Изобретение относится к области стро ительства и может быть использовано при изготовлении различных железобетонных конструкций в пропарочных камерах, в частности, длинномерных пролетных строений железобетонных мостов. Известен способ автоматического управления процессом тепловой обработки длинномерных железобетонных изцелий путем подачи теплоносителя через расположенные в пропарочной камере коллекторы с аиф({)узорами, в которых происходит теплообмен между паром и воздухом и их смешивание Cl. Подготовленная таким образом смесь поступает в пропарочную камеру и создает в ней упорядоченный поток паровоздушной смеси. Это позволяет получить равномерный обогрев изделий по высоте камеры в зоне эжектора. Однако вследствие перепада давления по длине паропровода расход пара через эжекторы различен, это приводит к появ лению неравномерного) пространственнд а температурного поля в камере, ; меняющегося во времени, что вызывает перерасход пара, ухудшает условия термообработки железобетонных изделий и вызывает появление трещин по длине изделия. Известен другой способ автоматического управления процессом тепловой обработки длинномерных железобетонных изделий, включающий изменение расхода теплоносителя через эжекторы 2. Однако по такому способу контроль и регулирование температуры среды путем изменения расхода теплоносителя через эжекторы осуществляется по сигна лу датчика температуры, установленного в какой-то одной точке камеры, между , тем как пространственное температурное поле в камере весьма неравномерно из-оа различных расходов теплоносителя через эжекторы и различия в теплообмене отдельных участков по длине камеры, что приводит к образованию зон застоя паро воздушной смеси. Это создает неопределенность в регулировании температуры
;среды и появление неконтролируемых пространственных, градиентов температуры в камере, что отрицательно сказывается на процессе тепловой обработки и качестве железобетонных изделий, особенно длинномерных;.
Цель изобретения - повышение точности поддержания температуры, в камер
Это достигается тем, что по способу автоматического управления процессом тепловой обработки длинномерных железобетонных изделий, включающем изменение расхода теплоносителя через эжекторы, дополнительно измеряют температуру паровоздушной смеси, всасываемой в коллектор каждого эжектора, а изменение расхода теплоносителя через эжекторы осуществляют для каждого эжектора в отдельности в зависимости от измеренных температур паровоздущной смеси, всасываемой в коллектор каждого эжектора.
Вследствие интенсивной циркуляции паровоздушной смеси, создаваемой эжекторами, вокруг каждого из них существует зона с вполне определенной температурой. Следовательно, регулируя расход теплоносителя через каждый эжектор в отдельности, по температуре паровоздушной смеси в коллекторе можно получить заданное пространственное температурное поле.
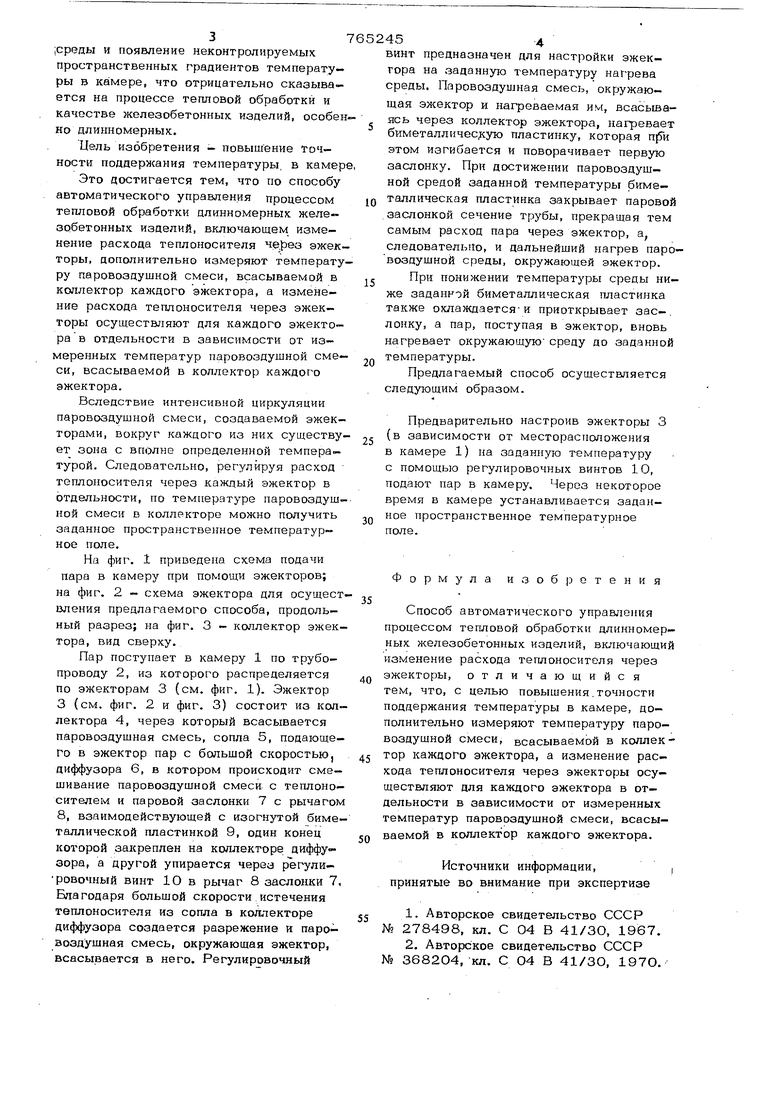
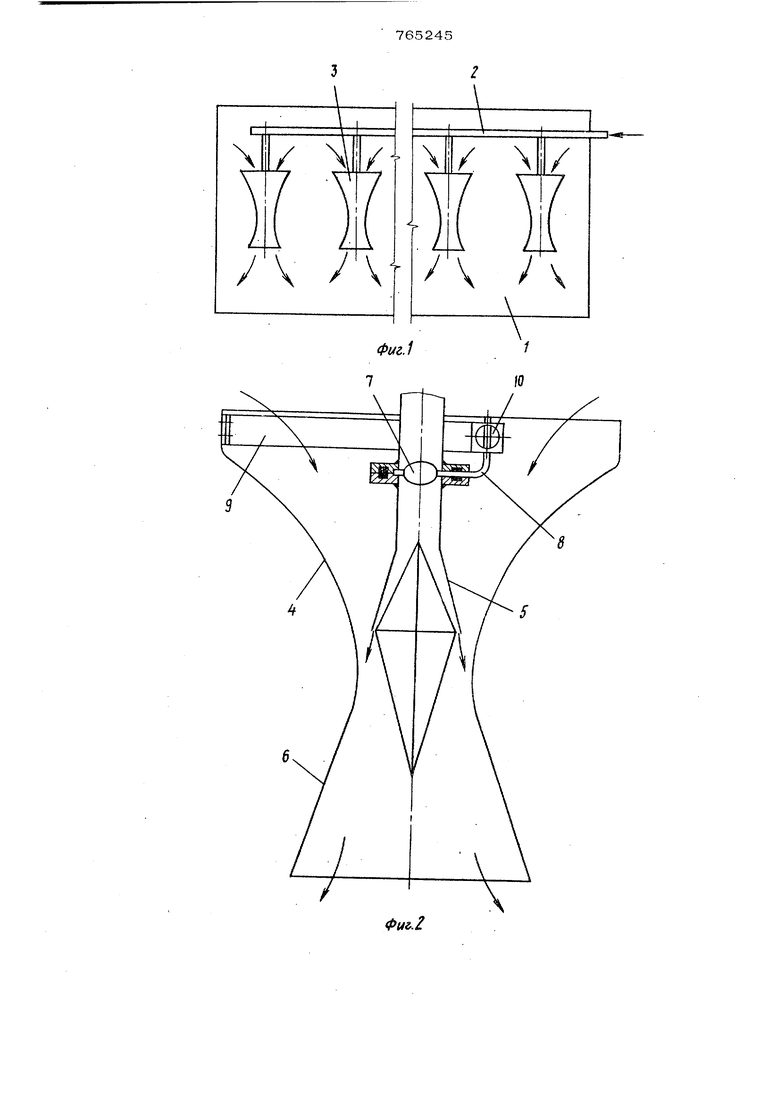
На фиг. 1 приведена схема подачи пара в камеру при помощи эжекторов; на фиг. 2 - схема эжектора для осуществления предлагаемого способа, продольный разрез; на фиг. 3 - коллектор эжектора, вид сверху.
Пар поступает в камеру 1 по трубопроводу 2, из которого распределяется по эжекторам 3 (см, фиг. 1). Эжектор 3 (см. фиг. 2 и фиг. 3) состоит из коллектора 4, через который всасывается паровоздушная смесь, сопла 5, подающего в эжектор пар с большой скоростью, диффузора 6, в котором происходит смешивание паровоздушной смеси с теплоносителем и паровой заслонки 7 с рычагом 8, взаимодействующей с изогнутой биметаллической пластинкой 9, один конец которой закреплен на коллекторе диффузора, а другой упирается через регулировочный винт 10 в рычаг 8 заслонки 7, Благодаря большой скорости истечения теплоносителя из сопла в коллекторе диффузора создается разрежение и паровоздушная смесь, окружающая эжектор, всасывается в него. Регулировочный
винт предназначен для настройки эжектора на заданную температуру нагрева среды. Паровоздушная смесь, окружающая эжектор и нагреваемая им, всасьшаясь через коллектор эжектора, нагревает биметалличесдую пластинку, которая nfSk этом изгибается и поворачивает первук) заслонку. При достижении паровоздушной средой заданной температуры биметаллическая пластинка закрывает паровой заслонкой сечение трубы, прекращая тем самым расход пара через эжектор, а, следовательно, и дальнейший нагрев паровоздушной среды, окружающей эжектор.
При понижении температуры среды ниже заданной биметаллическая пластинка также охлаждаетсяи приоткрывает зас-. лонку, а пар, поступая в эжектор, вновь нагревает окружающую среду до заданной
температуры.
Предлагаемый способ осуществляется следующим образом.
Предварительно настроив эжекторы 3 (в зависимости от месторасположения в камере 1) на заданную температуру с помощью регулировочных винтов 10, подают пар в камеру. Через некоторое время в камере устанавливается задан- ное пространственное температурное поле.
Формула изобретения
Способ автоматического управления процессом тепловой обработки длинномерных железобетонных изделий, вюгючающий изменение расхода теплоносителя через
эжекторы, отличающийся там, что, с целью повышения.точности поддержания температуры в камере, дополнительно измеряют температуру паровоздушной смеси, всасываемой в коллектор каждого эжектора, а изменение расхода теплоносителя через эжекторы осуществляют для каждого эжектора в отдельности в зависимости от измеренных температур паровоздушной смеси, всасы-
ваемой в коллектор каждого эжектора.
Источники информации,,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР
№ 278498, кл, С 04 В 41/ЗО, 1967,
2, Авторское свидетельство СССР № 368204, кл. С О4 В 41/ЗО, 197О,
32
| название | год | авторы | номер документа |
|---|---|---|---|
| Пропарочная камера | 1988 |
|
SU1600956A1 |
| Устройство для подачи теплоносителя в пропарочную камеру | 1980 |
|
SU939432A1 |
| Пропарочная камера | 1989 |
|
SU1701544A1 |
| Устройство для термовлажностной обработки железобетонных изделий | 1990 |
|
SU1747279A1 |
| Тепловой отсек кассетной установки | 1982 |
|
SU1041538A1 |
| СПОСОБ ТЕПЛОВЛАЖНОСТНОЙ ОБРАБОТКИ БЕТОННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2591217C1 |
| УНИВЕРСАЛЬНАЯ ТЕРМОДЫМОВАЯ КАМЕРА ДЛЯ ТЕПЛОВОЙ ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ | 2005 |
|
RU2293468C1 |
| ТРАНСПОРТНЫЙ ОБОГРЕВАЕМЫЙ ТРУБОПРОВОД | 2014 |
|
RU2555088C1 |
| Устройство для тепловлажностной обработки материалов и изделий | 1990 |
|
SU1761498A1 |
| Устройство для подачи теплоносителя в пропарочный агрегат | 1989 |
|
SU1669724A1 |

/ Ч/
/
/ V /
/ V / ч
