Посредством предлагаемой машины имеется в виду получить одновременную формовку верхней и нижней опоки и болвана для горшка и сборку этих частей вместе для заливки.
На схематическом чертеже изображен общий вид машины.
Стол для формовки представляет собою кольцо А, вращающееся в подшипниках скалок В, В гидравлических цилиндров О, О. На стойках S вращаются цилиндры С с рукавами Е, G и Н и выше цилиндры I с рукавами Т. Стойки S соединены поперечиной, средняя часть коей служит для прессования формы. Верхняя половина модели L и нижняя М на досках представляют собою модель горшка; доски имеют выступы с отверстиями, коими они надеваются на шпеньки рукавов Т и Н.
Работа машины происходит следующим образом: поворотом цилиндра С модель L приходит в указанное на чертеже положение. Стол А подымается и модельная доска L садится на шрифты и выточки стола. Дальнейшее движение стола А вверх снимает модель L со шпеньков F. На модель ставится опока и насыпается земля, как обычно. Дальнейшим поднятием стола А с моделью L и опокой можно произвести надлежащее уплотнение земли, наставив предварительно на опоку наставную рамку; затем стол А несколько опускают, повертывают рукава G на 90°, снижают еще несколько стол, и продолжают поворот рукавов G еще на 90°, пока нижняя модель М не станет над столом А. Тогда опять подымают стол А, снимают им модель М со шпеньков, ставят нижнюю опоку на М, набивают землей и поднятием стола А утрамбовывают землю посредством пресса К. Цилиндр поворачивают таким образом, чтобы рукава Т, стали в указанное на чертеже положение для чего имеются упоры, и пускают стол вниз. Опока N остается висеть с готовой формой на рукавах Т, а при дальнейшем движении вниз модель М удерживается на шпеньках, и болван выводится из модели М, которая поворачивается в положение, указанное на чертеже. Тогда стол А идет обратно вверх к висящей опоке, которая садится на свое место и закрепляется в столе. Последний поворачивают, предварительно отодвигая на 180°, и повторяют с верхней опокой те же движения для выемки модели L из формы, какие описаны для модели М. Таким образом обе опоки оказываются собранными внутри стола А после нескольких движений исключительно в вертикальном направлении. Собранные опоки опускаются на тележку Р, освобождаются закрепы на столе и опоки выводятся к месту заливки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления литейных форм | 1986 |
|
SU1454238A3 |
| Способ формовки пищеварных горшков | 1947 |
|
SU70796A1 |
| Станок для формовки горшков путем ручной набивки земли | 1935 |
|
SU49064A1 |
| Конвейерная формовочная машина | 1926 |
|
SU8409A1 |
| Вытяжное устройство формовочной машины | 1981 |
|
SU1007826A1 |
| Машина для формовки ребристых труб | 1932 |
|
SU32099A1 |
| Встряхивающий карусельного типа формовочный станок | 1936 |
|
SU51364A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ | 1961 |
|
SU152728A1 |
| Встряхивающая формовочная машина | 1927 |
|
SU42507A1 |
| Формовочная многопозиционная машина проходного типа | 1958 |
|
SU124072A1 |
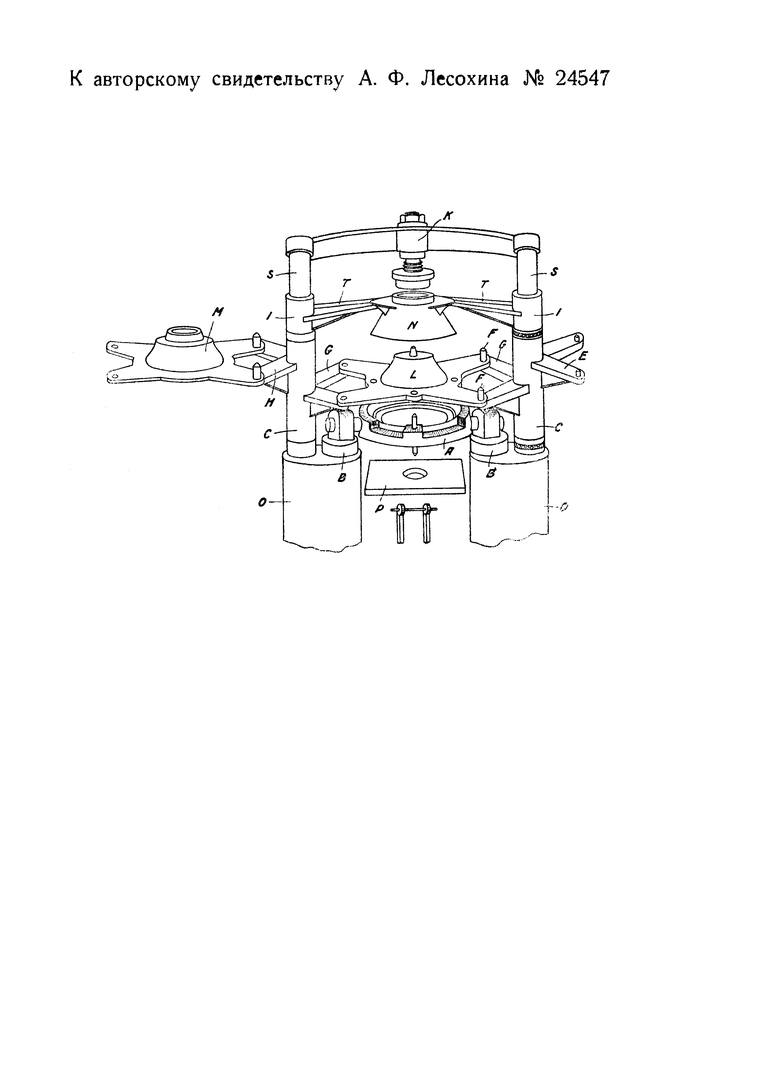
Машина для формовки горшков, отличающаяся применением системы поворотных на колонках S, S рукавов Т, G и Н, из коих рукава Т, Т предназначены для поддерживания набитой опоки N, а рукава G, G и Н, Н - для поддерживания и отведения в сторону модельных досок L и М, удерживаемых на рукавах с помощью шипов, для снимания которых служит стол А в виде кольца, снабженного цапфами, уложенными в подшипнике скалок В, В гидравлических цилиндров О.
