Область техники, к которой относится изобретение
Данное изобретение относится к устройству безлитникового формования и к способу безлитникового формования термореактивных смол, резины и т.п.
Уровень техники
В устройствах формования и в способах формования термореактивных смол и резины необходимо за счет управления удерживать центральные литники на низких температурах с целью предотвращения отверждения термореактивных смол или вулканизации резины, как раскрыто, например, в выложенной полезной модели Японии №63-141714 и выложенных патентах Японии №№11-129289 и 2000-280293, в качестве хорошо известного уровня техники.
В этих обычных примерах необходимы сложные литейные системы с целью возможно большего предотвращения переноса тепла из полости, в которую заполняют жидкий материал при температуре отливки, к литникам, однако все еще остаются нерешенными проблемы обеспечения достаточной теплоизоляции.
Данное изобретение направлено на решение указанных выше проблем и создание способа отливки термореактивных смол, резины и т.п.с образованием теплоизоляционного пространства между полостью и литниковой частью посредством обеспечения возможности перемещения литниковой части, содержащей отливаемый материал, вперед и назад относительно полости с целью предотвращения теплопроводности от полости, которую поддерживают на температуре отливки, в литниковую часть, расположенную на расстоянии от питателя, в течение длительного периода времени. В результате потери материала в центральном литнике уменьшаются почти до нуля, так что можно уменьшить стоимость чистовой обработки и количество отходов, создаваемых во время чистовой обработки. Таким образом, улучшается способ отливки термореактивной смолы, резины и т.п. и снижается нагрузка на окружающую среду.
Раскрытие изобретения
Ниже приводится описание технической сущности данного изобретения.
(1) Устройство для безлитникового формования термореактивной смолы и резины, содержащее: разливочную форсунку, способную разливать термореактивную смолу или резину, удерживаемую при низкой температуре, для исключения отвердевания или вулканизации; подвижную литниковую чашу, способную удерживать жидкий материал, подаваемый из разливочной форсунки в неотвержденном или невулканизированном состоянии; цилиндрическую регулирующую температуру втулку, которая удерживает подвижную литниковую чашу, и полость, соединенную с центральным отверстием, образованным на вершине подвижной литниковой чаши, перемещаемой в регулирующей температуру втулке, через питатель, и дополнительно содержит клапанный штифт, введенный с возможностью перемещения в подвижную литниковую чашу для открывания и закрывания питателя, в котором клапанный штифт закрывает питатель, когда материал заполняется в полость и нагревается; и в регулирующей температуру втулке образуется теплоизоляционное пространство для удерживания материала в подвижной литниковой чаше в состоянии низкой температуры, когда подвижная литниковая чаша отделена от питателя.
(2) Устройство для безлитникового формования термореактивных смол и резины, согласно (1), в котором механизм скольжения литника для скользящего перемещения подвижной литниковой чаши в регулирующей температуру втулке и механизм скольжения клапана для скользящего перемещения клапанного штифта для открывания и закрывания питателя расположены по отдельности.
(3) Устройство для безлитникового формования термореактивных смол и резины по п.(1), в котором предусмотрены один или более подвижных литников, через которые проходят клапанные штифты; жидкий материал может протекать из разливающей форсунки в полость через коллектор; и регулирующие температуру втулки, в которые могут вводиться соответствующие подвижные литниковые чаши, предусмотрены в соответствии с числом питателей, которые соединены с одной или более полостями для получения одного или более формованных изделий.
(4) Устройство для безлитникового формования термореактивных смол и резины по любому из п.п.(1)-(3), в котором регулирующая температуру втулка имеет одно отверстие для удерживания одной подвижной литниковой чаши или несколько отверстий для удерживания нескольких подвижных литниковых чаш в регулирующей температуру втулке.
(5) Устройство для безлитникового формования термореактивных смол и резины по любому из п.п.(1)-(4), в котором теплоизоляционная втулка прикреплена вокруг центрального отверстия, образованного на вершине подвижной литниковой чаши.
(6) Устройство для безлитникового формования термореактивных смол и резины по любому из п.п.(1)-(5), в котором отверстие для соединения литниковой части подвижной литниковой чаши с литниковой частью коллектора расположено на литниковой части подвижной литниковой чаши.
(7) Устройство для безлитникового формования термореактивных смол и резины по любому из п.п.(1), (3)-(5), в котором теплоизоляционная втулка подвижной литниковой чаши выполнена с образованием воздушного зазора между теплоизоляционной втулкой и коническим дном, просверленным в образующей полости плите вокруг наружной периферии питателя, когда теплоизоляционная втулка введена в питатель.
(8) Устройство для безлитникового формования термореактивных смол и резины по любому из п.п.(1)-(7), в котором отверстие для соединения литниковой части подвижной литниковой чаши с литниковой частью коллектора расположено на гильзе, которая фиксирует основание подвижной литниковой чаши.
(9) Способ безлитникового формования, обеспечивающий непрерывное формование изделий из термореактивных смол или резины, которые удерживаются в виде неотвержденного или невулканизированного жидкого материала при низкой температуре, содержащий стадии: подачи подаваемого жидкого материала в подвижную литниковую чашу; перемещения подвижной литниковой чаши в цилиндрической регулирующей температуру втулке для вхождения в контакт с питателем полости для приведения питателя в открытое состояние; перемещения вперед клапанного штифта для приведения питателя в закрытое состояние непосредственно после заливания жидкого материала из подвижной литниковой чаши в полость; перемещения подвижной литниковой чаши на расстояние от питателя с образованием теплоизоляционного зазора в регулирующей температуру втулке при удерживании питателя в закрытом состоянии; нагревания полости для отверждения или вулканизации в нем жидкого материала; извлечения отвержденного или вулканизированного жидкого материала в качестве формованного изделия; перемещения клапанного штифта назад для перевода питателя в закрытое состояние при одновременном извлечении формованного изделия с возвратом на первую стадию; и повторного выполнения указанных выше стадий.
(10) Способ безлитникового формования термореактивных смол и резины по п.(9), в котором жидкий материал подают в одну или более подвижных литниковых чаш через коллектор; формы клапанных штифтов и время открывания или закрывания соответствующих питателей изменяют так, чтобы обеспечивать желаемое равновесие заполнения в полости, на которой расположено несколько питателей.
Краткое описание чертежей
На чертежах изображено:
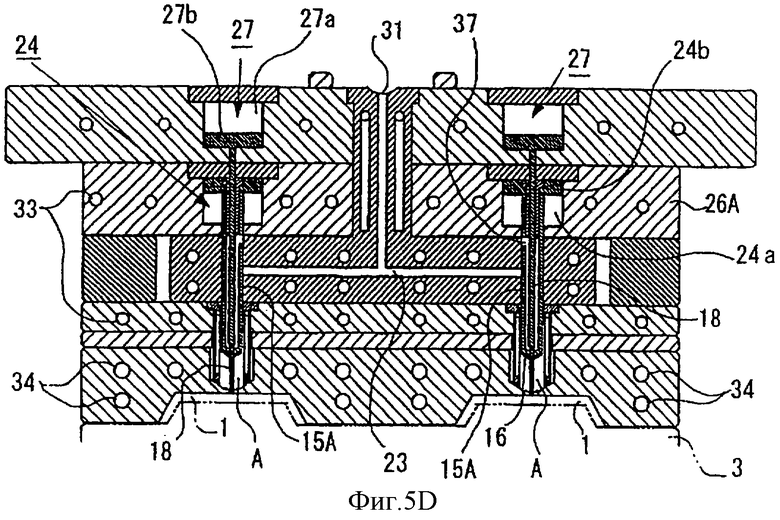
фиг.1 - разрез первого варианта выполнения устройства для безлитникового формования термореактивных смол, резины и т.п.;
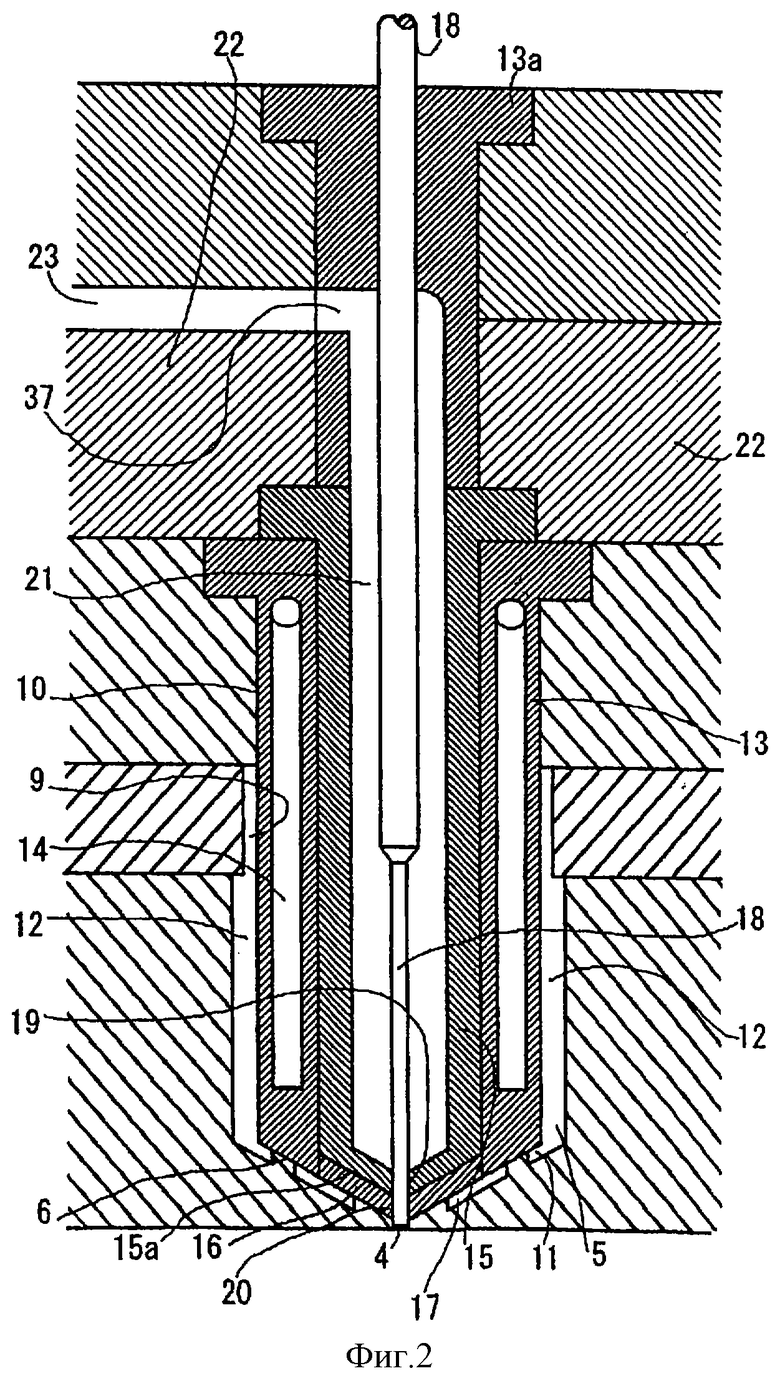
фиг.2 - разрез главной части устройства, согласно фиг.1, в увеличенном масштабе;
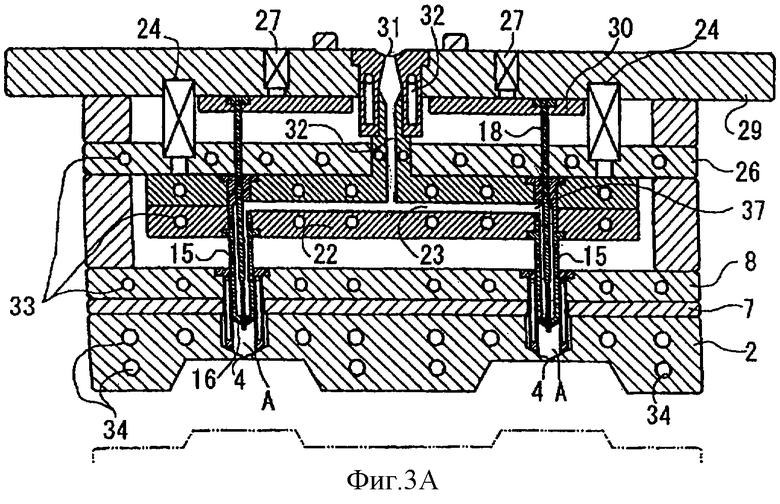
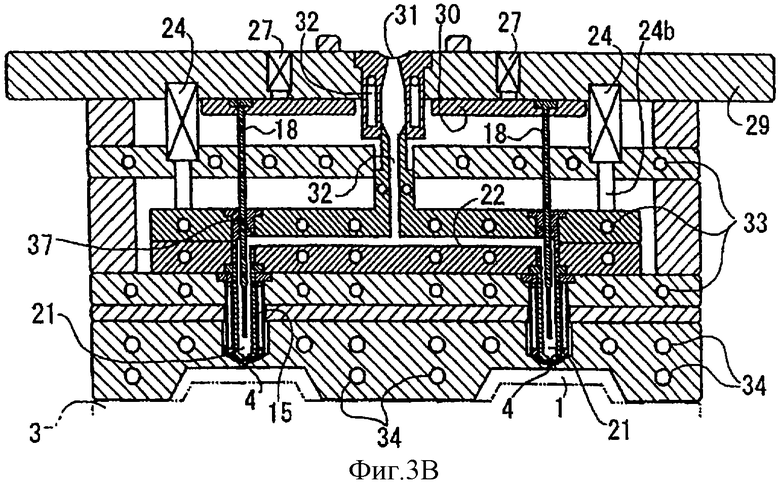
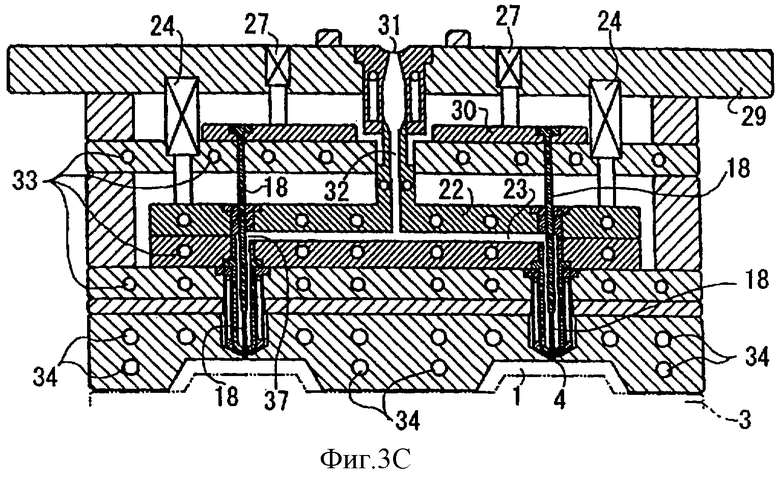
фиг.3А-3D - разрезы устройства, согласно первому варианту выполнения, для иллюстрации стадий цикла формования;
фиг.4 - разрез второго варианта выполнения устройства для безлитникового формования;
фиг.5А-5D - разрезы устройства, согласно второму варианту выполнения, для иллюстрации стадий цикла формования.
Осуществление изобретения
Ниже приводится подробное описание данного изобретения со ссылками на чертежи.
Сначала приводится описание первого варианта выполнения изобретения. Одинаковыми позициями на соответствующих чертежах обозначены одинаковые элементы или части формовочных устройств. Позицией 1 обозначены полости, образованные между образующей полости плитой 2 формы и образующей стержни плитой 3 другой формы (не изображена), изображенной штрих-пунктирной линией. Позицией 4 обозначены питатели, выполненные в виде отверстий в образующей полости плите 2. Позицией 5 обозначены увеличенные цилиндрические отверстия, выполненные в образующей полости плите 2 вокруг соответствующих центров питателей 4, при этом соответствующие цилиндрические отверстия 5 имеют конические донные части 6. Позициями 7 и 8 обозначены изоляционная плита и первая задняя плита, которые обе прикреплены вместе к образующей полости плите 2 и в которых образованы отверстия 9 и 10 соответственно для соединения с цилиндрическими отверстиями 5, но имеющие меньшие диаметры, чем цилиндрические отверстия 5. Позицией 11 обозначены выемки, служащие в качестве изолирующих пространств, расположенных на донных частях и вокруг периферии цилиндрических отверстий 5. Позицией 13 обозначены цилиндрические регулирующие температуру втулки, которые образуют зазоры 12 вокруг внутренних поверхностей цилиндрических отверстий 5 и проходят через отверстия 9 и 10 изоляционной плиты 7 и первой задней плиты 8. Головки втулок 13 плотно подогнаны к поверхности коллектора (как будет описано ниже) с помощью гильз 13а. Регулирующие температуру отверстия 14, созданные воздушными зазорами, образованы в регулирующих температуру втулках 13.
Позицией 15 обозначены подвижные литниковые чаши, установленные с возможностью скольжения в регулирующих температуру втулках 13. Конические головки 15а образованы на вершинах подвижных литниковых чаш 15 для согласования с коническими донными частями 6 через изоляционные втулки 16, так что образуются кольцевые воздушные зазоры независимо от зазоров 12. Клапанные штифты 18 расположены вдоль центральных осей подвижных литниковых чаш 15 и проходят через центральные отверстия 19 подвижных литниковых чаш 15 и центральные отверстия 20 теплоизоляционных втулок 16 с целью открывания и закрывания питателей 4.
Литниковые части 21 образованы в подвижных литниковых чашах 15 и втулках 13а, так что жидкий материал для формования может находиться в литниковых частях 21 перед формованием. Литниковые части 21 соединены с литниковой частью 23 коллектора 22 через отверстия 37 гильз 13а, которые плотно подогнаны к основаниям подвижных литниковых чаш 15. На чертежах гильзы 13а и подвижные литниковые чаши 15 изображены как независимые элементы, однако они могут быть образованы в виде сплошных элементов. В результате на выполненных сплошными литниковых чашах образуются отверстия 37.
Позицией 24 обозначены механизмы скольжения литников, такие как цилиндропоршневые механизмы, для перемещения вперед и назад подвижных литниковых чаш 15. Цилиндры 24 закреплены на второй задней плите 26, расположенной над первой задней плитой 8, с помощью первых распорных блоков 25, а вершины поршней 24b закреплены на коллекторе 22, так что подвижные литниковые чаши 15 перемещаются с помощью коллектора 22.
Позицией 27 обозначены механизмы скольжения клапанов, такие как цилиндропоршневые механизмы, для перемещения вперед и назад клапанных штифтов 18. Цилиндры 27а закреплены на крепежной плите 29, прикрепленной к формовочному устройству и расположенной над второй задней плитой 26, с помощью вторых распорных блоков 28. Вершины поршней 27b прикреплены к перемещающим клапанные штифты плитам 30, расположенным у оснований клапанных штифтов 18 и разъемно соединенным со второй задней плитой 26, так что клапанные штифты перемещаются с помощью перемещающих клапанные штифты плит 30.
Позицией 31 обозначен материал для разливочной форсунки, расположенной на неподвижной крепежной плите 29. Разливающая материал форсунка 31 соединена с подвижным подающим отверстием 32, расположенным на литниковой части коллектора 22 и соединенным с литниковой частью 23.
На чертежах показана формовочная система, имеющая полости 1 в двух местах для получения двух формованных изделий, однако может быть предусмотрено более трех полостей, а также единственная полость.
Кроме того, на чертежах только одна подвижная литниковая чаша 15 расположена в одной регулирующей температуру втулке 13, однако несколько подвижных литниковых чаш могут быть расположены в одной увеличенной регулирующей температуру втулке, имеющей несколько параллельных отверстий (в соответствии с зазорами 12, отверстиями 5 и отверстиями 9, 10).
Позицией 33 обозначены регулирующие температуру отверстия, просверленные в образующей полости плите 2, первой и второй задних плитах 8, 26 и коллекторе 22. Эти отверстия вместе с регулирующими температуру отверстиями 14 расположены с целью пропускания потока воды, масла или газа, так что можно предотвращать отверждение жидкого материала перед обработкой жидкого материала в полостях 1. Позицией 34 обозначены средства нагревания, расположенные в образующей полости плите 2 для нагревателей, нагревающей среды и т.п. с целью отверждения жидкого материала в полостях 1. Позицией 35 обозначена разливочная втулка, которая образует разливающую материал форсунку 31. Установочное кольцо 36, расположенное вокруг разливочной втулки 35, является распорным кольцом для точной и плотной подгонки подающих материал форсунок различных формовочных машин к разливающей материал форсунке 31.
На основании приведенного выше описания формовочной конструкции ниже приводится описание принципа действия изобретения, а именно стадий способа формования согласно данному изобретению со ссылками на фиг.3А-3D.
Заданную термореактивную смолу или резину расплавляют и в неотвержденном или невулканизированном жидком состоянии подают из разливающей материал форсунки 31 в литниковые части 21 подвижных литниковых чаш 15 через литниковую часть 23 коллектора 22, и он остается в литниковых частях 21. На этой стадии клапанные штифты 18 проходят через центральные отверстия 19, 20 подвижных литниковых чаш 15, как показано на фиг.3А.
Другими словами, литниковый цилиндропоршневой механизм 24 и клапанный цилиндропоршневой механизм 27 не задействованы, так что подвижная образующая стержни плита 3 находится в заднем положении, показанном штрих-пунктирными линиями, и полость 1 находится в открытом и нерабочем состоянии.
Затем образующую стержни плиту 3 перемещают вперед и сопрягают с образующей полости плитой 2, прикрепленной к формовочному устройству с образованием полостей. Одновременно поршни 24b литниковых цилиндропоршневых механизмов 24 перемещаются вперед, так что подвижные литниковые чаши 15 перемещаются вперед в цилиндрические регулирующие температуру втулки 13, и конические головки 15а на вершинах втулок 15 пригоняются к коническим донным частям 6 с помощью столообразных изоляционных втулок 16. Таким образом, образуются воздушные зазоры 17, и центральные отверстия подвижных литниковых чаш 15 соединяются с питателями 4 полостей 1 через центральные отверстия 20 (фиг.3В).
На чертежах воздушные зазоры 17 образованы между вогнутыми частями столообразных донных частей 6 и коническими головками 15а. Однако если вместо этого вогнутые части образованы на конических головках 15а, то зазоры 17 могут быть образованы тем же образом (не изображено).
На этой стадии клапанные штифты 18 не введены в питатели 4 и находятся в открытом клапанном состоянии, что означает, что материал можно разливать, так что жидкий материал, находящийся в литниковой части 23 коллектора 22 и в литниковых частях подвижных литниковых чаш 15, может заполнять полости 1 в необходимом количестве.
Непосредственно после завершения стадии заполнения жидкого материала в полости 1, поршни 27b клапанных цилиндропоршневых механизмов 27 перемещаются вперед, так что клапанные штифты 18 перемещаются вперед с помощью перемещающей клапанные штифты плиты 30, и вершины клапанных штифтов 18 входят в питатели 4 через центральные отверстия 19 подвижных литниковых чаш 15 и центральные отверстия 20 столообразных изоляционных втулок 16, так что отверстия питателей 4 закрываются. Другими словами, формовочное устройство находится в так называемом состоянии закрывания клапанов, как показано на фиг.3С.
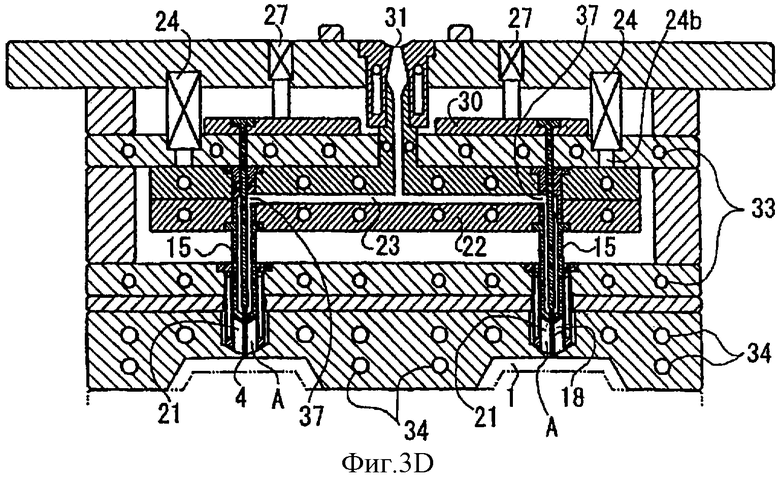
Непосредственно после этого подвижные литниковые чаши 15 перемещаются назад в цилиндрических регулирующих температуру втулках 13 за счет перемещения поршней 24 литниковых цилиндропоршневых механизмов 24, так что подвижные литниковые втулки 15 располагаются на достаточном расстоянии от питателей 4, как показано на фиг.3D, и в цилиндрических регулирующих температуру втулках 13 образуются пространства, а именно изолирующие пространства А, между вершинами подвижных литниковых чаш 15 и питателями 4.
В этом состоянии неотвержденная термореактивная смола или невулканизированная резина, заполненная в полости 1, нагревается для отверждения и формования с помощью нагревательных средств 34, таких как нагреватели и т.п. Отвержденные формованные изделия извлекают из полостей 1 с использованием обычных способов после перемещения образующей стержни плиты 3 от образующей полости плиты 2. Клапанные стержни 18 можно перемещать назад посредством перемещения клапанных цилиндропоршневых механизмов 27 в любое желаемое время во время периода отверждения, от начала до конца периода отверждения. Таким образом, формовочное устройство возвращается в состояние, показанное на фиг.3А.
Таким образом, один цикл формования завершается. Можно изготавливать множество формованных изделий одинаковой формы в массовом масштабе при повторном выполнении циклов формования.
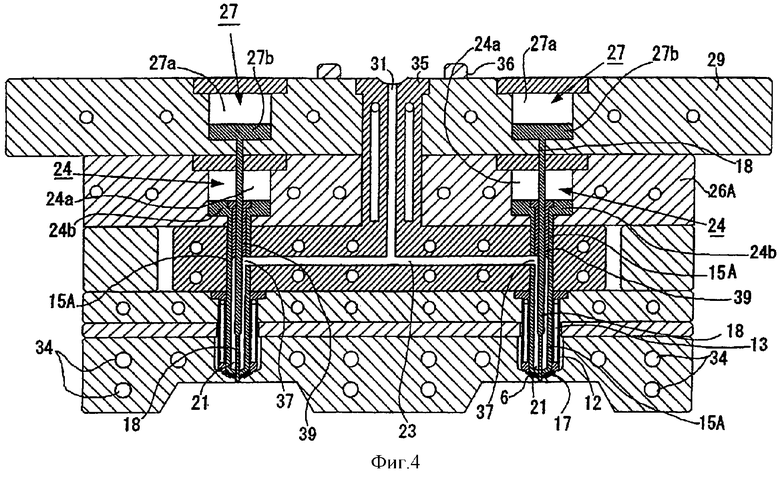
После описания первого варианта выполнения, ниже приводится описание второго варианта выполнения с отличным расположением механизмов скольжения литников и механизмов скольжения клапанов, по сравнению с первым вариантом выполнения, со ссылками на фиг.4 и фиг.5А-D.
В этом варианте выполнения одинаковыми позициями обозначены одинаковые с первым вариантом выполнения элементы, так что подробного пояснения этих элементов повторно не приводится.
Во втором варианте выполнения клапанные штифты 18, прикрепленные к вершинам клапанов 27b цилиндропоршневых механизмов 27, которые соответствуют механизмам скольжения клапанов в первом варианте выполнения, проходят с возможностью скольжения вдоль центральной оси клапанных цилиндропоршневых механизмов 24, которые соответствуют механизмам скольжения литников в первом варианте выполнения. Цилиндры 24а и 24b цилиндропоршневых механизмов 24 расположены в цилиндрической плите 26А вместо второй задней плиты 26 в первом варианте выполнения, и цилиндры 27а и поршни 27b цилиндропоршневых механизмов 27 расположены в неподвижной крепежной плите 29, расположенной вблизи цилиндрической плиты 26А.
Поршни 24b литниковых цилиндропоршневых механизмов 24 соединены непосредственно с основаниями подвижных литниковых чаш 15А, и трубки 39 для прохождения/скольжения указанных клапанных штифтов 18 расположены вдоль оси клапанных штифтов 18.
Отверстие 37, соединенное с литниковыми частями 21 подвижных литниковых чаш 15А и литниковой частью 23 коллектора 22, может быть выполнено в виде удлиненного отверстия в направлении скольжения подвижных литниковых чаш 15 А, когда всегда обеспечивается соединение неотвержденной смолы или невулканизированной резины с литниковыми частями 21 подвижных литниковых чаш 15 А. В этом случае литниковая часть 23 коллектора 22 может соединяться с литниковыми частями 21 подвижных литниковых чаш 15А через удлиненное отверстие 37 в любом положении подвижных втулок 15А (не изображено).
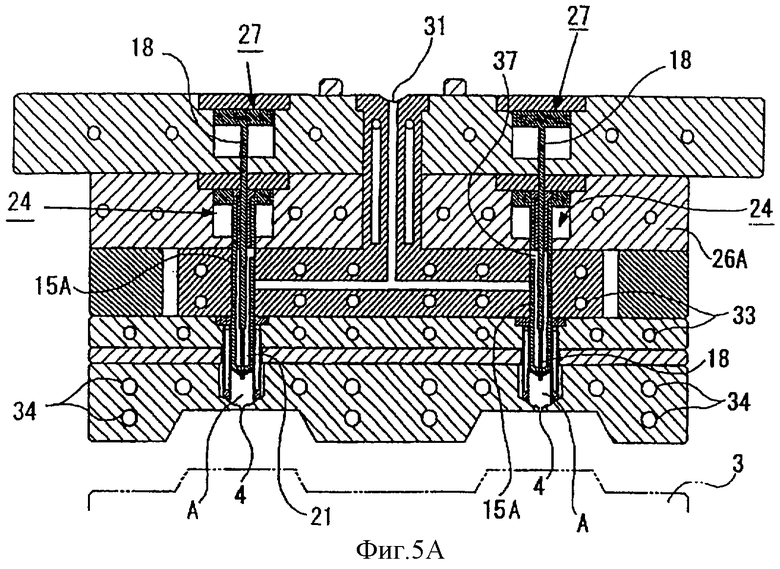
Стадии формования второго варианта выполнения, выполненного указанным выше образом, показаны на фиг.5А-5D, которые соответствуют фиг.3А-3D первого варианта выполнения. В основном процесс формования второго варианта выполнения совпадает с процессом формования первого варианта выполнения.
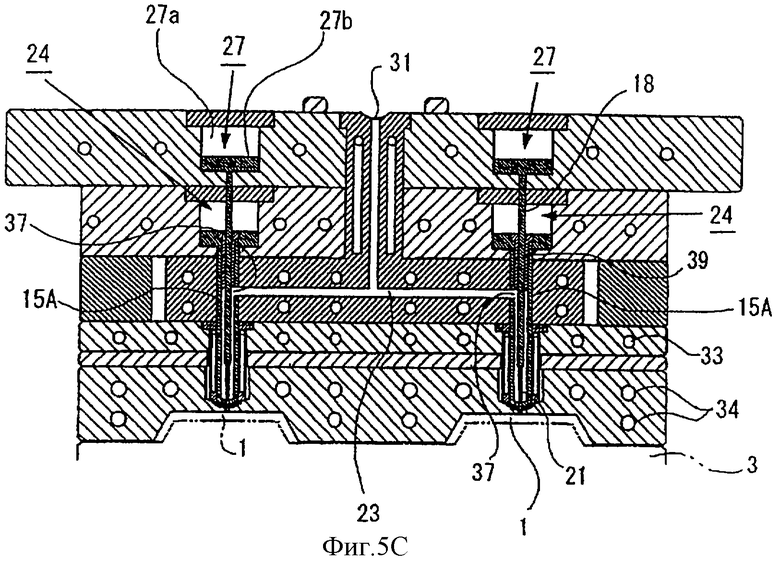
Поэтому ниже приводится лишь сокращенное описание стадий формования. Один цикл формования выполняют следующим образом: неотвержденный или невулканизированный жидкий материал переводится из состояния ожидания, показанного на фиг.5А, в состояние начала заливания, показанное на фиг.5В; затем завершают стадию заливания, как показано на фиг.5С; затем выполняют стадию отверждения или вулканизации залитого жидкого материала посредством приведения питателя в закрытое состояние, как показано на фиг.5D; наконец выполняют стадию извлечения сформированных изделий из полостей посредством перемещения клапанных штифтов 18 назад для возвращения в исходное положение, показанное на фиг.5А; таким образом, завершают один цикл формования.
Отверстия 37 подвижных литниковых чаш 15А не соединены с литниковой частью 23 коллектора 22 на стадиях формования, показанных на фиг.5А и 5D.
Указанные выше варианты выполнения относятся к способам формования для получения множества формованных изделий с использованием коллектора и множества питателей и полостей. Однако можно использовать способ формования для получения одного большого формованного изделия с использованием одной полости, с которой соединено множество питателей. В этом случае количеством заполняемого из питателей в полость жидкого материала можно управлять желаемым образом, если изменить соответствующие клапанные штифты различным образом и если изменить время открывания и/или закрывания питателей посредством перемещения соответствующих цилиндропоршневых механизмов с целью приведения в действие различным образом клапанных штифтов.
Поскольку в формовочном устройстве согласно изобретению системы открывания и закрывания снабжены клапанными штифтами, то диаметры питателей можно задавать от большого до малого в соответствии с размерами питателей. При большом диаметре, поскольку давление заполнения уменьшается и необходимая энергия сокращается, в полости облегчается падение давления, что приводит к уменьшению механических напряжений в формованном изделии, а следовательно, является полезным для исключения создания бракованных формованных изделий. Кроме того, время, необходимое для заполнения жидкого материала в полость, уменьшается, другими словами, улучшается скорость разлива литья под давлением, когда используется такой питатель с большим диаметром.
В формовочных устройствах согласно изобретению можно применять термореактивные смолы, такие как полимочевина, феноло-альдегидный полимер, меламино-альдегидный полимер, фурановый полимер, алкидный полимер, ненасыщенный сложный полиэфир, полимер диаллилфталата, эпоксидный полимер, кремнийорганическая смола, полиуретан и т.п. И все резины, такие как бутадиен-стирольный каучук, этилен-пропиленовый каучук, этилен-пропилен-диенполимерный каучук, бутадиеновый каучук, стирольный каучук с высоким содержанием стирольных звеньев, бутиловый каучук, галогенированный бутиловый каучук, гидрированный каучук, хлорированный полиэтилен, этилен-акриловый каучук и т.п.
С помощью данного изобретения достигается следующее: с помощью подвижных литниковых чаш образуются изолирующие пространства на расстоянии от питателей полостей, когда термореактивная смола или резина, заполненная в полости, нагревается до температуры отверждения или температуры вулканизации; жидкая смола, находящаяся в литниковых частях, не отвердевает и не вулканизируется, поскольку полости теплоизолированы от литниковых частей, содержащих неотвердевшие или невулканизированные смолы, за счет регулирующего действия различных текучих сред, протекающих через регулирующие температуру отверстия, образованные в соответствующих элементах, прикрепленных к формовочному устройству, и за счет воздушных зазоров, так что жидкие смолы не нагреваются нежелательным образом; поскольку питатели полостей правильно и надежно открываются и закрываются посредством перемещения клапанных штифтов вперед и назад вдоль центральной оси подвижных литниковых чаш, то исключаются течи из питателей, так что нет необходимости в последующей обработке, такой как удаление следов от питателей, и полностью предотвращается образование заливочных литников.
Образование заливочных литников, которые обычно образуются при обычном литьевом формовании, компрессионном формовании, литьевом прессовании и т.п. термореактивных смол и резины, можно полностью исключить с помощью данного изобретения. Кроме того, данное изобретение может уменьшить потери материала, затраты труда на последующую обработку и количество промышленных отходов, так что данное изобретение обеспечивает сокращение стоимости формуемых материалов, стоимости изготовления, стоимости обработки промышленных отходов и т.п., а также уменьшает загрязнение окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма | 1976 |
|
SU604703A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| Литьевая форма для изготовления кольцевых изделий из полимерного материала | 1984 |
|
SU1260222A1 |
| СИСТЕМА СОПЛА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2016 |
|
RU2697294C1 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛОВ В ПОСТОЯННЫЕ ФОРМЫ ПОД ВАКУУМОМ И ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1948 |
|
SU85985A1 |
| Кокильная машина | 1981 |
|
SU1018791A1 |
| УЗЕЛ ЦЕНТРАЛЬНОГО ЛИТНИКОВОГО КАНАЛА | 2003 |
|
RU2297303C2 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ | 1989 |
|
RU2050279C1 |

Изобретение относится к устройству безлитникового формования и к способу безлитникового формования термореактивных смол, резины и т.п. Устройство для безлитникового формования термореактивной смолы и резины содержит разливочную форсунку, способную разливать термореактивную смолу или резину, удерживаемую при низкой температуре для исключения отвердевания или вулканизации. Устройство также содержит подвижную литниковую чашу, способную удерживать жидкий материал, подаваемый из разливочной форсунки, в неотвержденном или невулканизированном состоянии. Подвижную литниковую чашу удерживает цилиндрическая втулка, которая регулирует температуру. Устройство имеет полость, соединенную с центральным отверстием, образованным на вершине указанной подвижной литниковой чаши, перемещаемой в указанной регулирующей температуру втулке, через питатель. Дополнительно устройство содержит клапанный штифт, введенный с возможностью перемещения в подвижную литниковую чашу для открывания и закрывания указанного питателя. Клапанный штифт закрывает питатель, когда материал заполняет указанную полость и нагревается, и в указанной регулирующей температуру втулке образуется теплоизоляционное пространство для удерживания материала в подвижной литниковой чаше в состоянии низкой температуры, когда подвижная литниковая чаша отделена от указанного питателя. Изобретение предусматривает способ безлитникового формования термореактивной смолы и резины. Изобретение уменьшает количество отходов и позволяет снизить стоимость листовой обработки материала. 2 н. и 8 з.п. ф-лы, 11 ил.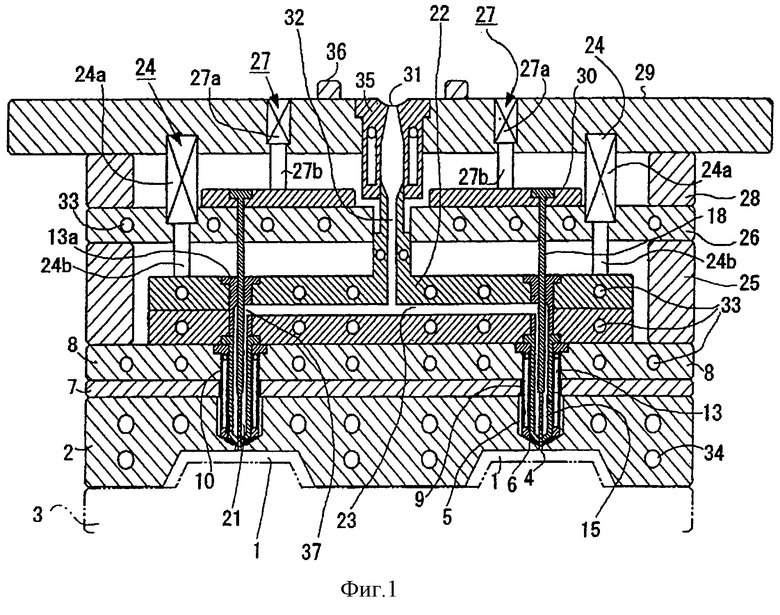
| JP 6106557 А, 19.04.1994 | |||
| JP 6106564 А, 19.04.1994 | |||
| Литьевая форма | 1980 |
|
SU982278A1 |
| Литьевая форма с отрывными литни-КАМи для пОлиМЕРНыХ издЕлий | 1978 |
|
SU797883A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ТЕРМОРЕАКТИВНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2037419C1 |

