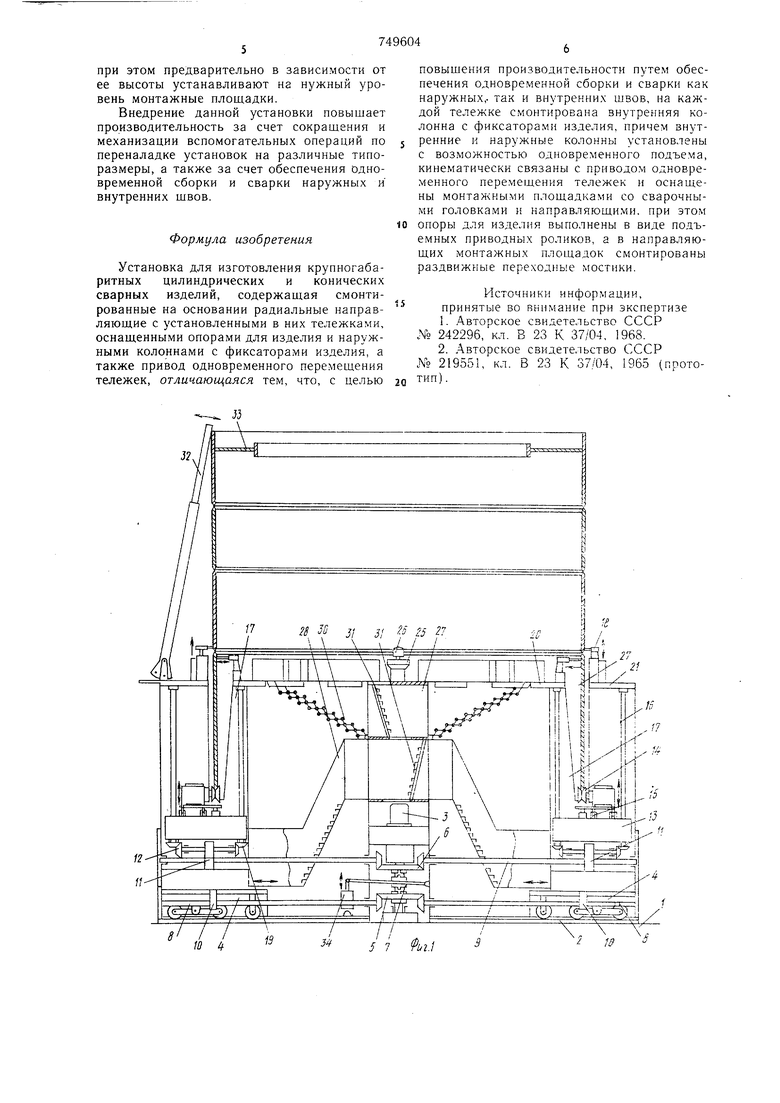
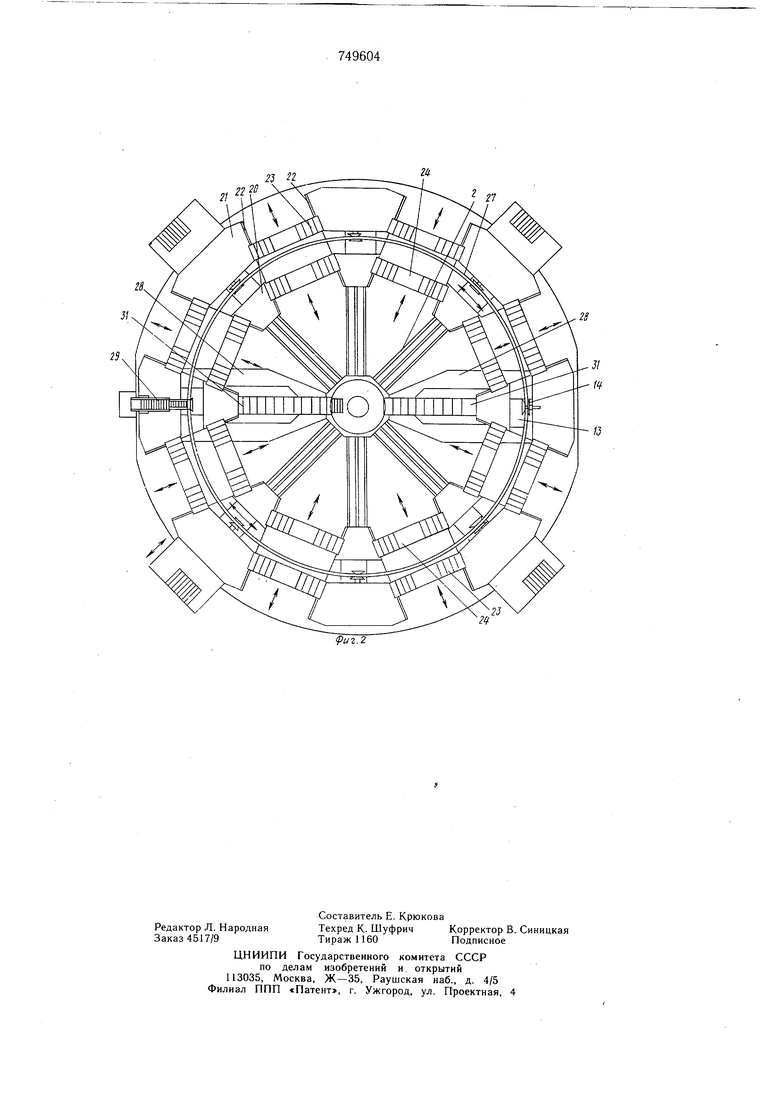
На фиг. 1 изображена предложенная установка; на фиг. 2 - то же, план.
Установка для сборки и сварки крупногабаритных изделий содержит смонтированные на основании 1 радиальные направляющие ,2 и привод 3 одновременного перемещения тележек 4, установленных в направляющих 2.
На выходном валу привода 3 смонтированы две конические щестерни 5 и 6 и муфта 7 поочередного включения этих шестерен.
В радиальных направляющих установлены ходовые винты 8, и щлицевые валы 9, взаимодействующие с соответствующими коническими щестернями 5 и 6.
Каждая тележка 4 оснащена ходовой гайкой 10, редуктором 11 со щлицевой гайкой и смонтированными на его выходном валу коническими щестернями 12.
На тележках посредством балки 13 установлены опоры для изделия, выполненные в виде приводных роликов 14, установленных с возможностью подъема, например, пневматическим домкратом 15, управляемым дистанционно.
Кроме того, на балках 13 тележек закреплены наружные 16 и внутренние 17 колонны с выдвижными фиксаторами 18 изделия и механизм их одновременного подъема вместе с балкой, конические шестерни 19 которого взаимодействуют с щестернями 12. Колонны снабжены монтажными внутренними 20 и наружными 21 площадками со сварочными головками и направляющими 22. В направляющих 22 монтажных площадок установлены раздвижные переходные мостики наружные 23 и внутренние 24, выполненные, например, на основе механизма с шарнирными ромбами.
Переходные мостики могут служить и рабочим местом сварщиков.
Установка снабжена пультом управления 25 с устройством, установленным на центральной колонне, например лазерным 26, для проверки горизонтальности верхней кромки обечайки 27, а также крытой галлереей 28 для перехода внутрь установки к пульту управления и на внутренние монтажные площадки лестничными маршами 29, расположенными на тележках, для подъема на наружные монтажные площадки, трапами 30 и 31 для подъема к пульту управления и непосредственно на внутренние монтажные площадки и кроме этого, раздвижной лестницей 32, установленной на одной из наружных монтажных площадок для подъема на распорное кольцо 33 с целью строповки секции.
Кроме того, установка имеет устройство для замера диаметра расстановки тележек.
ограждения, систему блокировки и т. д. (на чертеже не показано).
Энергоснабжение двигателей и домкратов на тележках осуществляется через гибкие рукава и кабели, подвещенные от центральной неподвижной колонны к каждой из тележек.
Предлагаемая установка предназначена в основном для сборки и сварки секции из обечаек до установки кольцевых ребер жесткости к наружной общивке секции (обечайки) и может быть использована для установки ребер жесткости к наружной общивке секции.
Установка оснащена приводом 34 для переключения муфты 7.
Установка работает следующим образом.
с пульта управления 25 переводят с помощью привода 34 муфту 7 переключения в нижнее положение, включая таким образом щестерню 5 для перемещения тележек 4. 0 Затем включают привод 3 одновременного перемещения тележек 4, которые устанавливают на нужный типоразмер (диаметр) секции, при этом контроль за перемещение. ведут с помощью устройства для замера диа.метра расстановки тележек.
После достижения тележками 4 нужного положения привод 3 выключают и переводят муфту переключения 34 в верхнее подожение, включая таким образом щестерню 6.
Затем снова выключают привод 3 и бал0 ка 13 с колоннами 16 и 17 и с роликами 4 одновременно во всех рамах перемещаются вверх или вниз.
После достижения нужного положения (в зависимости от длины нижней закладываемой обечайки) привод 3 выключают. 5 Затем в установку загружают обечайку, подвигают к ней переходные мостики 23 и 24, выравнивают ее верхнюю кромку с помощью ролика 14 домкратом }5 в строго горизонтальное положение (с пульта управления 25).
При этом контроль за выравниванием ведут с помощью устройства для проверки горизонтальности 26 верхней кромки или шланговым ватерпасом.
Затем на нижнюю обечайку загружают i следующую, при этом стык между ними располагается в зоне действия фиксаторов 18.
С помощью фиксаторов, находящихся на наружной 21 и внутренней 20 монтажных площадках, производят стыковку кромок обечаек. При этом для ускорения процесса включают по мере надобности привод вращения роликов 14 и обе обечайки поворачиваются относительно своей оси на нужный угол.
В случае стыковки вручную ролики 14в установке могут быть установлены без привода вращения. При стыковке ведут прихватку кромок обечаек между собой.
После стыковки обечаек по пери.метру ведут их сварку или, выгрузив из установки обе обечайки, загружают в нее следующую.
при этом предварительно в зависимости от ее высоты устанавливают на нужный уровень монтажные площадки.
Внедрение данной установки повышает производительность за счет сокращения и механизации вспомогательных операций по переналадке установок на различные типоразмеры, а также за счет обеспечения одновременной сборки и сварки наружных и внутренних швов.
Формула изобретения
Установка для изготовления крупногабаритных цилиндрических и конических сварных изделий, содержащая смонтированные на основании радиальные направляющие с установленными в них тележками, оснащенными опорами для изделия и наружными колоннами с фиксаторами изделия, а также привод одновременного перемещения тележек, отличающаяся тем, что, с целью ст/ (. )/(У Д / / /
повышения производительности путем обеспечения одновременной сборки и сварки как наружных,, так и внутренних швов, на каждой тележке смонтирована внутренняя колонна с фиксаторами изделия, причем внутренние и наружные колонны установлены с возможностью одновременного подъема, кинематически связаны с приводом одновременного перемещения тележек и оснащены монтажными площадками со сварочными головками и направляющими, при этом
опоры для изделия выполнены в виде подъемных приводных роликов, а в направляющих монтажных площадок смонтированы раздвижные переходные мостики.
Источники информации, принятые во внимание при экспертизе
№ 219551, кл. В 23 К 37/04, 1965 (прото™п). 5 7 fui.l РТ-.i S
