1
Изобретение относится к устройствам управления технолотически1М оборудованием для изготовления моточных элементов из ленточных материалов, в частности витых ленточных магнитопроводов, и может быть использовано в радиоэлектронной, электротехнической и легкой яромышленности.
Известно устройство управления машиной для навивки ленточных материалов, содержащее блоки управления механизмами отрезки материала и останова и1пинделя, связанные с выходами запоминающего блока, и датчик толщины навивки .1.
Недостатком известного устройства является то, что остается иедовитый участок материала, равный расстоянию от линии отреза до оси навиваемого изделия, который обрезается вручную и отбрасывается в отход.
С Целью упрощения конструкции устройства управления машиной три возможности безотходной навивки в предлагаемом устройстве запоминающий блок выполнен в виде реле времени и двух тиристоров, где управляющий электрод первого тиристора соединен с одним из выходов датчика толщины навивки, а его анод и второй выход датчика толщины навивки связаны с блоком питания, .при этом управляющий электрод второто тиристора соединен с первым выходом датчика угла поворота щпинделя, второй выход которого связан с катодом первого тиристора и анодом второго тиристора, а катод втораго тиристора соединен с блоком управления механизмом обрезки материала и через реле времени с блоком управления механизмом остановки щпинделя.
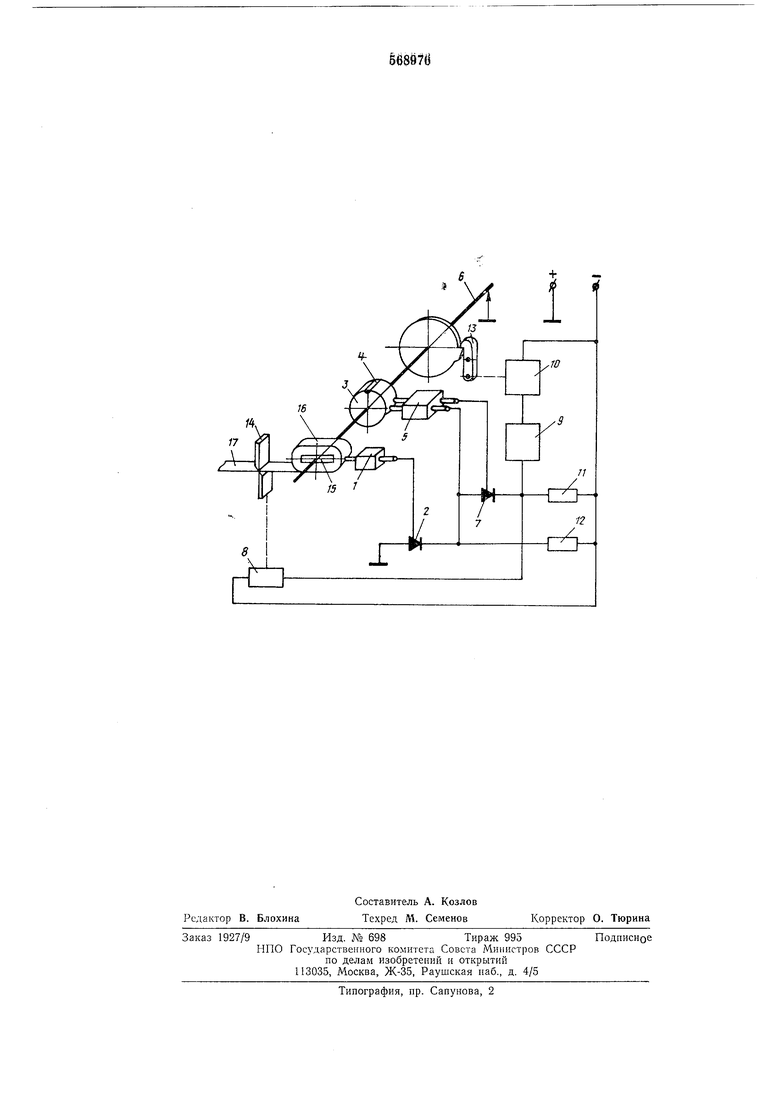
На чертеже показано схематически предлагаемое устройство.
Токоероводящий шток датчика I толщины навивки соединен с управляющим электродом тиристора 2. Датчик угла поворота шлинделя состоит из барабана 3, выполненного из электроизоляционного материала с токоПроводящей пластиной 4, и неподвижного токосъемника 5, контакты которого замыкаться пластиной 4. Барабан 3 установлен на шпинделе 6 мащины для навивки с возможностью регулирования углового положения. Первый выход датчика угла поворота соединен с управляющим электродом тиристора 7, катод которого соединен с блоком 8 управления механизмом отрезки материала и через реле 9 времени с блоком 10 управления механизмом остановки щпинделя, а второй выход - с катодом тиристора -2 и анодом тиристора 7.
Для настройки схемы имеются резисторы 11 и 12, к шпинделю подведен «плюс блока питания.
Устройство содержит механизм 13 остановки шпинделя, ножи 14 для отрезки материала, ОПравку 15, на которую пройзводитея навивка, навиваемое изделие 16 и ленточный материал 17.
Для того, чтобы сигнал от Датчика толщины навивки поступал при строго определенном положении навиваемого изделия, ось оправки 15 смещена относительно оси шпинделя 6.
Устройство работает следующим образом. При навивке материала 17 на оправку 15 образуется навиваемое изделие 16.Датчик 1 толщины навивки настраивается на заданный размер, :при достижении которого шток датчика касается у.гла навиваемого изделия и замыкает электрическую цепь. При этом тиристор 2 открывается и запоминает сигнал. При замыкании контактов токосьемника 5 пластиной 4 открывается тиристор 7, также запоминая сигнал. Таким образом реализуется логическая операция «И, в этом случае замыкается цепь питания блока 8 управления механизмом отрезки, он срабатывает, приводит в действие подвижный нож 14, который отрезает материал При его движении. Регулируя угловое положение барабана 3 на шпинделе 6, можно производить отрезку материала при различных положениях навиваемого изделия с тем, чтобы место отреза лри последующей остановке шпинделя находилось на заданном участке навиваемого изделия.
Одновременно с блоком 8 сигнал поступает на реле 9 времени и (ло прошествии времени его настройки) на блок 10 управления механизмом остановки шпинделя. Срабатывает механизм 13 остановки шпинделя, фиксируя шпиндель в строго определенном положении. Задержка во времени реле 9 времени настраивается таким образом, чтобы отрезанный участок материала был полностью довит.
Поскольку тиристоры 2 и 7 в йТом случае еще открыты, то в конце цикла питание отключается, чем восстанавливается исходное положение схемы.
Применение предлагаемого устройства позволяет производить безотходную навивку моточного материала, что значительно уменьшает его расход, повышает производительность оборудования за счет исключения ручных операций обрезки.
Формула изобретения
Устройство управления машиной для навивки ленточных материалов, содержащее блоки управления механизмами отрезки материала и остановки шпинделя, связанные с выходами запоминающего блока, датчики толщины навивки и угла поворота шпинделя и блок питания, отличающееся тем, что, с целью упрощения конструкции, запоминающий блок выполнен в виде реле времени и двух тиристоров, причем управляющий электрод первого тиристора соединен с одним из выходов датчика толщины навивки, а его а«од и второй выход датчика толщины навивки связаны с блоком питания, при этом управляющий электрод второго тиристора соединен с первым выходом датчика угла поворота шпинделя, второй выход которого связан с катодом первого тиристора и анодом второго тиристора, а ка тод второго тиристора соединен с блоком управления механизмом отрезки материала и через реле времени с блоком управления механизмом остановки шпинделя.
Источники информации, принятые во вни,мание при экспертизе
1. Авторское свидетельство СССР № 270058, дл. НО IF 41/02, 1968.
/4.
17
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1984 |
|
SU1309096A1 |
| Устройство для управления грузоподъемным электромагнитом | 1989 |
|
SU1654885A1 |
| Полуавтомат для обработки торцовВиТыХ лЕНТОчНыХ РАзРЕзНыХ МАгНиТО-пРОВОдОВ | 1979 |
|
SU838780A1 |
| Автомат для навивки магнитопроводов | 1983 |
|
SU1191958A1 |
| Устройство для контроля работы насоса | 1982 |
|
SU1072079A1 |
| Устройство для аварийной сигнализации | 1980 |
|
SU868808A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПРОЦЕССОМ ВИБРОФОРМОВАНИЯ ЯЧЕИСТОБЕТОННОЙ СМЕСИ | 1992 |
|
RU2027589C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ НЕТКАНОГО МАТЕРИАЛА МР НА ПРОВОЛОЧНОЙ ОСНОВЕ И СТАНОК ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2195381C2 |
| Устройство для многоточечной сигнализации | 1979 |
|
SU855705A1 |