В ОСНОВНОМ авт. св. № 52363 описано устройство для автоматического управления копировально-фрезерным станком, в котором применено копировальное приспособление, управляющее вспомогательной цепью электрического привода.
Особенность устройства заключается в применении индуктивных катушек для воздействия копира на цепь возбуждения генераторов системы Леонарда, питающих двигатели подач. Катущки имеют общий якорь, связанный ме.ханически с копиром, и составляют с сопротивлен1 ям1; мост, в диагональ которого включена цепь сеток тиратронов, управляющих возбуждением генераторов.
В описываемом изобретении применены, с целью автоматической подачи суппорта, концевые переключатели хода на столе станка и кулачковые щайбы на ходовом винте продольной подачи. Этим достигается переключение генератора, питающего электродвигатель подачи, с одного двигателя на другой так, чтобы поверхность изделия (например, лопасти винта) обрабатывалась за ряд проходов, а сдвиг между проходами зависел от числа кулачковых шайб.
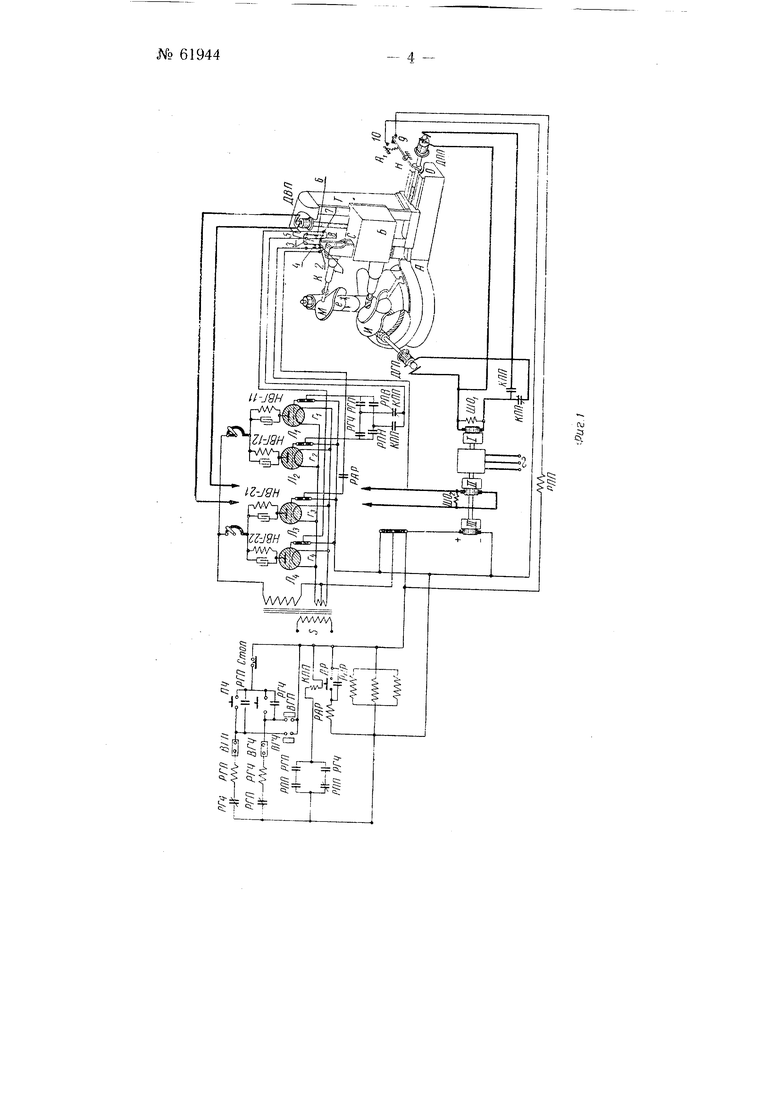
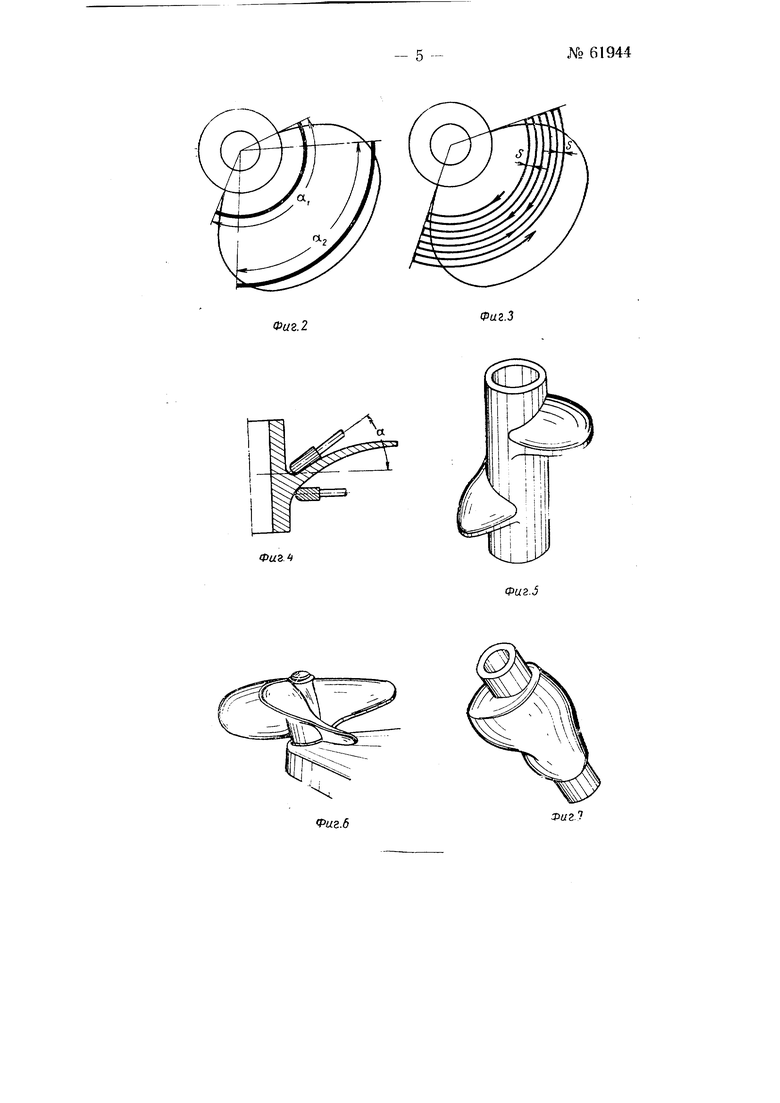
На фиг. 1 изображена схема предлагаемого устройства; на фиг. 2, 3 и 4 длина фрезерования; на фиг. 5, 6 и 7 - изделия, подлежащие обработке.
На станине А (фиг. 1) находится круглый стол, имеющий вращательный режим работы для замкнутых кривых (пространственные кулачки- фиг. 5 и 7) и качательный - для незамкнутых кривых (гребные винты - фиг. 6). Привод стола - червячный от редуктора и двигагеля ДГП. По направляющим станины А перемещается стойка Т, подающая привод от редуктора с двигателем ДПП. На щпиндельной бабке Б расположен двигатель для привода щпинделя, коробка скоростей для. изменения числа оборотов шпинделя и шпиндель, несущий фрезу. Шпиндельная бабка передвигается по направляющим стойки Т на специальных салазках (от редуктора с двигателем ДВП). Шпиндельная бабка .может поворачиваться относительно салазок для изменения оси на№ 61944- 2 клона (фиг. 4). Внутри стойки находится противовес, уравновешивающий шпиндельную бабку. На шпиндельной бабке находится кронштейн суппорта, несущего в себе копировальную головку К.
Изделие И укрепляется на столе. Вдоль оси изделия укрепляется модель М так, что оси изделия И модели соосны. Изделие, в частном случае - лопасть гребного винта, обрабатывается по следующему принципу: двигатель ДГП через редуктор и червяк создает качательное движение стола с изделием в продолжении одной лопасти. Это достигается автоматически переставляемыми конечными выключателями ограничения хода (не показанными на чертеже) в зависимости от длины nyiii фрезерования; путь по углу с/а больше пути по углу az (фиг. 2). На фиг. .3- юказан путь фрезы по лопасти. Подача 5 в конце создается че,рёз снёциальный регулятор периодической подачи двигателя ДПП, которьШ перемещает стойку (и фрезу) на величину 5. Двигатель ДВП постоянно перемещает шпиндельную бабку с фрезой вверх и вниз.
На станке для обработки изделий типа гребных винтов можно работать по одной лопасти-шаблону. На фиг. 1 показаны стрелки е (риски) на промежуточной детали для установки по высоте. Смещение модели М по рискам дает возможность поворачивать лопасть изделия чо модели, возможно также применение делительного приспособлепия.
Приводы движения подачи осуществляются от двигателей постоянного тока. Числа оборотов двигателей подач регулируются ио системе Леонарда. Питание двигатели подач получают от двух генераторов постоянного тока, вращаемых общим синхронным короткозамкнутым двигателем и приключающихся автоматически к тому или иному двигателю подачи.
Нормально тиратроны //ь Jl2, Л, Ji (фиг. 1) заперты вследствие того, что на их сетки подан отрицательный потенциал через сопротивления Гь Га, Гз и Г4 с генератора ///.
Работа на станке начинается нажимом кнопки АР (автоматическая работа), замыкающей цепи питания реле РАР, Реле РАР срабатывает и шунтирует контакты и кнопки. Вторая пара контактов реле РАР, подает положительный потенциал на сетку тиратрона /7з в результате замыкания цепи: плюс, контакты / и 2 копировальной головки 1, контакты реле РАР, сопротивление Гз, сетка тиратрона Л-,. Тиратрон зажигается и начинает пропускать ток в обмотку возбуждения НВГ-21 генератора //. Генератор // подает на двигатель вертикальной подачи напряжение такого знака, что начинается вертикальная подача вниз. Подача вниз будет продолжаться до тех пор, пока копировальный палец не упрется в модель, тогда стержень копировальной головки К начинает давить на рычаг С, последний отодвипется назад, а контакт 4, расположенный вместе с контактом 2 на пружинящей пластинке, соединится с контактом 3. При дальнейшем движении вниз разрываются контакты / и 2, запирается тиратрон Л-, и происходит торможение двигателя вертикальной подачи. Для интенсивного торможения генераторы подачи спабжаются шунтовыми размагничивающими обмотками ШО и ШО. Для продолжения процесса копирования необходимо нажать кнопку горизонтальной подачи.
Нажатие кнопки ПЧ (против часовой) замыкает цепь питания реле РГП, которое, сработав, подает положительный потенциал на сетку тиратрона //1 по следующей цени; плюс, контакты 3 и 4 и 5 и 6 коиировальной головки, контакты КПП, контакт реле РГП, сопротивление Г), сетка тиратрона Л. Тиратрон У зажигается и замыкает цепь питания обмотки НВГ-11. Генератор / подает на двигатель горизонтальной подачи напряжение такого знака, что начинается подача против часовой стрелки.
Если модель имеет форму, показанную на фиг. 1, то с началом подачи против часовой стрелки начинает увеличиваться давление на копировальный палец и, спустя некоторое время, замыкаются контакты 7 и 8 копировальной головки. Замыканием контактов 7 и 5 подается положительный потенциал на сетку тиратрона Л, обслуживающего вертикальную подачу «вверх по следующей цепи: плюс, контакты 3 и 4 и 7 н 8 копировальной головки, сопротивление г, сетка тиратрона Л. В результате зажигания тиратрона Л начинается подача вверх. Вращение стола против часовой стрелки ограничивается переключателем ВГП. имеющим одну пару замкнутых контактов и одну пару разомкнуты.х контактов. Переключатель ВГП, сработав, размыкает цепь питания реле РГП и замыкает цепь питания реле РГЧ, подготовляя движение по часовой стрелке. Включение реле РГЧ вызывает включение контактора КПП, который, включивщись, переключает генератор подачи / с двигателя горизонтальной подачи на двигатель продольной подачи и подает питание на сетку тиратрона i или Л2 по следующей цепи: плюс, контакты 3 к 4 к 5 и 6 копировальной головки, открытый контакт КПП, контакт реле РПН или РПВ, ранее замкнутый нажатием кнопки «назад или «вперед, сопротивление г или Гь Га, сетка тиратрона Л или Л. Якорь двигателя продольной подачи получает напряжение и начинает вращаться. Вместе с ходовым винтом продольной подачи вращается кулачковая щайба О, нажимающая на рычаг Я. После того, как щайба О повернется на некоторый угол, рычаг Н сойдет с ее кулачка и пружина AI замыкает контакты 9 и 10, затем включается реле РПП, размыкающее цепь питания контактора КПП, который, включивщись, переключает генератор / на двигатель горизонтальной подачи и подает питание на сетку тиратрона Л, начинается вращение стола по часовой стрелке, ограничивающееся переключателем ВГЧ, который, сработав, выключает реле РГЧ и включает реле РГП, включающее контактор КПП. Снова начинается продольная подача и продолжается до тех пор, пока щайба О не надавит на рычаг Я и не разомкнет контакты 9 и 10, затем процесс начинается снова.
Таким образом, поверхности лопастей гребного винта обрабатываются за ряд проходов, причем сдвиг между проходами зависит от числа кулачковых шайб О.
Предмет изобретения
Форма выполнения устройства для автоматического управления копировально-фрезерным станком по авт. св. N° 52363 в применении для обработки пространственно сложных тел, имеющих ось вращения (например, гребных винтов), отличающаяся тем, что, с целью осуществления автоматической подачи суппорта, стол станка снабжен концевыми переключателями хода ВГП и ВГЧ, а ходовой винт продольной подачи снабжен кулачковой шайбой, осуществляющими переключение генератора, питающего электродвигатель подачи, с одного двигателя па другой таким образом, чтобы обработка поверхности изделия (например, лопасти винта) проходила за целый ряд проходов, а сдвиг между проходами зависел от числа кулачковых шайб.
- 3 -№ 6(944
«3
5 . 5:;.gi Is
1§-tL
T
cu
Фиг.2
Фиг.З
Фиг