Известны формы для литья изделий из полимерных материалов, имеющие обогреваемую часть с формующими полостями, охлаждаемую часть с литником и располол енную между этими частями теплоизоляционную плиту.
Эти формы не обеспечивают четкой границы между отвержденным и неотвержденным материалом в заданном месте по длине литника, ввиду чего при последующем цикле литья часть отвержденного материала из литника может попасть в формующую полость, что ведет к браку изделия.
Предлагаемая форма для литья изделий из полимерных материалов, например резины и пластмасс, с целью создания четкой границы между отвержденным и неотвержденным материалом в заданном месте по длине литника, снабжена омываемой холодильным агентом вставной частью с литниковым каналом, установленной в охлаждаемой части формы и проходящей через теплоизоляционную плиту до соприкосновения с обогреваемой частью формы. Литниковый канал вставной части в зоне теплоизоляционной плиты имеет сужение, которое конически расщиряется как в сторону обогреваемой части формы, так и в сторону охлаждаемой части формы. Поверхность вставной части в зоне действия охлаждающего агента снабжена ребрами. Вставная часть
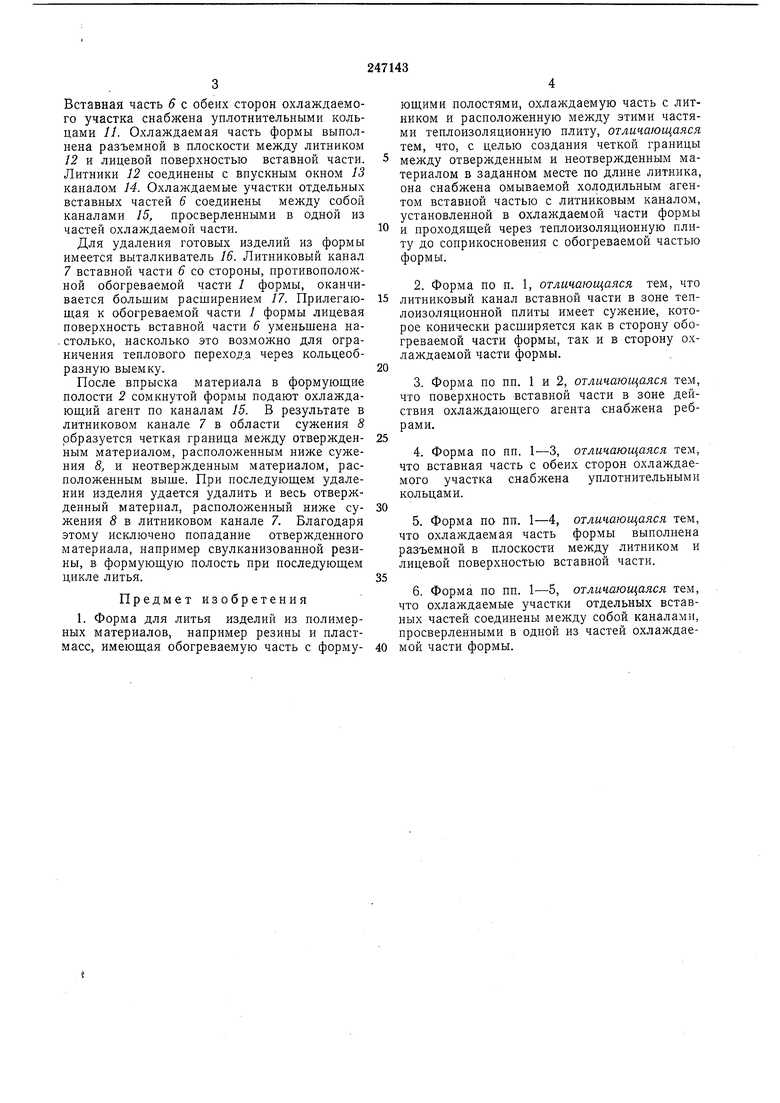
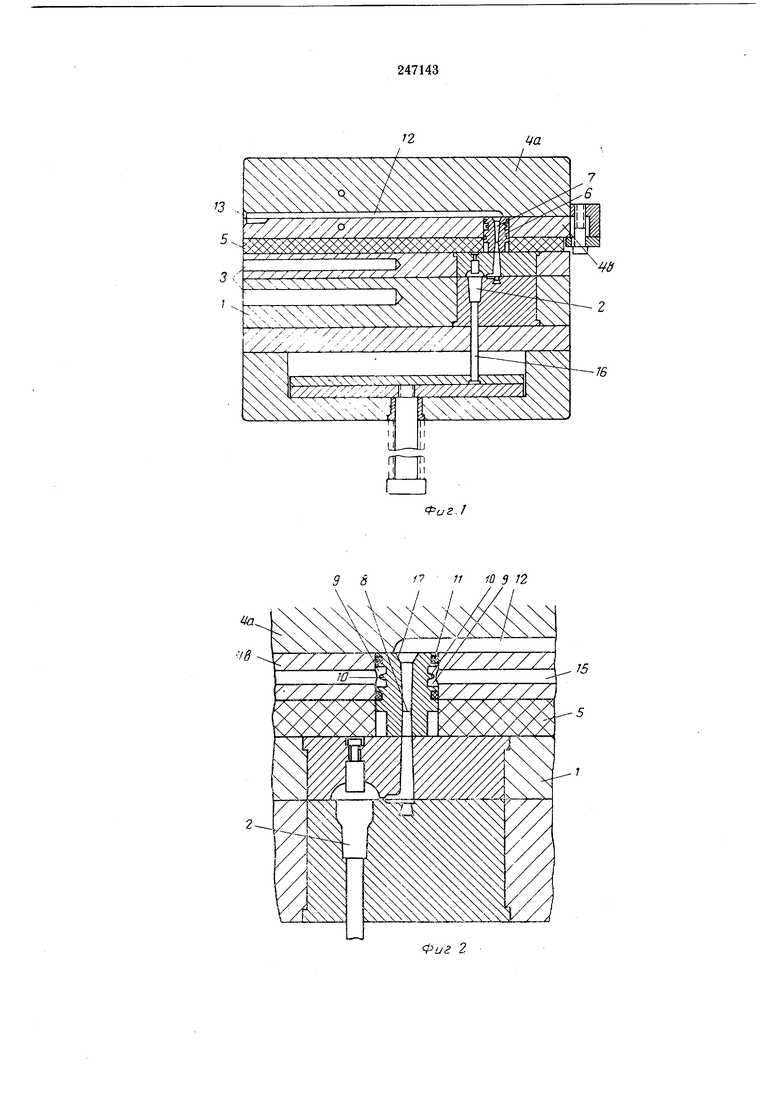
с обеих сторон охлаждаемого участка снабжена уплотнительными кольцами. Охлаждаемая часть формы выполнена разъемной в плоскости между литником и лицевой поверхностью вставной части. Охлаждаемые участки отдельных вставных частей соединены между собой каналами, просверленными в одной из частей охлаждаемой части формы. На фиг. 1 показана описываемая форма в
разрезе, вид спереди; на фиг. 2 - вставная часть в разрезе; на фиг. 3 - вид формы сверху.
Форма имеет обогреваемую часть 1 с формующими полостями 2. Для размещения нагревательных элементов служат выемки 3. Охлаждаемая часть формы состоит из двух частей 4 а Л 46.
Обогреваемая и охлаждаемая части формы разделены теплоизоляционной плитой 5, через которую проходит установленная в охлаждаемой части и упирающаяся своим концом в обогреваемую часть вставная часть 6 с литниковым каналом 7. Последний имеет сужение 8, которое конически расщиряется как
в сторону обогреваемой части / формы, так и в сторону охлаждаемой части. Выемки 9 на вставных частях 6 обеспечивают омывание последних холодильным агентом со всех сторон. В зоне действия холодильного агента
Вставная часть 6 с обеих сторон охлаждаемого участка снабжена уплотнительными кольцами 11. Охлаждаемая часть формы выполнена разъемной в плоскости между литником 12 и лицевой поверхностью вставной части. Литники 12 соединены с впускным окном 13 каналом 14. Охлаждаемые участки отдельных вставных частей 6 соединены между собой каналами 15, просверленными в одной из частей охлаждаемой части.
Для удаления готовых изделий из формы имеется выталкиватель 16. Литниковый канал 7 вставной части 6 со стороны, противоположной обогреваемой части 1 формы, оканчивается большим расширением 17. Прилегаюш,ая к обогреваемой части / формы лицевая поверхность вставной части 6 уменьшена на. столько, насколько это возможно для ограничения теплового перехода через кольцеобразную выемку.
После впрыска материала в формующие полости 2 сомкнутой формы подают охлаждающий агент по каналам 15. В результате в литниковом канале 7 в области сужения 8 образуется четкая граница между отвержденньш материалом, расположенным ниже сужения 8, и неотвержденным материалом, расположенным выше. При последующем удалении изделия удается удалить и весь отвержденный материал, расположенный ниже сужения 8 в литниковом канале 7. Благодаря этому исключено попадание отвержденного материала, например свулканизованной резины, в формующую полость при последующем цикле литья.
Предмет изобретения
1. Форма для литья изделий из полимерных материалов, например резины и пластмасс, имеющая обогреваемую часть с формующими полостями, охлаждаемую часть с литником и расположенную между этими частями теплоизоляционную плиту, отличающаяся тем, что, с целью создания четкой границы 5 между отвержденным и неотвержденным материалом в заданном месте по длине литника, она снабжена омываемой холодильным агентом вставной частью с литниковым каналом, установленной в охлаждаемой части формы 0 и проходящей через теплоизоляционную плиту до соприкосновения с обогреваемой частью формы.
2.Форма по п. 1, отличающаяся тем, что 5 литниковый канал вставной части в зоне теплоизоляционной плиты имеет сужение, которое конически расширяется как в сторону обогреваемой части формы, так и в сторону охлаждаемой части формы.
3.Форма по пп. 1 и 2, отличающаяся тем, что поверхность вставной части в зоне действия охлаждающего агента снабжена ребрами.
4.Форма по пп. 1-3, отличающаяся тем, что вставная часть с обеих сторон охлаждаемого участка снабжена уплотнительными кольцами.
5.Форма по пп. 1-4, отличающаяся тем, что охлаждаемая часть формы выполнена разъемной в плоскости между литником и лицевой поверхностью вставной части.
6.Форма по пп. 1-5, отличающаяся тем, что охлаждаемые участки отдельных вставных частей соединены между собой каналами, просверленными в одной из частей охлаждаемой части формы.
3 ,.
76
Фаг. J
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕШЕТКА ПОГРУЖНОГО ГРАНУЛЯТОРА ТЕРМОПЛАСТОВ | 1972 |
|
SU359791A1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ БЕЗЛИТНИКОВОГО ФОРМОВАНИЯ ТЕРМОРЕАКТИВНОЙ СМОЛЫ И РЕЗИНЫ | 2002 |
|
RU2283229C2 |
| В П Т Б | 1973 |
|
SU393820A1 |
| ЖЕЛЕЗНОДОРОЖНЫЙ ТРАНСПОРТЕР СОЧЛЕНЕННОГО ТИПА ДЛЯ ПЕРЕВОЗКИ ТЯЖЕЛОВЕСНОГО ГРУЗА | 1972 |
|
SU345662A1 |
| КОМПОЗИЦИЯ НА ОСНОВЕ РЕЗОЛЬНОЙ ФЕНОЛФОРМАЛЬДЕГИДНОЙ СМОЛЫ | 1972 |
|
SU337993A1 |
| СИСТЕМА ТРУБОПРОВОДОВ | 1973 |
|
SU378032A1 |
| СПОСОБ ОТДЕЛКИ ПЛОСКИХ ИЗДЕЛИЙ | 1973 |
|
SU388395A1 |
| КОРПУС ЯДЕРНОГО РЕАКТОРА | 1972 |
|
SU349208A1 |
| КОМПОЗИЦИЯ для ПОЛУЧЕНИЯ ПЕНОПЛАСТА | 1973 |
|
SU382295A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОПЛАСТОВ | 1971 |
|
SU305662A1 |
/ {
/„ч A , ,
с;с;х 1
r-( J/ n
)
