известны Способы заточки зубьев лептоЧных и круглых пил посредством обработки их задней и передней граней абразивным кругом с фасонной поверхностью на заточных станках имеющих совершающую возвратнопоступательное движение каретку, на которой закрепляют затачиваемую пилу.
Описываемый способ позволяет ускорить процесс заточки зубьев ленточпых и круглых пил, а также улучшить качество поверх юсти зубьев.
Это достигается тем, что пилу закрепляют на каретке с возможностью перемеп1,епий в продольном и поперечном паправлениях. Затем ориептируют заднюю грань одного из зубьев против фасонной поверхности круга, образуя при этом между торцом круга и передпей гранью соседнего зуба зазор, и протачивают во время прямого хода каретки заднюю грань, а при обратном ходе каретки - переднюю грань соседнего зуба.
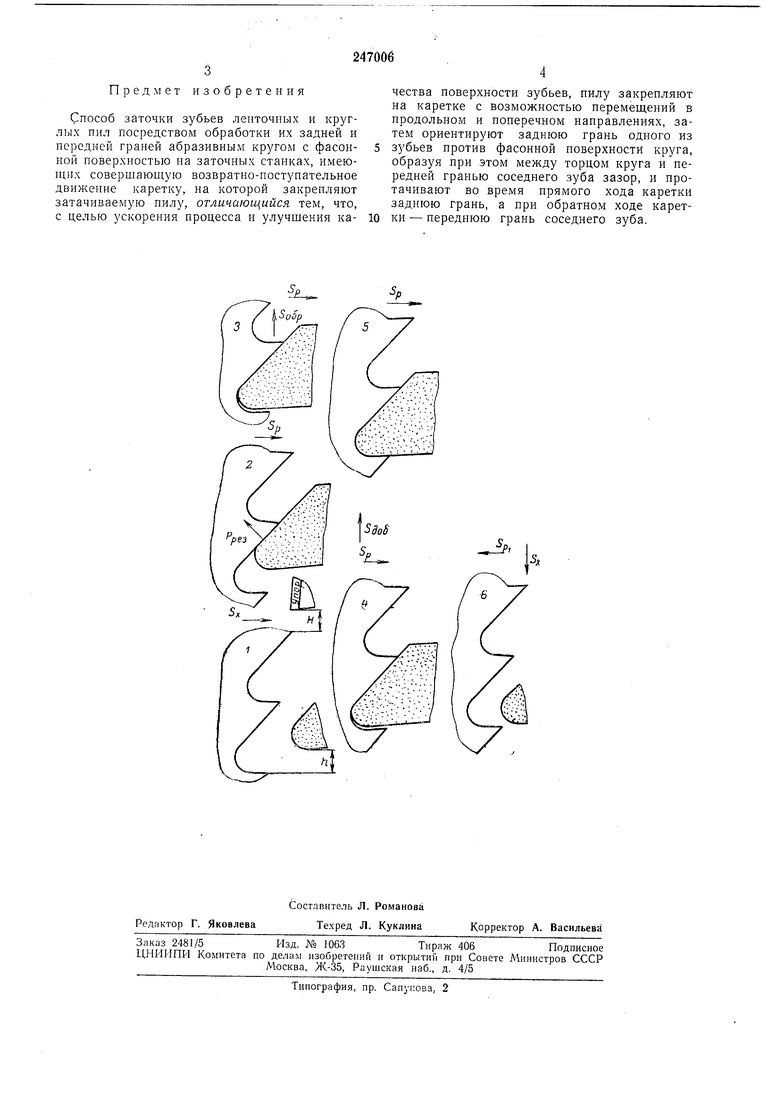
На чертеже показана схема цикла заточки по описываемому способу.
Пилу закрепляют на каретке таким образом, что с тыльной стороны и сверху пила прижимается пружинными прижимами к базовым упорам и в то же время может свободно перемещаться в продольном направлении. При этом вылет зуба от линии зажима должен быть больше его высоты. Далее орпентируют заднюю грань одного из зубьев нротив фасонной поверхности круга, образуя между торЦом круга и передней гранью соседнего зуба зазор.
Зуб пилы врезается задней гранью в абразивный круг начасть длины ее поверхности в зависимости от шага, как как
усилие резания больше усилий, которые зажимают пилу, то в совокупности с поперечной подачей на абразивный круг зуб пилы начннает двигаться в обратную сторону от нродолыюй подачп по шагу. Тем самым
происходит продольное врезанпе задпей грани зуба в абразнвный круг (ноз. /, 2, 3).
При прохождении щатупа мертвой точки (пила получает возвратно-поступательное
движение от кривошинно-шатунной груипы) начинает протачиваться пазуха зуба (поз. 4, 5) и выхаживается задняя грань зуба, нри этом вершина зуба (1-й или 3-й зуб от затачиваемого) унирается в торец базового упора
и начинает протачиваться передняя грапь зуба.
3 Предмет изобретения
Способ заточки зубьев ленточных и круглых НИЛ посредством обработки их задней и передней граней абразивным кругом с фасонной поверхностью на заточных станках, имеюHtHx совершающую возвратно-поступательное движение каретку, на которой закрепляют затачиваемую нилу, отличающийся тем, что, с целью ускорения процесса и улучшения качества поверхности зубьев, пилу закрепляют на каретке с возможностью перемещений в продольном и поперечном направлениях, затем ориентируют заднюю грань одного из
зубьев против фасонной новерхности круга, образуя при этом между торцом круга и передней гранью соседнего зуба зазор, и протачивают во время прямого хода каретки заднюю грань, а при обратном ходе каретки - переднюю грань соседнего зуба.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки пил | 1990 |
|
SU1743735A1 |
| СТАНОК ДЛЯ АВТОЛ1АТИЧЕСКОП ЗАТОЧКН ДИСКОВЫХ ПИЛ | 1973 |
|
SU395192A1 |
| Станок для заточки зубьев ленточных пил | 1974 |
|
SU553062A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ЗУБЬЕВ ЛЕНТОЧНЫХ ПИЛ | 1972 |
|
SU327977A1 |
| Станок для заточки зубьев ленточных пил | 1974 |
|
SU546442A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО К СТАНКАМ ДЛЯ ЗАТОЧКИ И РАЗВОДА ЗУБЬЕВ ЛЕНТОЧНЫХ ПИЛ | 1971 |
|
SU301023A1 |
| Станок для заточки дисковых пил | 1988 |
|
SU1782699A1 |
| Станок для заточки зубьев ленточных пил | 1974 |
|
SU553065A1 |
| Станок для заточки зубьев пил | 1991 |
|
SU1808528A1 |
| Станок для заточки ленточных пил | 1974 |
|
SU553066A1 |