Изобретение относится к станкостроению, а именно к заточным станкам и может быть использовано в механообрабатываю- щих цехах и деревообрабатывающей промышленности для заточки поперечных пил. Целью изобретения является осуществление автоматической заточки зубьев поперечных пил.
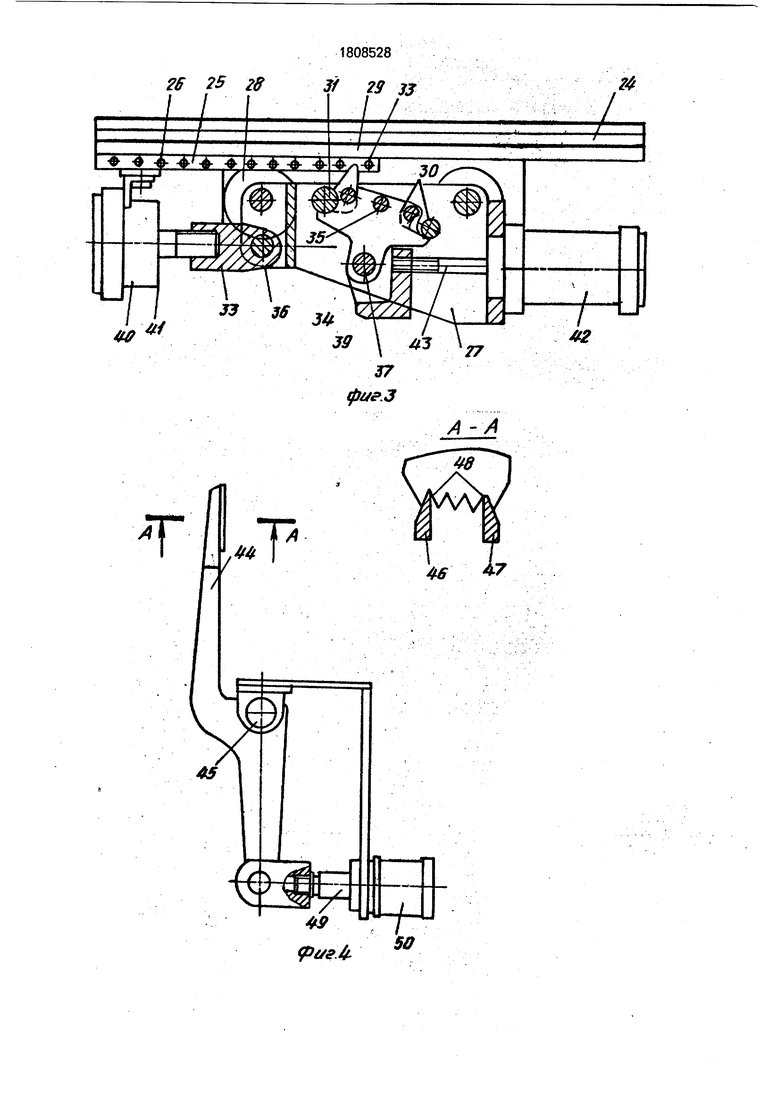
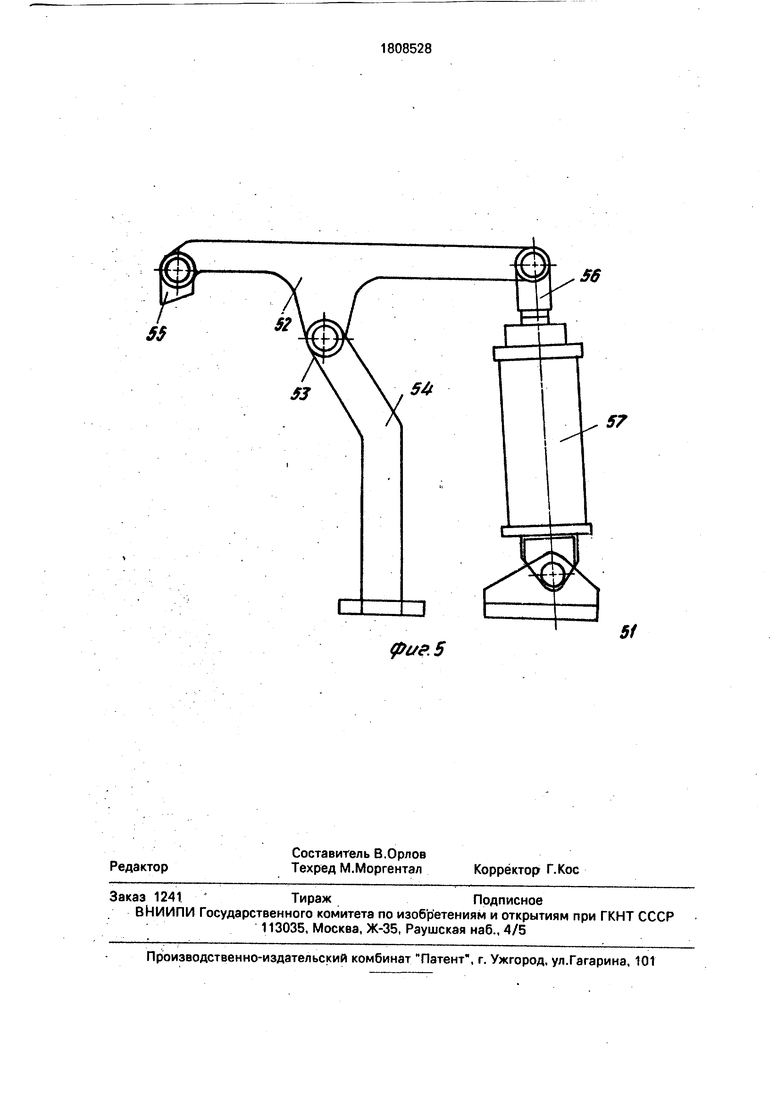
На фиг. 1 изображена установка, вид сбоку; на фиг. 2 - каретка и механизм перемещения пакета пил на шаг; на фиг. 3 - механизм смены упоров для шагового перемещения каретки с пилами в обратную сторону; на фиг. 4 - компенсатор шаговой погрешности; на фиг. 5 - механизм прижи- ма..
Станок содержит станину 1, на которой установлена заточная бабка с абразивными кругами 2, снабженная приводом возвратно-поступательного перемещения (не показан), механизм перемещения 3 пакета пил 4 на шаг механизм смены упоров 5, компенсатор шаговой погрешности 6, механизм прижима 7.
На станине 1 жестко закреплена направляющая 8. На направляющей 8 р возможностью шагового перемещения установлена каретка 9, снабженная наклонным столом 10 и двумя жестко закрепленны- ми на каретке 9 упорами 11 и 12,
Направляющая 8 выполнена по радиусу максимально приближенному к проекции радиуса наклонной поперечной пилы 4 на горизонтальную плоскость.
Угол наклона стола 10 устанавливается регулирующими элементами 13, выполненными в виде болтов. Упоры 11 и 12 закреплены таким образом, чтобы все зубья пакета пил 4 находились бы между ними.
Каретка 9 снабжена четырьмя парами колес, две пары колес с вертикальными осями 14, обкатывающие направляющую 8, две другие - 15 с горизонтальными осями.
Механизм перемещения 3 пакета пил 4 на шаг содержит два вала 16,17, смонтированные перпендикулярно станине 1.
На валах 16, 17 установлены попарно звездочки 18 и 19,20 и 21. причем звездочки 18 и 20 приводные, и 19 и 21 - натяжные звездочки. Звездочки 18 и 19 соединены цепью 22, а звездочки 20 и 21 - цепью 23.
Внутри станины 1 закреплена направляющая 24 П-образного профиля, по которой имеет возможность шагового перемещения цевочная рейка 25, снабжен- ная цевками 26. Концы рейки 25 соединены цепью 22.
Специальная каретка 27 смонтирована
на колесах 28 с возможностью возвратнопоступательного перемещения. В каретке
27 с возможностью поворота установлены левый 29 и правый 30 упоры, снабженные противовесами возврата 31 и шарнирно закрепленные на соответствующих осях 32,33
на кронштейне 34. Кронштейн 34 шарнирно закреплен на оси 35 в каретке 27. В каретке 27 с возможностью поворота смонтированы на осях 36, 37 левая 38 и правая 39 серьги. Каретка 27 приводится в движение пневмо0 цилиндром 40, закрепленным на станине 1, шток 41 которого жестко соединен с серьгой 38. Смена упоров 29 и 30 осуществляется пневмоцилиндром 42, закрепленного на специальной каретке 27, шток которого 43
5 жестко соединен с серьгой 39. Компенсатор шаговой погрешности б содержит двупле- чий рычаг 44, шарнирно закрепленный с возможностью поворота на оси 45. закрепленной в станине 1. На одном конце рычага
0 44 жестко закреплены два фиксатора 46, 47 расположенных параллельно между собой. Фиксаторы 46, 47 снабжены наружными скосами 48, соответствующими боковым поверхностям профилей зубьев пакета пил 4,
5 причем расстояние между внутренними поверхностями фиксаторов 46, 47 равно трехкратному шагу затачиваемого пакета пил 4. Другой конец рычага 44 жестко соединен со штоком 49 пневмоцилиндра 50.
0 Механизм прижима 7 содержит опору 51, двуплечий рычаг52, закрепленный С возможностью поворота на оси 53, смонтированной шарнирно в стойке 54. На одном конце двуплечего рычага 52 смонтирован с
5 возможностью поворота прижим 55, а другой конец рычага 52 шарнирно соединен со штоком 56 пневмоцилиндра 57.
Станок работает следующим образом. Кассету (на черт, не показана) с пакетом
0 пил 4 укладывают на наклонный стол 10 каретки 9. При установке пакета пил 4 все зубья пакета должны находиться между вер тикальными упорами 11 и 12. В исходном положении каретка 9 обязательно должна
5 быть в одном из крайних положений либо правом, ибо левом. После установки пакета пил 4 на наклонный стол 10, подачей воздуха в пневмоцилиндр 50. Фиксаторы 46, 47 механизма фиксации 6 вводятся в впадины
0 зубьев пакета пил 4 и упираясь в боковые поверхности зубьев пил 4 производят небольшое перемещение всего пакета пил 4 вверх по наклонной поверхности стола 10. Пилы 4 под действием силы тяжести стре5 мятся по наклонной поверхности вниз и упираясь боковыми поверхностями зубьев пил 4 в профили фиксаторов 46,47 останавливаются, что обеспечивает совпадение зувьев пил всего пакта по вертикали, подлежащих в данный момент заточке. При этом
каждое вышележащее полотно пакета пил 4 сдвигается относительно нижележащего, образуя ступеньку.
Подачей воздуха в бесштоковую полость пневмоцилиндра 57, шток 56 выдвигается и поворачивает рычаг вокруг оси 53. Во время поворота рычага 52 прижим 55 опускается на пакет пил 3 и прижимает его к столу 10.
Пневмоприводом заточная бабка с абразивными кругами 2 подводится к пакету пил 4. Обработка пакета пил 4 ведется одновременно двумя абразивными кругами 2, которые обеспечивают заточку противоположных граней двух несмежных между собой зубьев пилы 4.
Приводом Сна черт, не показан) абразивные круги 2 совершают вертикальное перемещение при этом ступеньки на пакете пил 4 сошлифовываются, а на пакете 4 вместо лесенки образуется гладкая вертикальная плоскость.
Приводом заточная бабка с абразивными кругами 2 отводится от пакета пил 4, подачей воздуха в пневмоцилиндры 50, 57 осуществляется разжим и расфиксация пакета пил 4.
Подачей воздуха в.пневмоцилиндр 40 перемещается вправо каретка 27, а с ней и упоры 29 и 30. Упор 29, упираясь в цевку 26, перемещает рейку 25 на шаг. Цевочная рейка 25 перемещаясь приводит во вращение звездочку 19 .установленную на вале 17, через который вращение передается звездочке 21. Вращаясь звездочка 21 натягивает цепь 23, концы которой прикреплены к каретке 9 и перемещает каретку 9 с пакетом пил 4 влево на шаг, равный шагу цевочной рейки 25 и равный двухкратному шагу пилы 4. При подаче воздуха в штоковую полость пневмоцилиндра 42 каретка 27 перемещается влево при этом упор 29 затылочной частью упирается в очередную цевку 26, опрокидывается и проходит под цевкой 26. В конце хода штока 41 пневмоцилиндра 40 упор 29 возвращается в рабочее положение под действием противовеса возврата 31.
Дальше осуществляется заточка в последовательности описанной выше.
После заточки всех зубьев на одной стороне каретка 27 перемещается в крайнее правое положение, подается воздух в штоковую полость пневмоцилиндра 42. Штоком 43 кронштейн 34 поворачивается вокруг оси 35 и одновременно поворачиваются упоры 29 и 30, при этом левый упор 29 опускается вниз, а правый 30 поднимется вверх и займет рабочее положение перед первой справа цевкой 26 рейки 25. Пакет с пилами 4 снимают со стола 10 каретки 9, переворачивают на 180° и снова укладывают на каретку 9. Далее работа станка осуществляется по описанной выше последовательности: фиксация пакета пил 4, прижим пакета пил 4,
5 заточка зубьев пил 4, разжим и расфиксация пакета пил 4. После чего подается воздух в штоковую полость пневмоцилиндра 40, каретка 27 переместится влево, а с ней и рейка 25 будет перемещаться при этом вправо и
0 будет производиться заточка всех зубьев пилы с другой стороны.
Использование изобретения позволит повысить производительность заточки в 10 раз. За счет обработки пакета пил и за счет
5 наличия компенсатора наличия шаговой погрешности повысить точность заточки. Формула изобретения
1. Станок для заточки зубьев пил. содержащий станину с установленными на ней
0 заточной бабкой, кареткой и механизмом подачи пилы по шагу и зажимным приспособлением, отличающийся тем, что, с целью расширения технологических возможностей и автоматизации процесса, на
5 станине смонтирована радиусная направляющая, на которой установлена каретка, снабженная наклонным столом с регулирующими элементами и двумя жестко закрепленными на ней упорами, а механизм
0 подачи пилы по шагу выполнен в виде вертикально установленных на станине двух валов, на концах которых размещены попарно связанные дополнительной цепью верхние и нижние звездочки, расположенной на ста5 нине с возможностью возвратно-поступательного перемещения цевочной рейки, размещенной на станине с возможностью возвратно-поступательного перемещения, дополнительной каретки, снабженной дву0 мя упорами с противовесами, установленными с возможностью поворота в вертикальной плоскости и взаимодействия с цевочной рейкой, приводами рабочего и холостого перемещений, выполненными в
5 виде пневмоцилиндров, закрепленных на станине и дополнительной каретке, соответственно двумя серьгами, установленными с возможностью поворота в вертикальной плоскости, одна из которых жестко связана
0 со штоком привода рабочего перемещения, а другая - со штоком привода холостого перемещения, при этом концы цепи, связывающие верхние звездочки, прикреплены к каретке, а концы цевочной рейки соединены
5 цепью, огибающей нижние звездочки.
2. Станок по п.1, отличающийся, тем, что он снабжен механизмом компенсации шаговой погрешности, выполненным) в виде установленного на станине с возмож71808528 8
ностью поворота в вертикальной плоскостификсаторов с наружными скосами, предназдвуплечегй рычага и симметрично разме-наченными для взаимодействия с зубьями
щенных и жестко закрепленных на нем двухпилы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной сварки | 1978 |
|
SU764893A1 |
| Станок для заточки зубьев ленточных пил | 1974 |
|
SU554961A1 |
| Станок для заточки зубьев ленточных пил | 1974 |
|
SU553065A1 |
| Станок для заточки зубьев ленточных пил | 1974 |
|
SU546442A1 |
| Станок для заточки зубьев ленточных пил | 1974 |
|
SU546440A1 |
| Станок для заточки зубьев ленточных пил | 1974 |
|
SU553063A1 |
| Станок для заточки ленточных пил | 1987 |
|
SU1440629A1 |
| Станок для заточки концевого цилиндрического инструмента | 1989 |
|
SU1685688A1 |
| Автомат для сборки изделий типа цепного транспортера | 1973 |
|
SU518316A1 |
| Станок для заточки ленточных пил | 1974 |
|
SU546441A1 |

Использование: в металлургических цехах ив деревообрабатывающей промышленности для заточки поперечных пил. Сущность изобретения: станок для заточки зубьев поперечных пил содержит станину 1, на которой установлена заточная бабка с абразивными кругами. Механизм перемещения 3 пакета пил, механизм смены упоров, компенсатор шаговой погрешности, механизм перемещения. На станине 1 жестко закреплена радиусная направляющая 8. Механизм перемещения 3 пакета пил содержит два вала 16,17 с установленными звездочками 18, 19,, 20 и 21. Внутри станины 1 установлены цевочная рейка 25 и специальная каретка 27. В специальной каретке 27 установлены упоры,.снабженные противовесами возврата, причем привод специальной каретки 27, выполнен в виде пневмоцилиндра 40, а привод смены упоров осуществляется пневмоцилиндром 42 и закреплен на специальной каретке 27, а их штоки жестко соединены с серьгами, установленными с возможностью поворота в специальной каретке. Подачей воздуха в пневмоцилиндр 40 перемещается вправо каретка 27, а с ней упоры. Упор, упираясь в цевку, перемещает рейку 25 на шаг. Цевочная рейка 25, перемещаясь, приводит во вращение звездочку 19, установленную на вале 17, через который вращение передается звездочке 21. Вращаясь, звездочка натя- ; гивает цепь 23, концы которой прикреплены к каретке 9 с пакетом пил влево на шаг, равный шагу цевочной рейки 25 и равный двухкратному шагу пилы. 1 з.п. ф-лы, 5 ил. // // S 00 о 00 ел ю 00
риг1
pt/&5
| Станок для заточки зубьев пил | 1983 |
|
SU1135572A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
