Известны способы тепло-влажностной обработки железобетонных изделий в безнапорных пропарочных камерах, осуществляемые путем подачи теплоносителя, заполняющего пропарочную камеру, через перфорированные трубы.
Однако при этих способах отсутствует интенсивное перемешивание парс-воздушной смеси, что вызывает перепад температуры по высоте камеры 10-25°С. Наличие большого количества воздуха снижает парциальное давление в паро-воздушной среде и температуру смеси. Поэтому цикл тепло-влажностной обработки удлиняется.
Целью изобретения является сокращение цикла нропаривания, расхода пара и повышение качества изделия.
Это достигается тем, что в камере создают критические скорости истечения пара при перепаде давлений, существующих в пропарочной камере и после регулирующего клапана, близком критическому отношению, подачей насыщенного пара из главного паропровода сначала через регулирующий клапан, а затем при помощи паропроводных гребенок с суживающимися .соплами - в среднюю зону камеры с обрабатываемыми железобетонными изделиями, которые укладывают с зазорами, равными /4 толщины изделий.
Предложенный способ позволяет также интенсивно перемешивать паро-воздушную смесь в пропарочных камерах и устранять засорения выходных отверстий. Для этого паровую
струю направляют в нижпюю зону камеры.
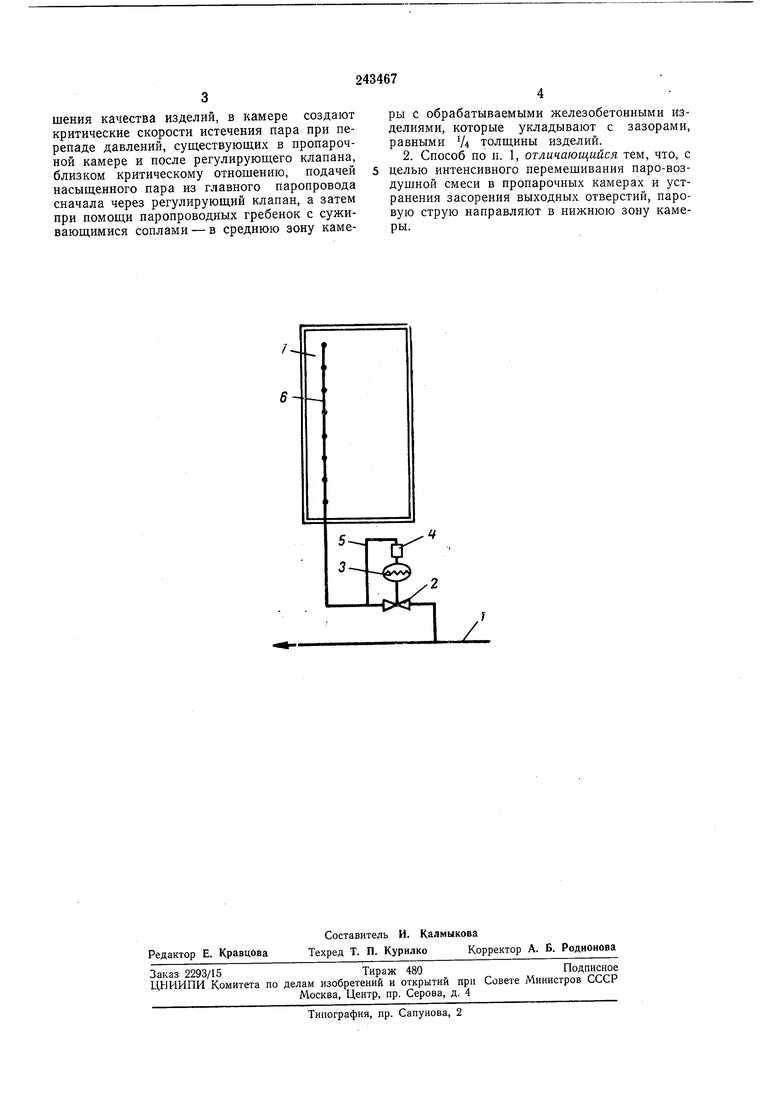
На чертеже приведена схема осуществления предложенного способа.
Влажный насыщенный пар из паропровода / поступает к регулирующему пневматическому клапану 2. Пневмопривод 3 получает импульс от конденсата, которым заполнен конденсатный сосуд 4. Последний связан конденсатной импульсной трубкой 5 с паропроводной гребенкой 6, установленной по высоте в
средней части камеры 7.
Расход пара и длительность обработки значительно сокращены за счет снижения температурного перепада по высоте камеры и улучшения теплоотдачи от паро-воздушной смеси
к изделиям. В результате значительно повышается качество изделий.
Предмет изобретения
1. Способ тепло-влажностной обработки железобетонных изделий в безнапорных пропарочных камерах, осуществляемый путем пода чи теплоносителя, заполняющего пропарочную камеру, через перфорированные трубы, отличающийся тем, что, с целью сокращения цикла пропаривания, расхода пара и повышения качества изделий, в камере создают критические скорости истечения пара при перепаде давлений, существующих в пропарочной камере и после регулирующего клапана, близком критическому отношению, подачей насыщенного пара из главного паропровода сначала через регулирующий клапан, а затем при помощи паропроводных гребенок с суживающимися соплами - в среднюю зону камеры с обрабатываемыми железобетонными изделиями, которые укладывают с зазорами, равными /4 толщины изделий.
2. Способ по п. 1, отличающийся тем, что, с целью интенсивного перемешивания паро-воздушной смеси в пропарочных камерах и устранения засорения выходных отверстий, паровую струю направляют в нижнюю зону камеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОНОСИТЕЛЯ ДЛЯ ТЕПЛОВЛАЖНОСТНОЙ ОБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2598667C1 |
| Устройство автоматического управления термовлажностной обработкой лицевых бетонных изделий | 2016 |
|
RU2606522C1 |
| Способ тепловой обработки железобетонных изделий в ямных пропарочных камерах | 1990 |
|
SU1792930A1 |
| СПОСОБ ТЕПЛОВЛАЖНОСТНОЙ ОБРАБОТКИ БЕТОННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2591217C1 |
| КАМЕРА ДЛЯ УСКОРЕННОГО ТВЕРДЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ЭНЕРГИИ ЭЛЕКТРОМАГНИТНЫХ ВОЛН В ВИДИМОЙ ЧАСТИ СПЕКТРА ИСКУССТВЕННОГО И ЕСТЕСТВЕННОГО ПРОИСХОЖДЕНИЯ | 2012 |
|
RU2499665C1 |
| Способ тепловой обработки сборных железобетонных изделий | 2023 |
|
RU2807733C1 |
| Пропарочная камера | 1977 |
|
SU779359A1 |
| Камера для тепловлажностной обработки бетонных изделий | 1986 |
|
SU1411151A1 |
| УДК^вв:9т:еЗт5&(-08§.^).ч';, "^^ г. г'^; j~4 j/-^ -;-^ [_: f ,-;П•• ':'*^n';i"' •-' ••-.;-ч-,.— - i'H!C;^;;:l^-ir...^;; ^ : ;:,-Авторыи А. Ф. Требухин | 1973 |
|
SU368207A1 |
| Способ автоматического управления процессом тепловой обработки длинномерных железобетонных изделий | 1978 |
|
SU765245A1 |
-1
