Известны различные дуговые электропечи для плавки чугуна, у которых всю емкость печи загружают твердой шихтой через боковое загрузочное окно и подина выполнена горизонтальной.
Предложенная печь отличается от известных тем, что ее лодина выполнена асимметрично вогнутой, расширенной к загрузочному ОКну и суженной к выпускной летке, причем электроды расположены со стороны суженной части подины. Это позволяет создать непрерывный процесс плавления.
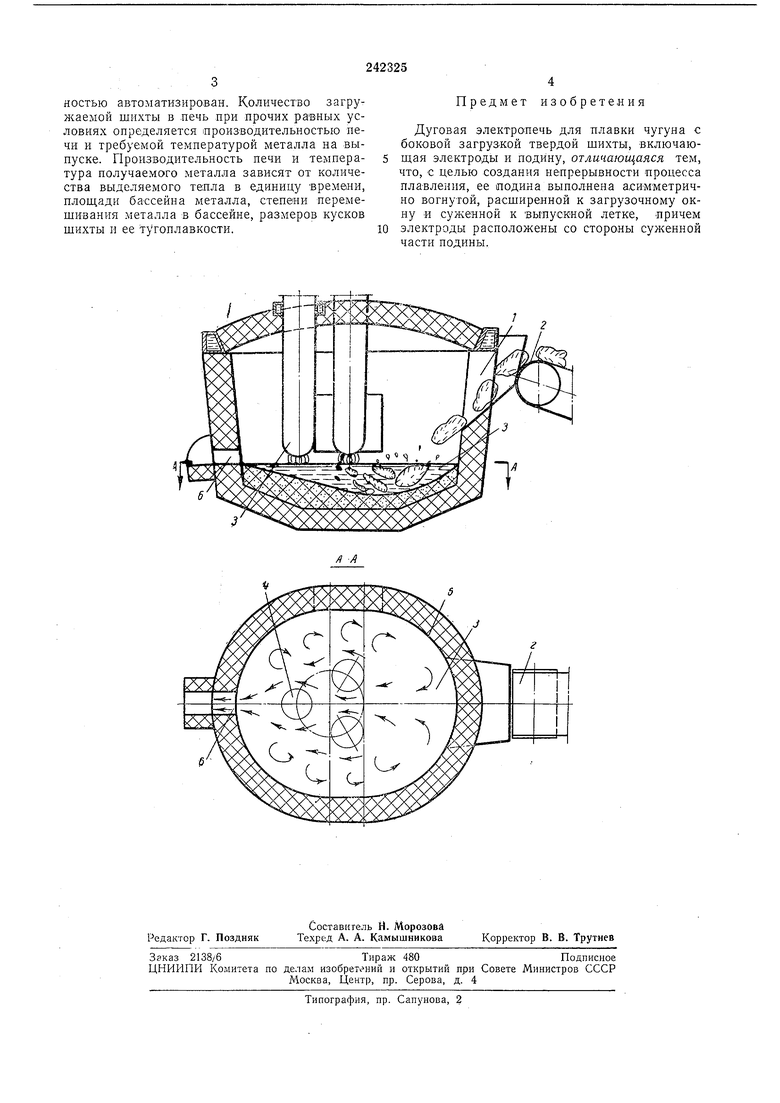
На чертеже показана предложенная печь.
В печь через загрузочное окно / непрерывно с помощью пластинчатого конвейера 2 подаются шихтовые -материалы, которые подают с небольшой высоты в бассейн (ваину) 3, заполненный перегреваемым жидким металлом. Тепло, затрачиваемое на перегрев металла, выделяется при горении электрических дуг между электродами 4 и жидким металлом в бассейне. Попадая в бассейн и смываясь перегретым жидким металлом, твердые куски шихты отбирают от жидкого .металла тепло и интенсивно плавятся, пополняя бассейн жидКИМ расплавом. При непрерывной загрузке шихты происходит разбрызгивание жидкого металла на раскаленные стенки 5 печи. В связи с тем, что отверстие 6 для выпуска металла из печи в процессе плавки открыто и располагается на одном и том же уровне, уровень металла в бассейне 3 поддерживается постоянным. Избыток жидкого металла, образуюш,егося от плавления твердой шихты, непрерывно уходит через выпускное отверстие 6 в промежуточные емкости и на заливку отливок. Шлак также непрерывно уходит с поверхности металла в промежуточные емкости или удаляется с ;Помош;,ью шлакоуловительНых устройств. Очищенная от шлака поверхность жидкого .металла хорошо воспринимает тепло, излучаемое при горении электрических дуг, и от раскаленной футеровки. Между жидким металлом и электродами дуги горят .спокойно, стабильно, с равномерным по времени выделением тепла.
Из бассейна в промежуточные ем.кости уходит наиболее .перегретый чугун, движущийся с поверхностных .слоев .металла, подвергаемых интенсивному нагреву, и проходящий через электрические дуги. Часть этого перегретого чугуна завихрениями по границам движущихся потоков возвращается к твердой шихте, плавя ее. Потоки перегревающегося .металла пополняются новыми порциями расплавленного металла.
ностью автоматизирован. Количество загружаемой шихты в лечь ири прочих равиых условиях определяется производительностью печи и требуемой температурой металла на выпуске. Производительность печи и температура получаемого металла зависят от количества выделяемого тепла в единицу времени, площади бассейна металла, степени перемешивания .металла в бассейне, размеров кусков шихты и ее тугоплавкости.
Предмет изобретения
Дуговая электропечь для плавки чугуна с боковой загрузкой твердой шихты, включающая электроды и подину, отличающаяся тем, что, с целью создания непрерывности процесса плавления, ее подина выполнена асимметрично вогнутой, расширенной к загрузочному окну и суженной к вьтускной летке, причем электроды расположены со стороны суженной части подины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная печь | 1981 |
|
SU998839A1 |
| ШАХТНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ | 1968 |
|
SU206607A1 |
| Печь газоэлектрошлакового переплава металлов и сплавов | 1973 |
|
SU439192A1 |
| Газовая вагранка | 1974 |
|
SU606069A1 |
| БЕЗВАННОВОЕ ПЛАВЛЕНИЕ ГОРНЫХ ПОРОД ПО СПОСОБУ Р.Д.ТИХОНОВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2230709C2 |
| СПОСОБ ПРЯМОГО ВОССТАНОВЛЕНИЯ МАТЕРИАЛОВ, СОДЕРЖАЩИХ ОКСИДЫ МЕТАЛЛОВ, С ПОЛУЧЕНИЕМ РАСПЛАВА МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2014 |
|
RU2612330C2 |
| Способ производства бесфосфористого углеродистого ферромарганца | 1988 |
|
SU1640192A1 |
| ЭЛЕКТРОПЕЧЬ ПОСТОЯННОГО ТОКА ДЛЯ ЭЛЕКТРОШЛАКОВОГО ВОССТАНОВЛЕНИЯ МЕТАЛЛОВ | 1994 |
|
RU2116596C1 |
| Газовая вагранка | 1970 |
|
SU422302A1 |
| ИНДУКЦИОННАЯ ПЕЧЬ | 1994 |
|
RU2092761C1 |
S
