Предлагаемое изобретение касается способа и устройства электрической сварки и пайки металлов и имеет целью удешевление процесса сварки, а также упрощение требующихся устройств. Способ этот состоит в том, что служащий для сварки электрод плавления подвергают комбинированному нагреву как с помощью электрической дуги, горящей между свариваемым предметом и электродом, так и с помощью порошкообразного электрического сопротивления, служащего для подвода тока к сварочному электроду.
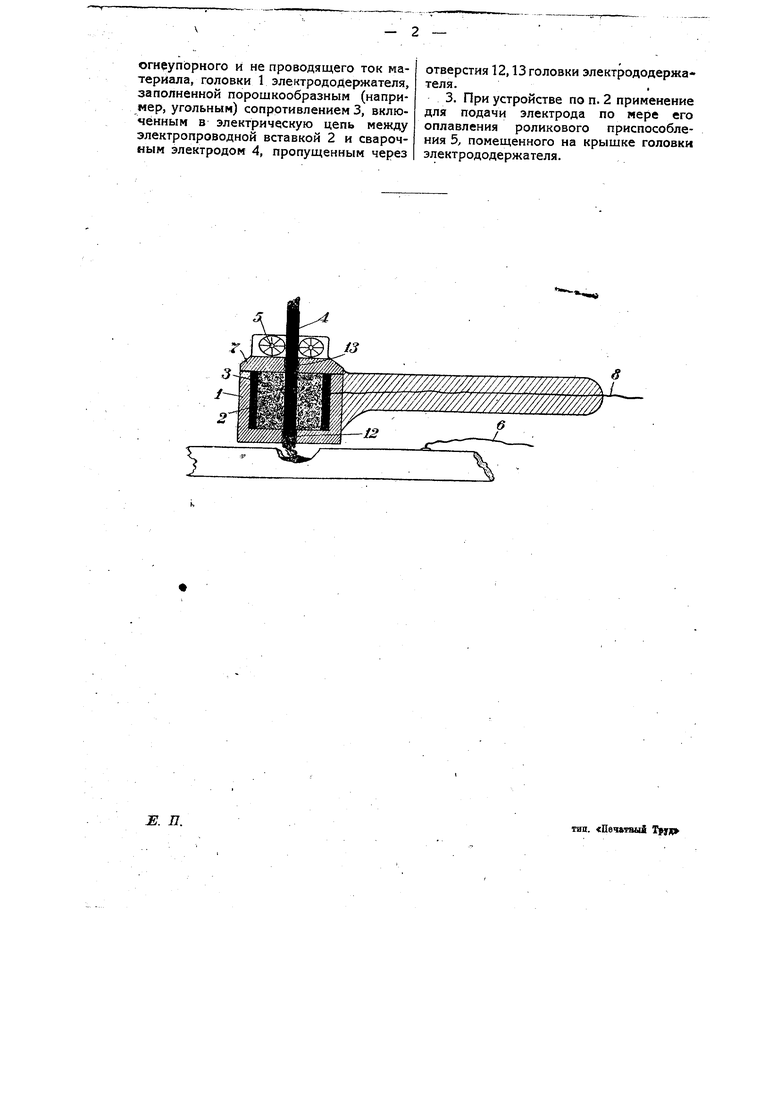
Предлагаемое устройство дл осуществления выщеописанного способа сварки и пайки металлов состоит, согласно чертежу, из полой, изготовленной из огнеупорного и не проводящего ток материала головки 1 электрододержателя, заполненной порошкообразным (например, каменный уголь, графит, сажа или смесь их) сопротивлением 3. Сквозь отверстия 13 в крышке 7 головки 1 электрододержателя и отверстие 12 в ней пропущен сварочный электрод 4 из однородного со свариваемым предметом металла. Электрический ток подводится по проводу 8, пропущенному через ручку электрододержателя, к электропроводной вставке 2 и дальше через сопротивление 3 по электроду 4 через свариваемый предмет, в момент его соприкосновения с электродом, отводится по проводу б обратно р сеть. Для подачи электрода 4 по мере его оплавления применено роликовое приспособление 5, помещенное на крышке 7 головки 1 электрододержателя.
При прикосновении электрода 4 к свариваемому предмету конец электрода оплавляется, заливая свариваемое место или раковину. Нагрев электрода 4 получается при этом, как уже было упомянуто выше, путем комбинированного нагрева как с помощью порошкообразного сопротивления 3, так и с п(ощью электрической дуги, горящей между свариваемым предметом и электродом 4.
Предмет изобретения.
1.Способ электрической сварки и пайки металлов, отличающийся тем, что служащий для сварки электрод плавления подвергают комбинированному нагреву как с помощью электрической дуги, горящей между свариваемым, предметом и электродом, так и с помощью порошкообразного электрического сопротивления, служащего для подвода тока к сварочному электроду.
2.Устройство для осуществления способа по п. 1, отличающееся тем, что оно состоит из полой, изготовленной иа
огнеупорного и не проводящего ток материала, головки 1 электрододержателя, заполненной порошкообразным (например, угольным) сопротивлением 3, включённым в электрическую цепь между электропроводной вставкой 2 и сварочным электродом 4, пропущенным через
отверстия 12,13 головки электрододержателя.
3. При устройстве по п. 2 применение для подачи электрода по мере его оплавления роликового приспособления 5, помещенного на крышке головки электрододержателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрической сварки | 1929 |
|
SU35932A1 |
| Электрический куб для нагревания непрерывно протекающей жидкости | 1929 |
|
SU23496A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОГО НАГРЕВАНИЯ | 1929 |
|
SU21279A1 |
| Двухэлектродное устройство,преимущественно для дуговой конденсаторной сварки | 1976 |
|
SU662295A1 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 1995 |
|
RU2086688C1 |
| Электрод и электрододержатель для контактной точечной сварки | 2015 |
|
RU2607395C2 |
| Способ изготовления шариков электрической сваркой | 1929 |
|
SU24499A1 |
| Устройство для металлизации распылением | 1930 |
|
SU33436A1 |
| Способ стыковой сварки оплавлением полых элементов с изделием | 1988 |
|
SU1637973A1 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2047440C1 |