В известных многопозиционных проходных формовочных машинах, используемых для автоматизации изготовления литейных форм из обычных песчаных смесей, модельные плиты перемещаются с помощью системы толкателей по прямоугольной траектории, замкнутой в горизонтальной плоскости.
Такие формовочные машины имеют много исполнительных механизмов, СЛОЖНЫ к громоздки по своей конструкции.
В конструкции предлагаемой формовочной многопозиционной машины проходного типа перемещение модельных плит с позиции на позицию происходит ПО прямоугольной траектории, замкнутой в вертикальном направлении, что упрощает конструкцию и делает машину более производительной.
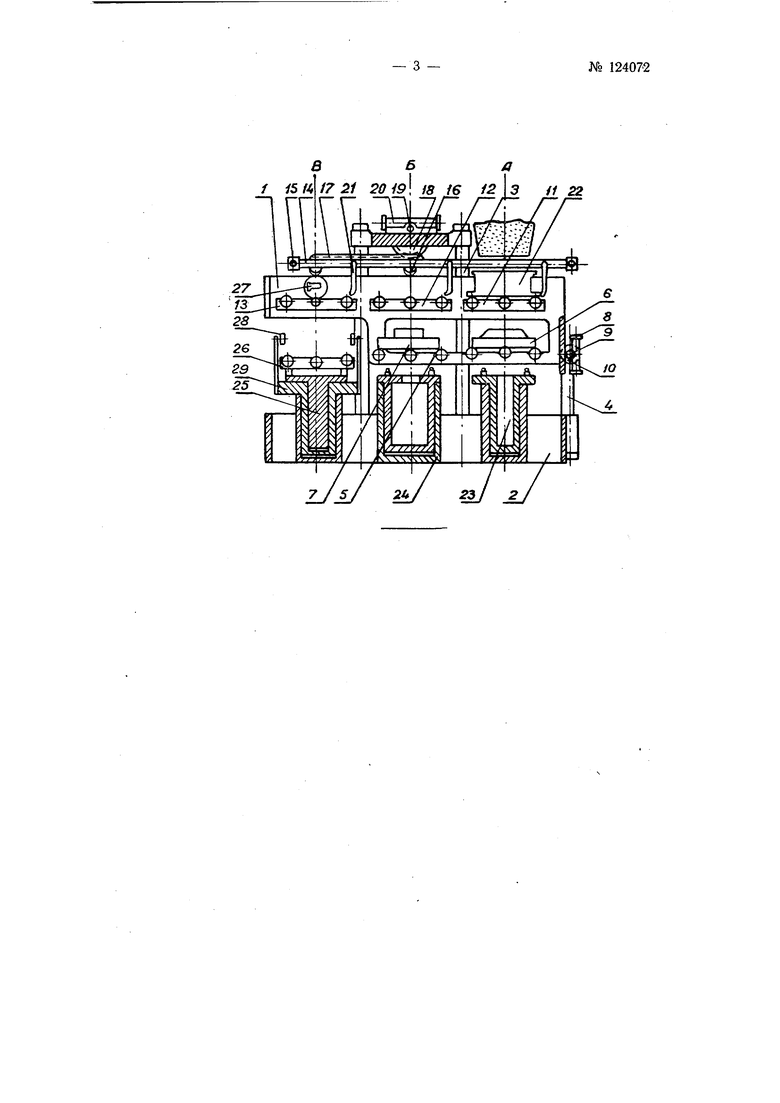
Па чертеже схематически изображен вертикальный разрез описываемой формовочной машины.
Каркас формовочной машины состоит из верхней станины / и нижней станины 2, связанных стойками 3 и 4.
В верхней станине находится приводной кромочный рольганг 5, служацщй для транспортировки модельных плит 5 и 7 с позиции на позицию. Привод кромочного рольганга состоит из цилиндра 8, в котором движется порщень-рейка, входящая в зацепление с щестерней 9, сидящей на одном валу с двумя звездочками 10, связанными цепью с малыми звездочками, сидящими на валах кромочного рольганга 5. В верхней же станине размещены кромочные рольганги //, 12 и 13. Каждая кромка рольгангов представляет собой планку с укрепленными на ней роликами, имеющую две направляющие и мембранный пневматический толкатель, который в нужный момент раскрывает или закрывает кромочный рольганг.
№ 124072
Кромочные рольганги //, 12 и 13 не имеют привода. Транспортировка по ним опок осуществляется дистанционным толкателем, представляющим собой раму, состоящую из двух продольных тяг 14, связанных поперечинами 15, передвигающуюся но станине / на роликах 7б..На продольных тягах 14 укреплены две зубчатые рейки 17, входящие в зацепление с щестерней 18, сидящей на одном валу с щестерней 19, приводимой в движение норщень-рейкой, движущейся в цилиндре 20. На продольных тягах 14 имеются зацепки 21, которые и передвигают опоку при движении толкателя влево и пропускают ее при движении толкателя вправо.
Описываемая формовочная мащина имеет три позиции А, Б и В. На позиции Л производится посадка опоки на модельную плиту и засыпка формовочной смесью с одновременным ее уплотнением (пескодувный процесс или встряхивание). На позиции Б производится окончательное уплотнение формовочной смеси и протяжка модели. На позиции В происходит кантовка и сборка форм.
Пустая опока 22 подается дистанционным толкателем на позицию -4. Одновременно модельная плита 6 вместе с подъемным столом 23 поднимается вверх и принимает на себя опоку 22, которая садится на плиту с помощью обычных конических щтырей, а положение опоки фиксируется упорами. После пос.адки опоки на модельную плиту, засыпки ее формовочной смесью и предварительного уплотнения рольганг 11 закрывается, и опока 22 вместе с модельной плитой 6 перемещается с позиции Л на позицию Б, подъемный стол 23 опускается вниз, и на него пepeмeщaeтqя с позиции Б другая модельная плита 7. Опока 22 на позиции Б подвергается под прессовке, во время которой кромочный рольганг 12 раздвигается, и при ходе прессового порщня вниз модельная плита 6, свободно пройдя сквозь него, садится на поднятый вверх стол 24, а опока повисает на рольганге (происходит протяжка) и перемещается на позицию В. Стол 24 с модельной плитой 6 опускается вниз, и плита перемещаеггся на позицию Л при помощи рольганга 5.
На позиции В стол 25 поднимается до уровня раздвинутого кромочного рольганга 13, вследствие чего опока 22, перемещенная на позицию В, попадает на рольганг 26 стола 25 и зажимается в кантователь 27. Стол 25 онускается, а полуформа кантуется. Под нее подводится кромочный рольганг 28 стола 29, который, опускаясь вниз, ставит перекантованную полуформу низа на рольганг 26 стола 25.
Следующая опока, передвинутая на позицию В, будет полуформой верха. Она не кантуется. Под нее подводится кромочный рольганг 28 стола 29, который при опускании вниз спаривает верхнюю полуформу с нижней с помощью конических щтырей. Плавность и точность спаривания полуформ обеспечивается тем, что они могут перемещаться относительно друг друга на взаимно перпендикулярных рольгангах. Две описанных формовочных мащины могут работать в паре, для чего они должны быть соединены кромочным рольгангом, являющимся продолжением рольганга 28.
Описанная формовочная многопозиционная мащина проходного типа проста по конструкции и дает больщую производительнос:ть.
Предмет изобретения
Формовочная многопозиционная мащина проходного типа с перемещающимися по замкнутой прямоугольной траектории модельными плитами, отличающаяся тем, что, с целью увеличения производительности и упрощения конструкции, траектория перемещения модельных плит ра(положена в вертикальной плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для производства многономенклатурного литья | 1980 |
|
SU942882A1 |
| Формовочная машина | 1959 |
|
SU129288A1 |
| Челночная формовочная машина для изготовления литейных форм | 1981 |
|
SU975185A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2022684C1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| Автоматическая литейная линия | 1988 |
|
SU1567322A1 |
| Прессово-формовочный автомат про-ХОдНОгО ТипА | 1979 |
|
SU806233A1 |
| Машина для вакуумной формовки литейных форм | 1977 |
|
SU710756A1 |