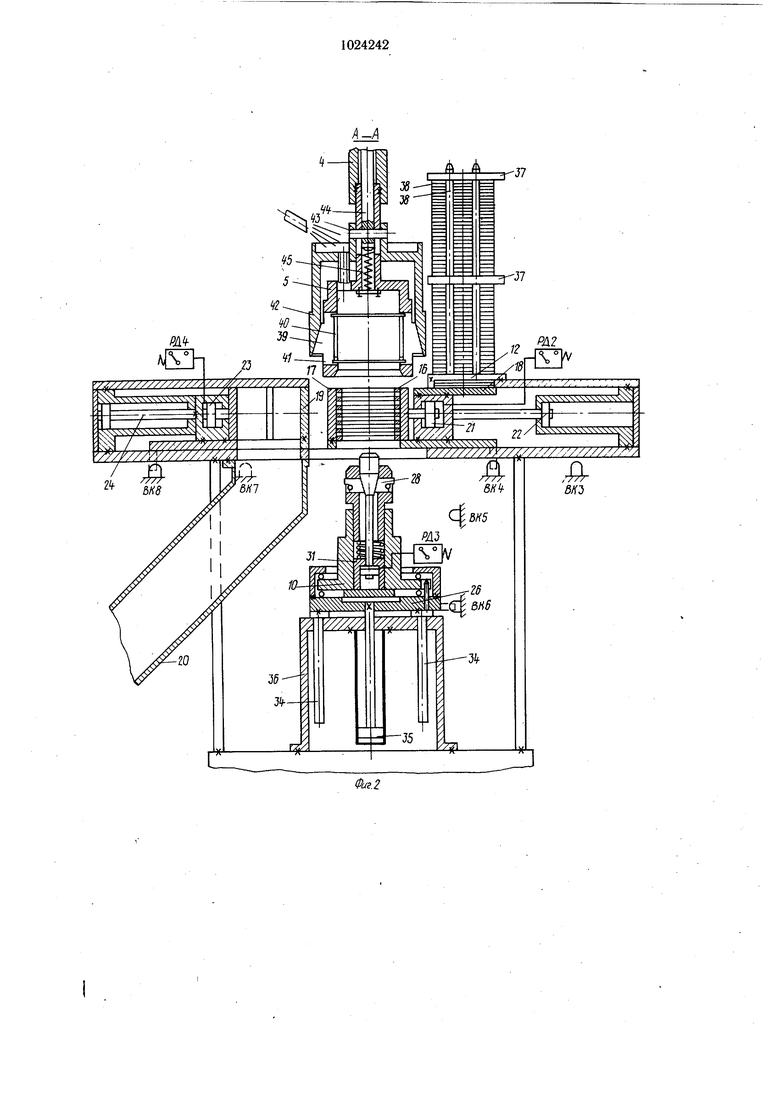
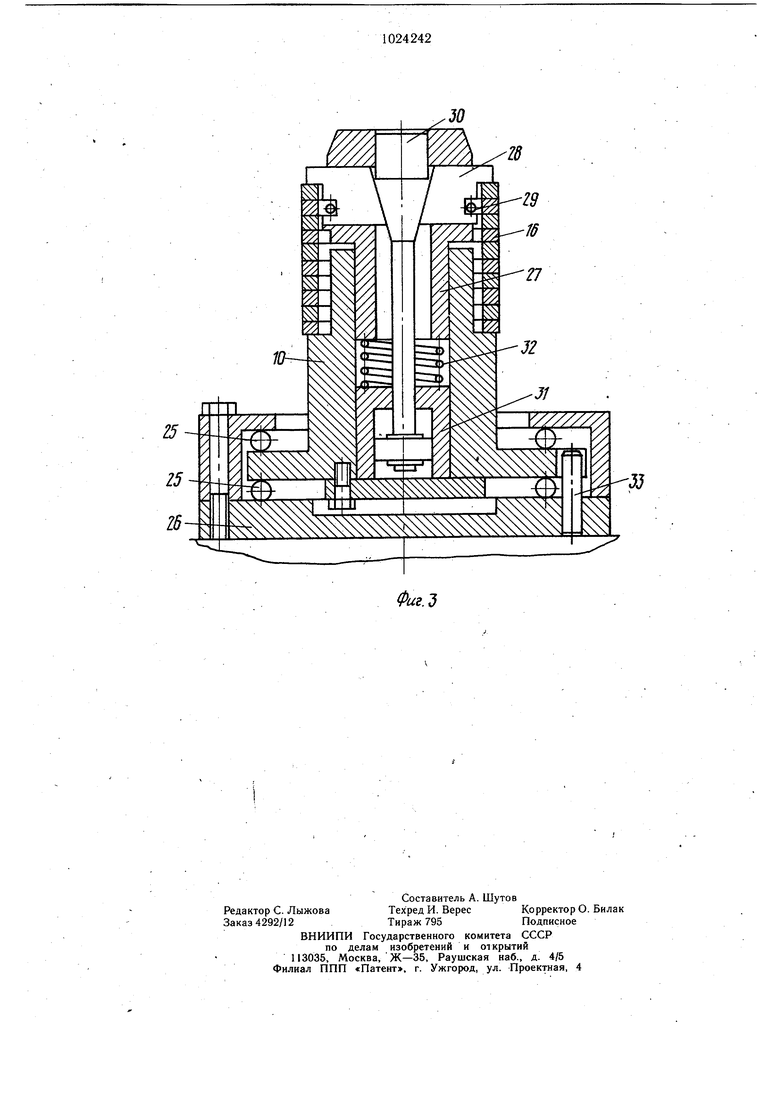
Изобретение относится к машиностроению, преимущественно }f. финишной обработке наружных цилиндрических поверхностей поршневых колец двигателей внутреннего сгорания, компрессоров и других агрега тов. Известно устройство для наружного хонинговаяйя пакетов поршневых колец, закрепляемых на оправке в шпинделе станка. Устройство оснащено охватывающей хонинговальной головкой с алмазными режущими брусками, позволяющей осуществлять съем припуска методом алмазного хонингования, снабжено рычагом, выполненным в виде замкнутой охватывающей рамки, и шарнирно связанными с ним посредством тяг шариковыми опорами, установленными на верхнем торце обжимного конуса, что позволяет в результате плавания самоустанавливаться охватывающей хонинговальной головке при неравномерном износе алмазных хонинговальных брусков по обрабатываемому пакету поршневых колец 1. Недостатком известного устройства является низкая производительность обработки. Целью изобретения является повышение производительности обработки. Поставленная цель достигается тем, что устройство для наружного хонингования пакетов поршневых колец, содержащее охватывающую хонинговальную головку с алмазными брусками, установленными с возможностью радиального перемещения от связанного с головкой гидроцилиндра, установленную с возможностью осевого перемещения оправку для закрепления по торцам пакета поршневых колец, и механизмы загрузки и выгрузки поршневых колец, снабжено подъемным столом, на котором установлена оправка, снабженная фланцем с размещенными в ее пазах конусными зажимными планками, при этом механизм загрузки поршневых колец выполнен в виде магазина-накопителя с отсекателем и приемником с подвижной губкой, а механизм выгрузки - в виде съемника с подвижной губкой и разгрузочного лотка. На фиг. 1 показана схематично компановка устройства для хонингования, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3плавающая оправка с зажатым пакетом порщневых колец. Устройство для хонингования поршневых колец состоит из вертикально-хонинговального станка 1 с приводом вращения 2,-приводом возвратно-поступательного движения 3, шпинделя 4, на котором жестко закреплена охватывающая хонинговальная головка 5, механизмом управления 6, механизмом 7 радиальной подачи брусков и системой подачи СОЖ. На фундаментальной плите 8 станка 1 установлено загрузочное устройство 9 с плавающей оправкой 10, размещенной на подъемном столе 11, и магазином-накопителем 12. Привод вращения 2 предназначается для сообщения вращательного движения шпинделю с жестко закрепленной в нем охватывающей хонинговальной головкой 5. Привод возвратно-поступательного движения 3 предназначается для сообщения возвратно-поступательного движения охватывающей хонинговальной головке 5. Механизм управления 6 предназначен для настройки и управления длиной хода и перебегом режущих брусков охватывающей хонинговальной головки 5 при возвратнопоступательном движении в процессе обработки поршневых колец, настраиваемых с помощью рабочих кулачков 13 и 14, управляющих переключением поводка 15, связанного с гидропанелью станка (не показана). Механизм 7 радиальной подачи брусков предназначен для сжатия режущих брусков хонинговальной головки 5 при обработке поршневых колец и разжатия режущих брусков после прекращения обработки поршневых колец. Загрузочно-разгрузочный механизм для подачи поршневых колец 16 состоит из магазина-накопителя 12,-приемника 17 с подвижной губкой отсекателя 18, съемника 19 с подвижной губкой, лотка 20 и плавающей оправки 10, установленной на подъемном столе И. В приемнике 17 набирается пакет порщневых колец 16 из магазина-накопителя 12, осуществляется их обжим в калибрующей части приемника с помощью подвижной губки, жестко связанной с поршнем зажимного гидроцилиндра 21, к корпусу которого прикреплен отсекатель 18. Затем пакет поршневых колец 16 подается в рабочую зону с помощью загрузочного гидроцилиндра 22. Съемник 19 предназначен для съема с оправки 10 обработанного пакета поршневых колец, обжимаемого подвижной губкой, жестко связанной с поршнем зажимного гидроцилиндра 23, перемещения обжатого пакета поршневых колец из рабочей зоны по лотку 20 в зону выгрузки с помощью гидроцилиндра 24 и выгрузки обработанных поршневых колец по лотку 20 с автомата. Плавающая оправка 10 предназначена для крепления пакета поршневых колец -16 и обеспечения самоустановки пакета при вводе охватывающей хонинговальной головки, которая включает в себя корпус оправки 10, установленный с помощью опор качения 25 на плите 26 подъемного стола 11, подвижный фланец 27, в пазах которого размещены конусные планки 28, сжимаемые кольцевой пружиной 29 и раздвигаемые конусом 30, жестко связанным с поршнем гидроцйлиндра 31, пружину 32 и штифт 33. удерживающий от проворота оправку при обработке поршневых колец. Подъемный стол 11 предназначен для подъема плавающей оправки 10 из нижнего исходного положения в верхнее с целью осуществления загрузки или выгрузки пакета поршневых колец с оправки и состоит из плиты 26, жестко связанной с четырьмя направляющими скалками 34, и штока подъемного гидроцилиндра 35, закрепленного в корпусе 36 подъемного стола. Магазин-накопитель 12 включает в себя бандажные кольца 37 и вертикальные склизы 38, жестко связанные с верхней плитой загрузочного устройства. Охватывающая хонинговальная головка 5 включает в себя корпус головки 5, в радиальных пазах которого размещены конусные планки 39 с алмазными брусками 40, разжимаемыми пружинами 41, конусную обойму 42, свя анную посредством щтифта 43 с толкателем 44 механизма радиальной подачи брусков, и пружину 45. В состав устройства входят также элементы, контролирующие различные положения механизмов и управляющие работой автомата; бесконтактные конечные выключатели ВК1 и ВК2, взаимодействующие с кулачками 46 и 47 и контролирующие верхнее исходное положение охватывающей хонинговальной головки 5, включающие вращение шпинделя 4 и подачу СОЖ; бесконтактные конечные выключатели ВКЗ и ВК4, контролирующие положение выката и отката приемника 17; бесконтактные конечные выключатели ВК5 и ВК6, контролирующие верхнее и нижнее положения подвижной плиты 26 подъемного стола 11; бесконтактные конечные выключатели ВК7 и ВК8, контролирующие положение выката и отката съемника 19; реле давления РД1, контролирующего рабочее давление в гидросистеме механизма 7 радиальной подачи брусков; реле давления РД2, контролирующее рабочее давление в зажимном гидроцилиндре 21; реле давления РДЗ, контролирующее наличие давления в верхней полости зажимного гидроцилиндра 31 оправки 10; реле давления РД4, контролирующее рабочее давление в зажимном гидроцилиндре 23. Работа устройства для хонингования порщневых колец с автоматическим циклом обработки осуществляется следующим образом. С нажатием на пульте управления кнопки «Цикл пуск при верхнем исходном положении шпинделя 4 с охватывающей хонинговальной головкой 5, когда кулачок 46 воздействует на выключатель ВК1, подвижная плита 26 подъемного стола 11 с оправкой 10 находится в нижнем положении, воздействуя своим кулачком на выключатель ВК6, съемник 19 находится в левом положении, воздействуя своим кулачком на выключатель ВКВ, - включается перемещение щтока зажимного гидроцилиндра 21, осуществляя обжим пакета поршневых колец подвижной губкой приемника 17, при этом реле давления РД2 включает гидроцилиндр 22, который перемещает приемник 17 с обжатым пакетом поршневых колец 16 в рабочую зону, одновременно удерживая отсекателем 18 поршневые кольца в магазине-накопителе 12, где включается выключатель ВК4, дающий команду на перемещение щтока гидроцилиндра 35 с оправкой 10 в верхнее положение. При достижении верхнего положения (оправка 10 со сжатыми конусными планками 28 входит в пакет 16) кулачок подвижной плиты 26 стола воздействует на выключатель ВК5, включающий гидроцилиндр 31 на перемещение вниз штока с конусом 30, в результате чего конусные планки разжимаются и верхними выступами захватывают по торцу пакет поршневых колец 16, удерживаемый в приемнике 17, осуществляя зажим пакета на оправке 10, при этом давление в гидросистеме оправки поднимается и срабатывает реле давления РДЗ, которое дает команду на отжим гидроцилиндру 21 и перемещение вниз подвижной плиты 26 подъемного стола вместе с зажатьщ пакетом порщневых колец rfa оправке 10. После достижения нижнего положения подвижная плита 26 своим кулачком включает выключатель ВК6, который включает гидроцилиндр 22, перемещая приемник 17 с отведенной подвижной губкой в правое положение под магазин-накопитель 12, где в освободивщуюся нишу приемняка загружается очередной пакет порщневых колец. При достижении правого крайнего положения приемник 17 воздействует своим кулачком на выключатель ВКЗ, включая подачу СОЖ и медленное перемещение вниз шпинделя 4 для ввода охватывающей хонинговальной головки 5 на обрабатываемый пакет порщневых колец, закрепленных в плавающей оправке 10. В результате медленного перемещения шпинделя 4 вниз пакет поршневых колец предварительно ориентируется, входя в конусную часть корпуса охватывающей хонинговальной головки 5 и достигнув нижнего положения, от воздействия кулачка 47 на выключатель ВК2 производится включение: вращения шпинделя 4 и перемещение вниз поршня гидроцилиндра 7 механизма радиальной подачи брусков. При этом толкатель 44 через штифт 43 перемещает вниз конусную обойму 42, которая сжимает в радиальном направлении конусные планки 39 с алмазными брусками 40, в результате чего обрабатываемый, пакет порщневых колец самоустанавливается окончательно по хонинговальным брускам в процессе обработки. При достижении рабочего давления в гидросистеме механизма радиальной подачи брусков 7 реле давления РД1
производит переключение с медленного на быстрое рабочее возвратно-поступательное движение шпинделя 4, а результате чего алмазные бруски 40 прижимаются к наружной поверхности пакета поршневых колец 16 с необходимым удельным давлением, осуществляя процесс резания, при котором рабочая длина хода возвратно-поступательного движения и величина перебега брусков определяется настройкой кулачков 13 и 14, .переключающих поводок 15, связанный с гидропанелью и управляющий возвратно-поступательным движением шпинделя 4.
После достижения необходимого размера наружного диаметра срабатываемого пакета порщневых колец, определяемого косвенной системой активного контроля, срабатывает реде длительности цикла которое дает команду на перемещение вверх порщня гидроцилиндра 7 механизма радиальной подачи брусков., При перемещении вверх штока 44 и связанной с. ним конусной обоймы 42 под Действием кольцевых пружин 41 конусные планки 39 с брусками 40 отжимаются от пакета поршневых колец, прекращая процесс резания. В верхнем положении пор шень гидроцилиндра 7 замыкает контакт, включающий вывод в исходное верхнее положение шпинделя 4 с охватывающей хонинговальной головкой, 5, где кулачок 46, воздействуя на выключатель ВК1, включает вращение щпинделя 4 и подачу СОЖ, включая при этом перемещение вправо выгрузочного гидроцилиндра 24 с отжатой подвижной губкой съемника 19.
При достижении правого положения, соответствующего рабочей зоне, съемник 19 своим кулачком воздействует на выключатель ВК7, который включает перемещение вверх порщня подъемного гидроцилиндра 35, связанного с подвижной плитой 26 сто- ла, которая в верхнем полож;ении своим
кулачком воздействует на выключатель ВКЗ, осуществляющий зажим гидроцилиндром 23 пакета поршневых колец, размещенного в съемнике 19. При достижении рабочего давления в гидроцилиндре 23, необходимого для зажима пакета поршневых колец, срабатывает реле давления РД4, вклк чающее ход вверх поршня гидроцилиндра 31 и связанного с ним конуса 30, в результате чего конусные планки 28 под действием кольцевой пружины 29 сжимаются и через выдержку времени, настраиваемой в пределах 0,75- 1,0с, реле времени включает перемещение поршня гидроцилиндра 35 стола вниз со сжатыми конусными планками оправки 10, установленной на подвижной плите 26, которая своим кулачком в нижнем положении, воздействуя на выключатель ВК6, включает перемещение влево съемника 19 с зажатым пакетом обработанных поршневых колец. При достижении левого положения съемник 19 своим кулачком воздействует на выключатель ВК8, который включает перемещение влево поршня гидроцилиндра 23, отводя подвижную губку съемника 19, в результате чего отжатый пакет поршневых колец проваливается по лотку 20 вниз и выгружа5 ется. С целью сокращения непроизводительного вспомогательного времени при срабатывании выключателя ВК б, включающего перемещение влево съемника 19, одновременно включается перемещение штока гидроцилиндра 21, осуществляя зажим пакета поршневых колец подвижной губкой приемника 17, при этом реле давления РД 2 включает гидроцилдндр 22, который перемещает приемник 17 с обжатым пакетом порщневых колец в рабочую зону, после чего работа повторяется автоматически в описанной последовательности.,
Таким образом, изобретение позволяет повысить производительность обработки.
V
л/ш
- - 7
i
tt
titСЗ-I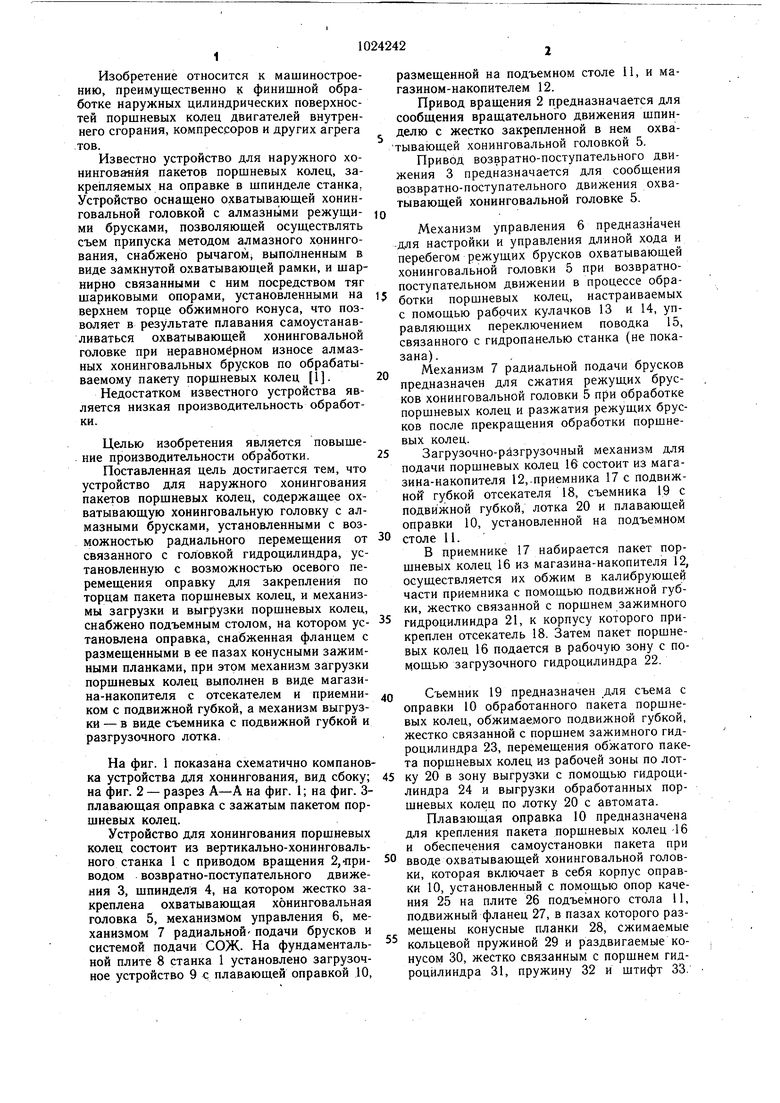
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наружного хонингования поршневых колец | 1979 |
|
SU776891A1 |
| Способ притирки поршневых колец по наружной поверхности | 1980 |
|
SU944891A1 |
| Устройство для наружного хонингования пакетов поршневых колец | 1981 |
|
SU1042967A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Устройство для хонингования наружных поверхностей | 1987 |
|
SU1530419A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
| СПОСОБ ПНЕВМОХОНИНГОВАНИЯ | 2004 |
|
RU2252126C1 |
| ПНЕВМАТИЧЕСКАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 2004 |
|
RU2252127C1 |
| Хонинговальная головка для обработки конических отверстий | 1983 |
|
SU1085786A1 |
УСТРОЙСТВО ДЛЯ НАРУЖНОГО ХОНИНГОВАНИЯ ПАКЕТОВ ПОРШНЕВЫХ КОЛЕЦ, содержащее охватывающую хонинговальную головку с алмазными брусками, установленными с возможностью радиального перемещения от связанного с головкой гидроцилиндра, расположенную с возможностью осевого перемещения оправку для закрепления по торцам пакета порщневых колец, и механизмы загрузки и выгрузки порщневых колец, отличающееся тем, что, с целью повыщения производительности обработки, оно снабжено подъемным столом, на котором установлена, снабженная фланцем оправка с размещенными в ее пазах крнусными зажимными планками, при этом механизм загрузки порщневых колец выполнен в виде магазина-накопителя с отсекателем и приемником с подвижной губкой, а механизм выгрузки - в виде съемника с подвижной губкой и разгрузочного лотка.
X I X
a
BKZ
11
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для наружного хонингования пакетов поршневых колец | 1973 |
|
SU517473A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
