Известны станки для обрезки полимерных изделий, включающие привод, режущую головку с механизмом подачи ножа и систему управления. В таких станках в качестве режущего инструмента применена фреза, перемещаемая кулачковым механизмом. Они не обеспечивают обрезку таких изделий, как тонкостенные полимерные оболо чки.
Предложенный станок для обрезки полимерных изделий отличается тем, что механизм подачи ножа выполнен ,в виде установленной в радиальных направляющих шпинделя подпружиненной шайбы с закрепленным на ней диаметрально противоположно ножу грузом. Это обеспечивает обрезку тонкостенных полимерных оболочек, например выдувных заготовок предохранительных водонаполняемых полиэтиленовых оболочек к взрывным патронам, и улучшает качество обрезки.
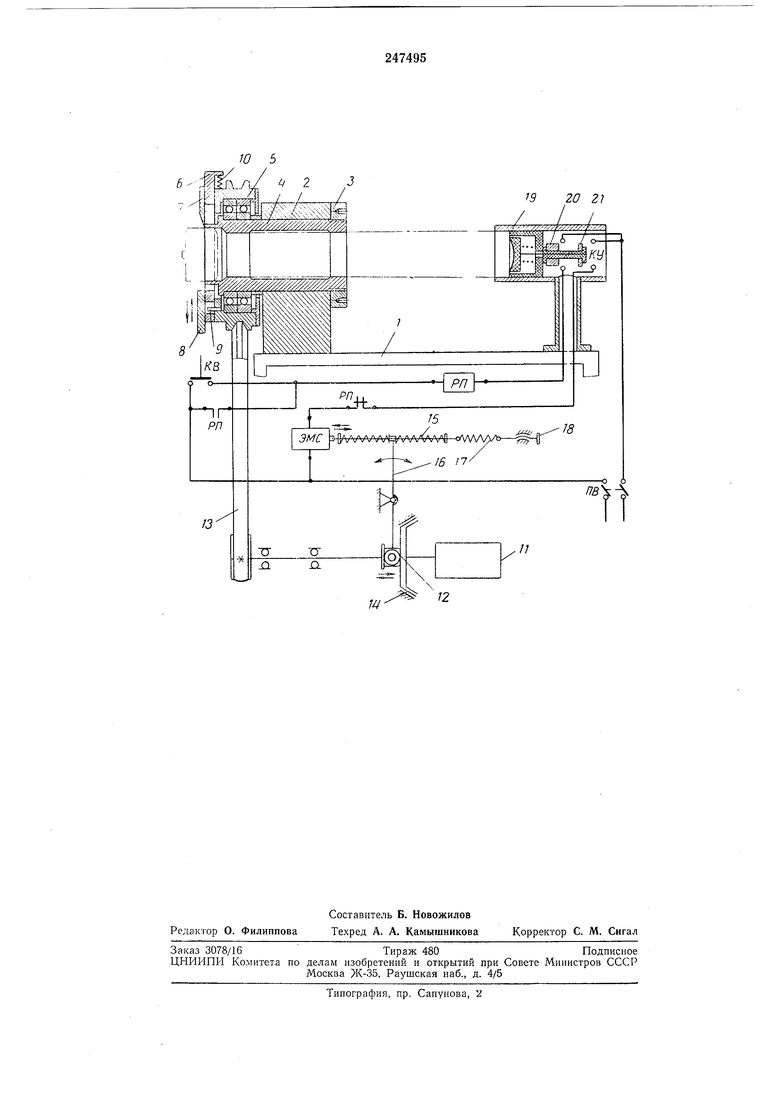
На чертеже изображен предложенный станок.
Он содержит рабочий стол 1, на котором смонтированы режущая головка и электрическая система управления. Режущая головка включает в себя корпус 2, в котором гайкой
3закреплена сменная для оболочек разного диаметра обойма 4 для закладки обрезаемой заготовки и имеющая на конце кольцевую выточку для раструба оболочки. На обойме
лый щпиндель 5 с механизмом подачи ножа, выполненным в виде щайбы 6. Последняя подвижно закреплена в радиальных направляющих шпинделя и совершает возвратно-поступательное движение в плоскости, перпендикулярной оси обоймы 4. На щайбе 6 диаметрально противоположно друг другу закреплены нож 7 и груз 8. .Для ограничения хода шайбы и исключения ее выпадения в
щпинделе 5 установлен штифт 9, входящий в прорезь шайбы 6. В исходном положении шайба удерживается возвратной пружиной 10, один конец которой закреплен на щпинделе 5, а другой сопряжен с шайбой 6.
Привод шпинделя 5 осуществляется от электродвигателя 11 с помощью конусной муфты 12 клиноременной передачей 13. Для гашения сил инерции привода после его выключения установлен тормоз 14.
В электрическую систему управления станка входят кнопка управления КУ, реле промежуточное РП, конечный выключатель KB и электромагнит сцепления ЭМС. Электромагнит шарнирно связан со стержнем 15, соединенным с подпружиненным рычагом 16, и возвратной пружиной 17, усилие которой регулируется соединенным с нею винтом 18. обоймы 4 и являющейся в процессе обрезки оболочки дополнительной ее опорой. Для обрезки оболочек различной длины оправка 19 выполнена перемещаемой вдоль оси обоймы 4. Кнопка КУ установлена в оправке с таким расчетом, чтобы расстояние от плоскости реза до кнопки в момент ее включения равнялось длине обрезанной оболочки. С целью продления разомкнутого состояния цепи питания электромагнита, исключающего повторные включения привода шпинделя при извлечении оболочки из обоймы за период возврата кнопки управления К.У в исходное ноложепие, контакт 20 кнопки управления -замыкается раньше и размыкается позднее контакта 21, так как кольцо контакта 20 имеет удлинение в сторону кольца контакта 21. Электрические цепи управления станка под напряжение включаются пакетным выключателем ПВ. При этом включается в -работу электродвигатель 11, который остается включенным во все время работы станка. Работа на станке производится следующим образом. Заготовку вставляют в обойму 4, заводят в оправку 19 и перемещают до упора ее раструба в буртик торцовой выточки обоймы. При этом необрезаемым торцом заготовка нажимает на кнопку управления и утапливает ее. Контакт 21 замыкается, ток проходит через нормально закрытый контакт реле РП и затем через катушку электромагнита ЭМС. Сердечник электромагнита втягивается и с помощью стержня 15 поворачивает рычаг 16, который включает муфту 12. При этом включается привод шпинделя 5. В это же время контакт 20 кнопки управления /СУ замыкает цепь конечного выключателя КВ. При достижении определенной скорости вращения шпинделя 5 .шайба 6 с ножом 7 под действием центробежной силы груза 8 перемещается в противоположное исходному крайнее положение. При этом нож 7 подходит к оболочке, прокалывает, а затем обрезает ее. Груз 8 действует на конечный выключатель KB и замыкает его контакты, после чего нормально открытый контакт реле РП замыкается, а нормально закрытый - разрывает цепь питания электромагнита. Привод шпинделя 5 отключается, действие центробежной силы груза 8 прекращается, и шайба с ножом под действием пружины 10 возвращается в исходное положение. После обрезки оболочка извлекается из оправки 19 и обоймы 4. Контакт 21 кнопки КУ размыкает цепь питания электромагнита, а контакт 20 остается включенным до тех пор, пока не будет снято нажимное усилие на кнопку. После этого цепь питания обмотки РП разрывается, и реле размыкается. Затем ЦИКЛ повторяется. Предмет изобретения Станок для обрезки полимерных изделий, включающий привод, режущую головку с механизмом нодачи ножа и систему управления, отличающийся тем, что, с целью обеспечения обрезки тонкостенных полимерных оболочек и улучшения качества обрезки, механизм подачи ножа выполнен в виде установленной в радиальных направляющих щпинделя подпружиненной щайбы с закрепленным на ней диаметрально противоположно ножу грузом.
/ /2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления в шпинделе станка инструмента | 1980 |
|
SU917969A1 |
| Устройство для обрезки выводов радиоэлементов на печатных блоках | 1983 |
|
SU1127706A1 |
| Устройство для автоматического управления копировально-фрезерным станком | 1941 |
|
SU61944A1 |
| Устройство управления машиной для навивки ленточных материалов | 1975 |
|
SU568976A1 |
| Устройство для наружного хонингования пакетов поршневых колец | 1980 |
|
SU1024242A1 |
| Устройство для намотки секций рулонных конденсаторов | 1980 |
|
SU900335A1 |
| Механизм управления станка для резки изделия М.Г.Ураевского | 1981 |
|
SU1089307A1 |
| Станок для реставрации жестяных натяжных роликов прядильных машин | 1954 |
|
SU101598A1 |
| Навивочная головка для изготовления гибких проволочных валов | 1973 |
|
SU441077A1 |
| УСТРОЙСТВО для ФИКСАЦИИ ВРАЩАЮЩЕГОСЯ ОРГАНА | 1972 |
|
SU340509A1 |