Изобретение относится к производству строительных материалов и может быть использовано на предприятиях стройиндустрии, оснащенных гидравлическими прессами для изготовления бетонных изделий и пропарочными камерами стеллажного типа с автоматической системой управления термовлажностной обработкой лицевых бетонных изделий, а также в любых процессах, где требуется регулирование температуры и относительной влажности паровоздушной смеси.
Известен способ термовлажностной обработки железобетонных изделий при атмосферном давлении теплоносителем, в качестве которого используют дымовые газы, которые перед тепловой обработкой изделий в пропарочной камере насыщают водяными парами в слоевом теплообменнике (RU 2214330 С2, В28В 11/24, 20.10.2003).
Недостаток известного способа заключается в том, что поток топочных газов увлажняется неравномерно, возможен проскок высокотемпературного неувлажненного газа в пропарочную камеру, что приводит к неравномерным температурам и химическому составу теплоносителя в пропарочной камере и, как следствие, пересушиванию части поверхности бетонного изделия, возникновению термических напряжений в изделии и, соответственно, снижению прочностных характеристик бетона.
Известен способ термовлажностной обработки в камере для термообработки строительных изделий. Согласно этому способу вагонетки с уложенными изделиями перемещаются в камере термообработки по рельсовому пути и теплоноситель (например, газовоздушная смесь или пар), подаются в нижнюю часть камеры. Благодаря наличию расположенных перпендикулярно движению вагонеток теплоотражающих щитов, нижняя часть которых выполнена из эластичного материала, в камере осуществляется циркуляция подаваемого теплоносителя за счет перераспределения потоков газовоздушной смеси по ее высоте (SU 751804 A1, В28В 11/24, 30.07.1980).
Недостаток известного способа заключается в наличии неравномерности в распределении температур парогазовой смеси по высоте камеры и отсутствии возможности регулирования интенсивности процессов твердения бетона при транспортировке изделий в камере.
Известно устройство управления термовлажностной обработкой железобетонных изделий, содержащее датчик поступления изделий в пропарочную камеру, датчик температуры и влажности, размещенные в соответствующих зонах камеры, формирователь дискретных сигналов о длительности простоев, трехпозиционные регуляторы температуры и влажности, блоки автоматической коррекции задания температуры и влажности, блоки памяти в простое и режиме термовлажностной обработки, счетчики импульсов, логические блоки принятия решений, блоки логического умножения, инверторы, два импульсных прерывателя и исполнительные механизмы регулирующих органов подачи теплоносителя и пара в соответствующие зоны (RU 2026779 C1, В28В 11/00, 20.01.1995).
Недостаток устройства в использовании в качестве теплоносителя перегретого пара высокого давления, который при попадании в камеру термовлажностной обработки конденсируется на металлических конструкциях камеры и выпадает на бетонные изделия в виде капель воды, приводит к образованию водяных разводов на лицевой поверхности изделий, а также высокий удельный расход энергии на образование перегретого пара, низкая надежность системы, неизменность заданий по влажности пара, подаваемого в камеру термовлажностной обработки изделий (избыток пара выбрасывается в атмосферу), что приводит к образованию конденсата на поверхности конструкций камеры и на поверхности изделий, а это приводит не только к снижению качества изделий, но и нарушению внешнего вида изделий.
Технический результат заявленного изобретения заключается в повышении качества окрашенных бетонных изделий за счет автоматического контроля и измерения в определенных зонах камеры увлажнения и температуры воздуха, поддержании температуры и влажности воздуха, соответствующих выбранному методу термовлажностной обработки бетонных изделий.
Технический результат достигается тем, что устройство автоматического управления термовлажностной обработкой лицевых бетонных изделий включает камеру термовлажностной обработки, устройство циркуляции воздуха и устройство увлажнения, связанные с блоком управления, устройство циркуляции выполнено в виде трубопровода с всасывающими отверстиями в верхней части камеры и содержит осевой вентилятор для всасывания влажно-теплого воздуха через отверстия, клапаны циркуляции и выброса влажно-теплого воздуха в атмосферу, выхлопные сопла в нижней части камеры, датчики влажности воздуха и потолочный вентилятор, устройство увлажнения включает паровые увлажнители высокого давления и безнапорный паровой увлажнитель, выполненные с возможностью взаимной синхронизации, блок управления выполнен с возможностью автоматической передачи управляющих сигналов устройствам циркуляции и увлажнения, рассчитанных с учетом контроля периодичности поступления изделий в камеру, влажности самих изделий и температуры паровоздушной смеси в камере термовлажностной обработки изделий.
Далее сущность изобретения поясняется чертежами, где:
фиг. 1 - камера термовлажностной обработки;
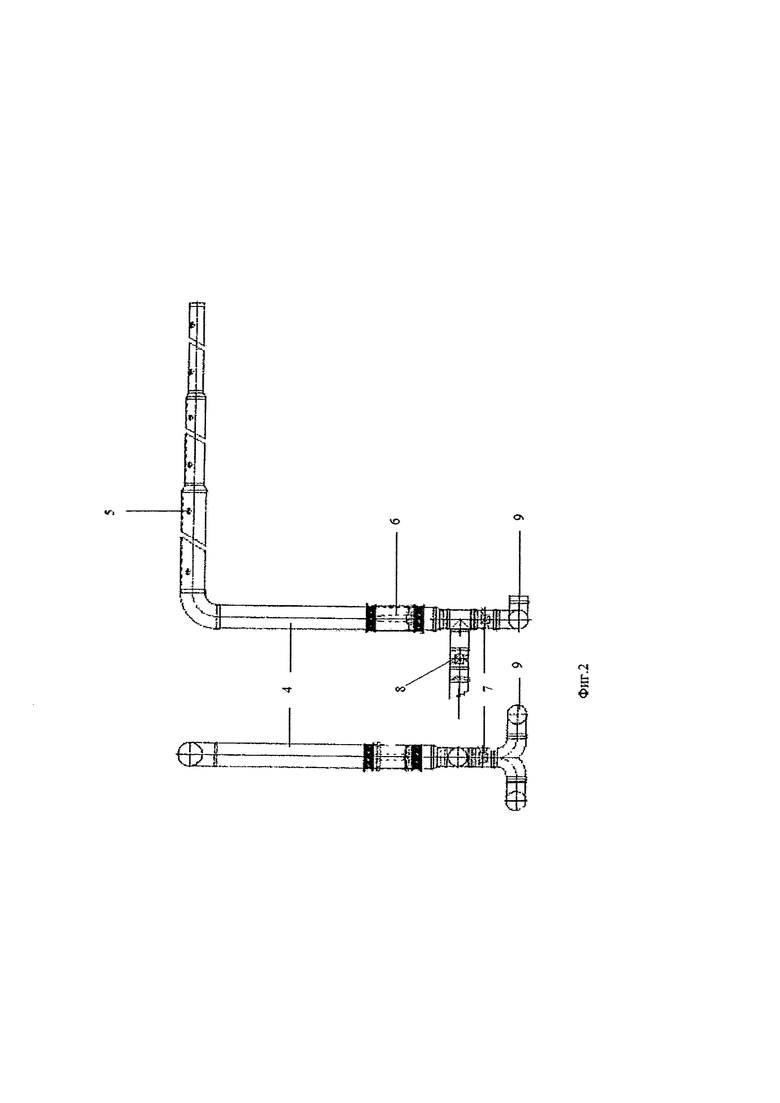
фиг. 2 - устройство циркуляции воздуха.
Устройство автоматического управления термовлажностной обработкой лицевых бетонных изделий включает (фиг. 1) камеру термовлажностной обработки (1), устройство циркуляции воздуха (2), устройство увлажнения (3) и блок управления.
Устройство циркуляции (2) воздуха выполнено (фиг. 2) в виде трубопровода (4) с всасывающими отверстиями (5) в верхней части камеры (1) и содержит осевой вентилятор (6) для всасывания влажно-теплого воздуха через отверстия (5), клапаны циркуляции (7) и выброса (8) влажно-теплого воздуха в атмосферу, выхлопные сопла (9) в нижней части камеры, датчики влажности воздуха и потолочный вентилятор (на чертеже не указаны).
Устройство увлажнения (3) включает паровые увлажнители высокого давления и безнапорный паровой увлажнитель (на чертеже не указаны). В увлажнителе высокого давления вода с помощью насосов высокого давления подается в распылительные форсунки и через них впрыскивается в вентиляционные трубопроводы подачи теплого воздуха в камеру. Подача воды регулируется автоматически блоком управления с учетом показаний уровня влажности в камере термовлажностной обработки изделий и уровня влажности теплого воздуха в вентиляционных трубопроводах на входе в увлажнитель высокого давления. Безнапорный паровой увлажнитель, расположенный в камере термовлажностной обработки, включает паровой цилиндр, в котором вода с помощью электродов нагревом превращается прямо в водяной пар, при этом вода играет роль электрического сопротивления. Испарение осуществляется при атмосферном давлении. Процесс испарения протекает автоматически и регулируется блоком управления. Работа всех увлажнителей синхронизируется с помощью блока управления.
Блок управления обеспечивает требуемый режим термовлажностной обработки изделий за счет контроля периодичности поступления изделий в камеру, влажности самих изделий и температуры паровоздушной смеси в камере термовлажностной обработки изделий и автоматически поддерживает требуемый технологический режим тепловой обработки лицевых бетонных изделий.
Работа устройства осуществляется следующим образом.
При наборе прочности спрессованных на формовочном участке бетонных изделий высвобождается тепло (так называемая теплота гидратации). Под действием этого тепла с лицевой поверхности бетонного изделия испаряется часть воды затворения. Как следствие, паровоздушная смесь нагревается, и из-за относительно низкой плотности поднимается вверх. Под кровлей камеры термовлажностной обработки изделий образуется слой теплого воздуха. В камере термовлажностной обработки образуется отчетливый перепад температур и влажности паровоздушной смеси. Вследствие разницы температуры и влажности паровоздушной смеси может возникнуть изменение цвета прессованных бетонных изделий, находящихся на разных по высоте уровнях в камере термовлажностной обработки.
Для выравнивания перепадов температуры и влажности в камере термовлажностной обработки изделий предусмотрено устройство циркуляции паровоздушной смеси. С помощью электрических вентиляторов более теплая паровоздушная смесь всасывается через отверстия в трубопроводах, расположенных под кровлей камеры, и через выпускные сопла подается под нижний ярус стеллажей в камере.
При превышении предельного значения относительной влажности в верхних уровнях камеры термовлажностной обработки изделий часть влажного воздуха стравливается из камеры в атмосферу, а относительно сухой воздух подается до тех пор, пока предельное значение влажности не установится на уровне, заданном технологическим режимом.
Реализуется это посредством блока управления, датчиков влажности воздуха и автоматически регулируемых клапанов. Датчики влажности воздуха установлены в верхней части камеры термовлажностной обработки изделий (под кровлей камеры). При нарушении необходимого технологического режима по влажности паровоздушной смеси (например, задано предельное значение относительной влажности воздуха - 92%), если какой-либо датчик фиксирует превышение предельного значения относительной влажности воздуха, подаются управляющие сигналы в блок управления, и клапан циркулирующего воздуха закрывается, а клапан выброса влажного воздуха открывается. В этом состоянии часть переувлажненного воздуха отсасывается из камеры термовлажностной обработки изделий, а относительно сухой воздух подается до тех пор, пока предельное значение влажности не установится на уровне, заданном технологическим режимом. Одновременно с этим подается управляющий сигнал на блок управления для выключения увлажнителей высокого давления и выключения безнапорного парового увлажнителя.
Увлажнение воздуха в камере термовлажностной обработки изделий согласно технологическому процессу набора прочности снижает опасность потери воды на лицевой поверхности бетонных изделий.
Когда относительная влажность паровоздушной смеси в камере термовлажностной обработки изделий снижается ниже предельного значения (например, ниже 90%), клапан циркулирующего воздуха открывается, а клапан выброса в атмосферу влажного воздуха закрывается. Одновременно с этим подается управляющий сигнал для включения увлажнителей высокого давления и включения безнапорного парового увлажнителя. Слишком низкая относительная влажность паровоздушной смеси может привести к высыханию лицевой поверхности бетонных изделий, и, как следствие, нарушению технологического процесса набора прочности. Следствием этого будет ухудшение качества бетона, особенно на лицевой поверхности, т.е. будет снижена износоустойчивость изделий, будут получены худшие показатели по морозостойкости и стойкости к агрессивному воздействию растворов солей.
Внутри камеры термовлажностной обработки изделий могут эксплуатироваться автоматические электрические передвижные платформы (трансбордеры) перемещения и укладки бетонных изделий, а также подъемный и опускающий штабелеры. Во избежание образования перепадов температуры и влажности, а также для защиты электроники агрегатов от конденсата, в этой зоне установлены дополнительно потолочные вентиляторы. Они выдавливают относительно теплый и увлаженный воздух из-под кровли камеры обратно вниз, так что в зоне работы передвижного транспортера возникает равномерный микроклимат. Организацией постоянного движения воздуха опасность образования конденсата снижается.
Таким образом, использование заявленного устройства автоматического управления термовлажностной обработкой лицевых бетонных изделий повышает качество бетонных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термовлажностной обработки железобетонных изделий | 1990 |
|
SU1747279A1 |
| Устройство для термовлажностной обработки железобетонных изделий | 1989 |
|
SU1638018A1 |
| Мобильный автономный завод по производству стеновых строительных и дорожных материалов | 2017 |
|
RU2659362C1 |
| Гидравлический пресс | 2016 |
|
RU2606413C1 |
| Установка для приготовления цветных кладочных сухих смесей и цветных товарных бетонов | 2016 |
|
RU2606415C1 |
| УДК^вв:9т:еЗт5&(-08§.^).ч';, "^^ г. г'^; j~4 j/-^ -;-^ [_: f ,-;П•• ':'*^n';i"' •-' ••-.;-ч-,.— - i'H!C;^;;:l^-ir...^;; ^ : ;:,-Авторыи А. Ф. Требухин | 1973 |
|
SU368207A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТЕРМОВЛАЖНОСТНОЙ ОБРАБОТКОЙ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1990 |
|
RU2026779C1 |
| СПОСОБ ТЕРМОВЛАЖНОСТНОЙ ОБРАБОТКИ, ПРЕИМУЩЕСТВЕННО БЛОЧНЫХ БЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2082701C1 |
| Устройство для подачи теплоносителя в пропарочную камеру | 1980 |
|
SU939432A1 |
| Способ термовлажностной обработки строительных изделий | 1975 |
|
SU560864A1 |

Изобретение относится к производству строительных материалов. Устройство автоматического управления термовлажностной обработкой лицевых бетонных изделий включает камеру термовлажностной обработки, устройство циркуляции воздуха и устройство увлажнения, связанные с блоком управления. Устройство циркуляции выполнено в виде трубопровода с всасывающими отверстиями в верхней части камеры и содержит осевой вентилятор для всасывания влажно-теплого воздуха через отверстия, клапаны циркуляции и выброса влажно-теплого воздуха в атмосферу, выхлопные сопла в нижней части камеры и датчики влажности воздуха. Устройство увлажнения включает паровые увлажнители высокого давления и безнапорный паровой увлажнитель, выполненные с возможностью синхронизации. Безнапорный паровой увлажнитель расположен в камере термовлажностной обработки. Блок управления выполнен с возможностью автоматической передачи управляющих сигналов устройствам циркуляции и увлажнения, рассчитанных с учетом контроля периодичности поступления изделий в камеру, влажности самих изделий и температуры паровоздушной смеси в камере термовлажностной обработки изделий. Достигается повышение качества бетонных изделий. 2 з.п. ф-лы, 2 ил.
1. Устройство автоматического управления термовлажностной обработкой лицевых бетонных изделий, включающее камеру термовлажностной обработки, устройство циркуляции воздуха и устройство увлажнения, связанные с блоком управления, отличающееся тем, что устройство циркуляции выполнено в виде трубопровода с всасывающими отверстиями в верхней части камеры и содержит осевой вентилятор для всасывания влажно-теплого воздуха через отверстия, клапаны циркуляции и выброса влажно-теплого воздуха в атмосферу, выхлопные сопла в нижней части камеры и датчики влажности воздуха, устройство увлажнения включает паровые увлажнители высокого давления и безнапорный паровой увлажнитель, выполненные с возможностью взаимной синхронизации, при этом безнапорный паровой увлажнитель расположен в камере термовлажностной обработки, блок управления выполнен с возможностью автоматической передачи управляющих сигналов устройствам циркуляции и увлажнения, рассчитанных с учетом контроля периодичности поступления изделий в камеру, влажности самих изделий и температуры паровоздушной смеси в камере термовлажностной обработки изделий.
2. Устройство по п. 1, отличающееся тем, что внутри камеры термовлажностной обработки изделий расположены автоматические электрические передвижные платформы перемещения и укладки бетонных изделий, а также подъемный и опускающий штабелеры.
3. Устройство по п. 2, отличающееся тем, что в зоне над передвижными платформами установлены потолочные вентиляторы.
| СТРОИТЕЛЬНЫЙ КИРПИЧ, СПОСОБ И КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ ЕГО ПРОИЗВОДСТВА | 2004 |
|
RU2275343C1 |
| Способ автоматического управления процессом термовлажностной обработки изделий | 1974 |
|
SU512462A1 |
| Устройство для тепловлажностной обработки материалов и изделий | 1990 |
|
SU1761498A1 |
| Способ автоматического управленияТЕРМОВлАжНОй ОбРАбОТКОй бЕТОННыХи жЕлЕзОбЕТОННыХ издЕлий и уСТРОйСТВОдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU796806A1 |

