Изобретение относится к стыковой сварке оплавлением и может быть использовано для сварки полых или трубчатых деталей с монолитными в различных областях промышленности.
Цель изобретения - расширение технологических возможностей путем увеличения номенклатуры свариваемых изделий и улучшение качества сварки.
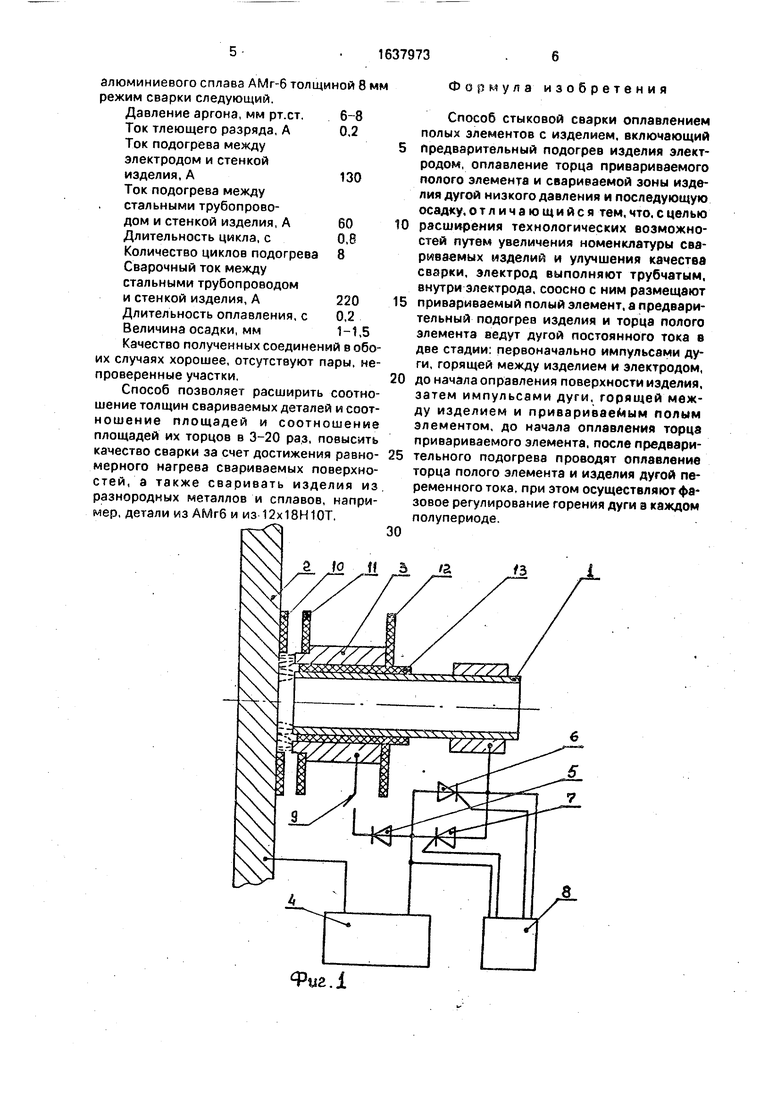
На фиг.1 представлена схема стыковой сварки оплавлением; на фиг.2 - зависимость амплитудных значений сварочного тока lo в течение времени t на первой стадии; на фиг. 3 - то же, на второй стадии; на фиг.4 - то же, на стадии фазового регулирования сварочного тока.
Способ осуществляют следующим образом.
Стыковую сварку оплавлением осуществляют в среде инертного газа, например, аргона при давлении 6-8 мм рт.ст. Привариваемый полый (трубчатый) элемент 1, изделие 2 и электрод 3 подключают к специализированному источнику сварочного тока 4 через диод 5 и тиристоры б и 7, подключенные к фазовому регулятору 8.
Первоначально в зоне сварки возбуждают тлеющий разряд, обеспечивающий существование в зазоре между торцом полого элемента 1, дополнительным электродом 3 и стенкой изделия 2 плазмы, стабилизирующий возбуждение и горение сварочной дуги. Затем осуществляют предварительный подогрев торца элемента и стенки изделия в две стадии. Сначала импульсы дуги постоянного тока горят между изделием 2 и дополнительным электродом 3 - производится катодная очистка и подогрев стенки изделия (фиг.2). Затем контактор 9 разрывает цепь между диодом 5 и дополнительным электродом 3 и подаются импульсы дуги постоянного тока между торцом полого элемента и стенкой изделия с фазовым регулированием величины тока (фиг.З), в результате чего обеспечивается катодная очистка и разогрев торца полого элемента. После проведения дифференциального разогрева торцов свариваемых деталей производится оплавление их дугой переменного тока при фазовом регулировании (фиг.4), осуществляемого посредством фазового регулятора 8 и тиристоров 6 и 7. В момент появления на свариваемых поверхностях слоя жидкого металла производится осадка полого элемента. Для защиты наружных поверхностей деталей от воздействия электрической дуги имеются экраны 10-13
Данная последовательность операций объясняется следующим.
Для обеспечения одинакового теплового состояния свариваемых полой и монолитной деталей, т.е. появления слоя расплавленного металла на торцах деталей перед осадкой, непосредственно перед оплавлением проводят дифференцированный их подогрев, который осуществляется дугой постоянного тока в две стадии.
В виду того, что нагреваемая масса стенки значительно больше массы торца полого элемента, то на первой стадии проводят подогрев стенки изделия импульсами дуги постоянного тока, горящей между изделием и электродом, причем минус должен быть на изделии, при этом осуществляют катодную очистку поверхности изделия.
Критерием нагрева стенки изделия и перехода ко второй стадии подогрева является начало оплавления стенки изделия, которое, например, для материала АМгб соответствует температуре плавления ТПл 630°С,
На второй стадии проводят предварительный подогрев торца полого элемента до температуры начала его плавления за счет горения импульсной дуги постоянного тока между торцом полого элемента и стенкой изделия, причем минус должен быть на элементе для проведения катодной очистки торца полого элемента, при этом на поверхности изделия поддерживается тепловое состояние, полученное на 1-й стадии подогрева.
После окончания второго этапа подогрева между торцом полого элемента и
стенкой изделия зажигают дугу переменного тока низкого давления и производят одновременное оплавление стенки изделия и торца полого элемента с последующей осад- кой.
Для получения равномерного тонкого слоя расплавленного металла, как на торце полого элемента, так и us стенке изделия, производится коррекция режима горения 0 дуги каждого полупериода за счет фазового регулирования.
Фазовое регулирование осуществляется схемой управления путем изменения угла включения тиристорных ключей на положи- 5 тельном и отрицательном полупериодах дуги переменного тока.
В столбе дуги на аноде тепла выделяется больше, чем на катоде, поэтому для равномерного нагрева до температуры плавления 0 тонкостенного элемента и более массивного изделия регулируют ток в каждом полупериоде горения дуги. Когда анодом является свариваемый элемент, т.е. плюс сварочного источника на элементе, нагрев элемента 5 уменьшают, снижая величину тока за счет увеличения угла включения тиристоров. В полупериоде, когда минус сварочного источника на свариваемом элементе - угол включения тиристоров уменьшают. 0 П р и м е р 1. При приварке трубопровода диаметром 216 мм с толщиной стенки 1,5 мм из материала АМгб из алюминиевого сплава АМгб толщиной 8 мм используют следующий режим сварки. 5 Давление аргона в
камере, мм рт.ст.6-8
Ток подогрева стенки изделия (I стадия), А200
Длительность подогрева, с0,8
0Количество импульсов подогрева первого этапа до начала появления слоя расплавленного металла8 Ток подогрева торца трубо- 5 провода (2-я стадия), А100 Длительность подогрева, с 0,8 Количество импульсов подогрева второго этапа до начала появления слоя расплав- 0 ленного металла на торце
трубопровода5
Ток оплавления стенки изделия и торца трубопровода дугой переменного тока, А340
5 Длительность тока оплавления, с0,2 Величина осадки, мм1-1,5 Пример 2. При приварке трубопроводов диаметром 16 мм с толщиной стенки 1 мм из нержавеющей стали к изделию из
алюминиевого сплава АМг-б толщиной 8 мм режим сварки следующий.
Давление аргона, мм рт.ст. 6-8 Ток тлеющего разряда, А0,2
Ток подогрева между электродом и стенкой изделия,А130
Ток подогрева между стальными трубопроводом и стенкой изделия, А60 Длительность цикла, с 0,8 Количество циклов подогрева 8 Сварочный ток между стальными трубопроводом и стенкой изделия, А 220 Длительность оплавления, с 0,2 Величина осадки, мм1-1,5 Качество полученных соединений в обоих случаях хорошее, отсутствуют пары, непроверенные участки.
Способ позволяет расширить соотношение толщин свариваемых деталей и соот- ношение площадей и соотношение площадей их торцов в 3-20 раз, повысить качество сварки за счет достижения равномерного нагрева свариваемых поверхностей, а также сваривать изделия из разнородных металлов и сплавов, например, детали из АМгб и из 12х18Н10Т.
Формула изобретения
Способ стыковой сварки оплавлением полых элементов с изделием, включающий
предварительный подогрев изделия электродом, оплавление торца привариваемого полого элемента и свариваемой зоны изделия дугой низкого давления и последующую осадку, отличающийся тем, что, с целью
расширения технологических возможностей путем увеличения номенклатуры свариваемых изделий и улучшения качестве сварки, электрод выполняют трубчатым, внутри электрода, соосно с ним размещают
привариваемый полый элемент, а предварительный подогрев изделия и торца полого элемента ведут дугой постоянного тока в две стадии: первоначально импульсами дуги, горящей между изделием и электродом,
до начала оправления поверхности изделия, затем импульсами дуги, горящей между изделием и привариваемым полым элементом, до начала оплавления торца привариваемого элемента, после предварительного подогрева проводят оплавление торца полого элемента и изделия дугой переменного тока, при этом осуществляют фа- зовое регулирование горения дуги а каждом полупериоде.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки дугой, вращающейся в магнитном поле | 1982 |
|
SU1050829A1 |
| Способ стыковой сварки оплавлением | 1990 |
|
SU1706804A1 |
| Способ контактной стыковой сварки звеньев цепей | 1983 |
|
SU1100061A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ дуговой приварки полых стержней | 1978 |
|
SU770694A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ И ИЗМЕРЕНИЕМ ТЕМПЕРАТУРЫ ОБРАЗЦОВ ИЗДЕЛИЙ РАЗЛИЧНОГО СЕЧЕНИЯ | 2012 |
|
RU2504462C1 |
| Способ контактной стыковой сварки оплавлением | 1991 |
|
SU1825692A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Способ контактной стыковой сварки оплавлением | 1977 |
|
SU633689A1 |
| Устройство управления процессом контактной стыковой сварки оплавлением с подогревом звеньев цепей | 1986 |
|
SU1412905A1 |

Изобретение относится к технологии стыковой сварки оплавлением и может быть использовано для сварки полых или трубчатых деталей с монолитными. Цель изобрете- ния - расширение технологических возможностей путем увеличения номенклатуры свариваемых изделий и улучшение качества сварки. Способ сварки оплавлением полых элементов с изделием включает предварительный подогрев изделия электродом, оплавление торца привариваемого элемента и свариваемой зоны изделия дугой низкого давления и последующую осадку. Электрод выполняют трубчатым, внутри со- осно ему размещают полый элемент. Предварительный подогрев и оплавление изделия и торца полого элемента ведут импульсной дугой .постоянного тока. После предварительного нагрева проводят оплавление торца полого элемента и изделия дугой переменного тока. При этом ведут фазовое регулирование горения дуги в каждом полупериоде. Способ позволяет расширить соотношение толщин свариваемых деталей и площадей их торцов, а качество сварки - за счет более равномерного нагрева, а также сваривать детали из разнородных материалов. 4 ил.
Фиг.1
Фиг. г
Фиг. 5
| Способ дуговой приварки полых стержней | 1978 |
|
SU770694A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
